


Ein Grat stört aus verschiedenen Gründen. Neben dem ästhetischen Aspekt besteht Verletzungsgefahr. Weiterhin können Grate an Maschinenteilen abbrechen und so den Verschleiß deutlich erhöhen. Aus diesem Grund werden viele Teile kostenintensiv zu 100 % entgratet. Um dieses grundsätzliche Problem zu lösen, gründete die Automobilindustrie 1999 den Arbeitskreis „Gratminimierung“. Eine Grundvoraussetzung zur Kostenoptimierung ist die automatische Gratprüfung.
Manfred Jagiella, Leiter Geschäftsbereich Sensoren; Dr. Sorin Fericean, Leiter R +D Geschäftsbereich Sensoren, Balluff GmbH Neuhausen/a.d.F.
Aus diesem Grund wurde der Sensorspezialist Balluff in den Arbeitskreis aufgenommen und konnte in verhältnismäßig kurzer Zeit ein induktives Messsystem entwickeln, das sich zur Zeit im Prototypenstadium befindet und die ersten Praxistests in der Automobilindustrie bereits erfolgreich bestanden hat. Die Gratsonde ist je nach Aufgabenstellung mit bis zu drei induktiven Messköpfen bestückt und hat einen Durchmesser von 6,5 mm, bei variabler Länge. Eine weitere Ausführung mit nur 3 mm Durchmesser ist geplant. Am Ausgang steht ein konditioniertes, gratabhängiges Messsignal von 0 bis 10 V zur Verfügung. Die robuste Sonde lässt sich direkt in den Produktionsprozess integrieren; Öl, Schmiermittel oder Schmutz beeinträchtigen die Messergebnisse nicht. Verfahrgeschwindigkeiten bis 5 m/s wurden mit positivem Ergebnis getestet. Die praxisorientierte, weltweit zum Patent angemeldete Lösung wurde bereits mit zwei Innovationspreisen ausgezeichnet: am 30.01.2003 in Baden-Baden mit dem 1. Preis des AutoTec Award 2003 für innovative Automobiltechnologie und am 16.10.2003 in den USA mit dem R&D 100 Award selected by R&D Magazine „as one of the Most Technologically Significant New Products of the Year 2003“. Industrietaugliches Sensorsystem
Bei der zerspanenden Bearbeitung metallischer Teile, z.B. beim Bohren, entsteht oft ein Grat, der die Funktionsfähigkeit des Endprodukts wesentlich beeinträchtigen kann. Viele Produkte müssen deshalb entgratet werden. Vor allem bei innen liegenden Bohrungsverschneidungen ließen sich Grate bisher nur sehr schwer erkennen und beurteilen. Jetzt gibt es mit der Balluff-Gratsonde dafür erstmals ein industrietaugliches Sensorsystem, das sich in den automatisierten Produktionsprozess integrieren lässt. Die praxisorientierte, weltweit zum Patent angemeldete Lösung, die in enger Zusammenarbeit mit renommierten Unternehmen der Automobilindustrie und internationalen Forschungsinstituten entstand, wurde bereits mit zwei Innovationspreisen ausgezeichnet.
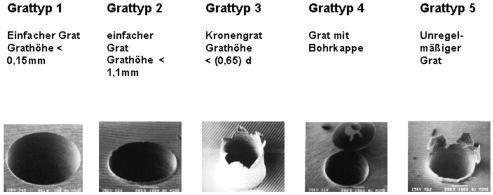
Die Gratentstehung (Bild 1), die sich bei der Metallbearbeitung nie ganz vermeiden lässt, hängt von verschiedenen Parametern ab, z.B. von der Beschaffenheit des Bohrers oder der Werkstücklegierung. Sie kann sich während der Serienfertigung von Teilen verändern. Grate können sehr unterschiedlich ausgeformt sein, z.B. scharfkantig, unregelmäßig gezackt oder deckelförmig. Sie können gleich aus mehreren Gründen stören und nicht zu unterschätzende direkte und indirekte Kosten verursachen. Zum einen können Grate den Ölstrom innerhalb eines Getriebes beeinflussen oder abbrechen und so Verschleißerscheinungen erheblich beschleunigen. Zum anderen stört der Grat teilweise aus ästhetischen Gründen und es besteht Verletzungsgefahr beim Handling.
Problemlösung dringend gesucht
Aus diesen Gründen werden viele Teile grundsätzlich zu hundert Prozent entgratet. Zusätzlich muss bei qualitätsrelevanten Teilen oft eine aufwändige visuelle bzw. manuelle Kontrolle durchgeführt werden (Bild 2). Bei innen liegenden Bohrungen und Bohrungsverschneidungen war man dabei bisher auf optische Endoskope angewiesen. Eine Methode, die nicht nur umständlich ist und eine Vorreinigung verlangt, sondern durch die Subjektivität des Betrachters auch keine objektiven Ergebnisse liefern kann. Sämtliche bekannten Verfahren zur Grat-Kontrolle lassen sich zudem nicht in die automatisierten Produktionslinien integrieren. Keines der bis dato bekannten Messsysteme funktioniert unter den extremen Betriebsbedingungen und rauen Umgebungen der Metallbearbeitung.
Um dieses grundsätzliche Problem zu lösen und die damit verbundenen Kosten zu reduzieren, gründete Ende 1999 die Automobilindustrie den Arbeitskreis „Gratminimierung“. 2001 wurde Balluff als Sensorikspezialist in diesen Arbeitskreis aufgenommen. Es sollte ein Messsystem entwickelt werden, das der genannten Aufgabenstellung gerecht wird. Nach einem Benchmark stellte sich heraus, dass optische Verfahren wie z.B. Bildverarbeitung für die Gratprüfung während der Produktion ungeeignet sind, da ein Reinigungsprozess der Werkstücke vorgeschaltet werden muss. Im Gegensatz dazu zeigt sich die Gratprüfung mit induktiven Sonden der Firma Balluff von Kühl- und Schmiermittelresten der vorhergehenden Bearbeitung unbeeinflusst. Dies erspart eine Reinigung und damit Zeit und Kosten.
Gleichzeitig sollte in diesem Industriearbeitskreis erstmals auch ein Normenentwurf für die Gratbeurteilung erstellt werden. Der Begriff „gratfrei“ beispielsweise war bisher überhaupt noch nicht eindeutig definiert. Der Normenentwurf durchläuft zur Zeit die einschlägigen Verfahren. Die Automobilindustrie plant die erarbeiteten Standards in ihre werksinternen Fertigungsvorschriften zu integrieren.
Für die Beurteilung der Standards gemäß des Normenentwurfs ist die neuentwickelte Gratsonde geradezu prädestiniert, z.B. bei Ausgangsprüfungen der Zulieferer und Eingangsprüfungen im Werk. In einem späteren Schritt ist eine internationale Normung geplant.
Miniaturisierung als Schlüssel zum Erfolg
Nach mehreren Grundsatzuntersuchungen konnte Balluff in verhältnismäßig kurzer Zeit ein induktives Messsystem entwickeln (Bild 3), das sich zur Zeit im Prototypenstadium befindet und die ersten Praxistests in der Automobilindustrie bereits erfolgreich bestanden hat. Eine wichtige Rolle bei dem Projekt spielte auch Professor Michael Beier von der Fachhochschule Berlin, der in Deutschland zu den führenden Wissenschaftlern zählt, wenn es um die Entwicklung von Entgratungswerkzeugen unter erschwerten Bedingungen geht. Treibende Kräfte des Projekts waren neben führenden Mitgliedern der Automobilindustrie auch das Fraunhofer Institut sowie die Universität Kaiserslautern und Prof. David Dornfeld von der renommierten University of California in Berkeley. Als bekannter Wissenschaftler im Bereich der Simulation zur Optimierung von Bearbeitungswegen ist er auch der Chairman der 7th International Conference on Deburring and Surface Finishing vom 7. bis 9. Juni 2004 in Berkeley, wo auch die Ergebnisse des Projekts „Gratsonde“ präsentiert werden.
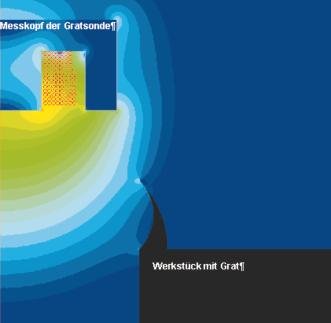
Die für die Applikation optimierte Gratsonde induziert Wirbelströme, die durch die Gratgeometrie beeinflusst werden (Bild 4). Diese elektromagnetische Beeinflussung wird in der Auswerteelektronik bewertet. Die endoskopisch geformte Sonde besteht aus einer sehr robusten Edelstahlröhre, in der die Sensorelemente untergebracht sind, und einem Edelstahlflansch, der zur Montage dient. Die Sonde wird in die Bohrung eingeführt und liefert ein gratabhängiges Ausgangssignal, mit dessen Hilfe sich die Grate eindeutig erkennen lassen (Bild 5). Die konditionierten Signale von 0 V bis 10 V garantieren dabei eine hohe Störsicherheit bei der Übertragung. Durch die Integration mehrerer aktiver Messköpfe lassen sich Zusatzfunktionen realisieren, z.B. für beidseitige Messungen oder das Erkennen von Sackbohrungen. Die entsprechenden Referenzwerte können z.B. im Rechner hinterlegt sein.
Know-how in der Mikrosystemtechnik
Die kleinen in der Sonde integrierten induktiven Messköpfe leisten dabei Beachtliches. Da bei diesen Sensoren nicht nur elektronische Komponenten, sondern auch elektrotechnische und mechanische Komponenten wie Spulen, Gehäusematerialien etc. eine Rolle spielen, kommt man schnell an die Grenzen der Physik, wenn die Abmessungen der Sonde schrumpfen sollen. Gleichzeitig müssen potenzielle Messfehler, die z.B. durch sich ändernde Umgebungstemperaturen entstehen könnten, kompensiert und damit ausgeschlossen werden. In der Gratsonde steckt darum die ganze Erfahrung und das umfangreiche Know-how, das der Hersteller sich bereits in den letzten Jahren mit miniaturisierten Sensoren erarbeitet hat.
Die Entwicklung spezieller ASICs, die Platz sparende und zuverlässige Flip-Chip-On-Board-Technik, Optimierung der Schaltungstechnik und hoch entwickelte Fertigungsverfahren ermöglichten schon manche Sensation im Sensorik-Bereich. Ein typisches Beispiel dafür liefert der induktive Näherungsschalter der Baureihe X2S (Bild 6). Bei nur 3 mm Durchmesser und 33 mm Länge arbeitet der Winzling jetzt sogar mit beachtlichen 3 mm Schaltabstand, d.h. die Arbeitsdistanz konnte gegenüber dem Vorgängermodell noch einmal verdreifacht werden. Der für den nichtbündigen Einbau ausgelegte Sensor ist so schlank wie das Anschlusskabel und wiegt (ohne Anschlusskabel) lediglich 0,7 g. Obwohl der kleine Sensor damit nicht einmal ein Drittel des Gewichts eines Centstücks auf die Waage bringt, ist die gesamte Auswerteelektronik bereits integriert und komplett vergossen. Er lässt sich aufgrund seiner geringen Abmessungen und seines niedrigen Gewichts problemlos auch in bewegte Anwendungen integrieren. Er kann dort nicht nur größere induktive Schalter ersetzen, sondern oft auch optische Glasfaser-Lichtschranken, die immer zusätzlich eine externe Auswerteeinheit benötigen.
Direkte Integration in den Produktionsprozess
Von diesen Erfahrungen im Bereich der Mikrosystemtechnik konnte man bei der Entwicklung der induktiven Gratsonde profitieren. Die Sonde, die in der Automobilindustrie inzwischen umfangreichen Tests unterzogen wurde, hat einen Durchmesser von 6,5 mm und kann in verschiedenen Längen realisiert werden. Für die Zukunft ist eine Ausführung mit nur 3 mm Durchmesser geplant, die sich auch für die Kontrolle kleinerer Bohrungen eignet. Alle Tests sind mittlerweile erfolgreich absolviert; die Messsonde ist robust aufgebaut, und die Messergebnisse werden durch Öl, Schmiermittel oder Schmutz nicht beeinträchtigt. Der Integration in die Produktionslinien steht damit nichts mehr im Wege; zumal auch kurze Taktzeiten unproblematisch sind. Bei Verfahrgeschwindigkeiten bis 5 m/s wurde die Sonde mit positivem Ergebnis getestet. Zusätzlich kann im Sondenkopf eine Temperaturüberwachung integriert sein; z.B. um die Kühlmitteltemperatur zu überwachen oder Temperatureinflüsse zu kompensieren. Ein Sicherheitssignal schützt bei Kollisionen, z.B. wenn die Sonde beim Einführen die Bohrungswand touchiert.
Anwendungsmöglichkeiten für die induktive Gratsonde gibt es viele: Sie eignet sich beispielsweise um Ausgangsprüfungen bei Zulieferern und Eingangsprüfungen vor der Weiterverarbeitung nach den gleichen Standards durchzuführen. Integriert in die laufende Produktion ermöglicht sie eine hundertprozentige Qualitätskontrolle. Veränderungen in der Gratbildung, die schon durch sehr geringfügige Änderungen der Legierung entstehen können, lassen sich beispielsweise zuverlässig erkennen. Gleichzeitig kann die Sonde für eine Trendanalyse verwendet werden, z.B. um den Werkzeugverschleiß zu erkennen. Durch eine solche statistische Prozesskontrolle lassen sich z.B. die Standzeiten der Werkzeuge optimieren, was zu zusätzlichen Kosteneinsparungen führen kann. In Zukunft soll in die Sonde ein berührungsloses Energie- und Datentransfersystem integriert werden. Dann lässt sie sich genauso einfach wie ein Werkzeug benutzen, also ohne Kabelverbindung. Neben der Graterkennung und -vermessung kann das robuste Sensorsystem aber auch zu allgemeinen Kanten- und Geometriemesszwecken verwendet werden, z.B. zur Durchmesser- oder Fasenkontrollen von Bohrungen an metallischen Werkstücken.
QE 555
Teilen:







{kind=link}