

Automatisiert, hochpräzise und effizient: Bei Stryker-Leibinger verfügen die Bearbeitungszentren im Bereich medizinischer Instrumente und Implantate über Fertigungsmesstechnik von Blum-Novotest. Die Systeme gewährleisten nicht nur einen zuverlässigen mannlosen Betrieb, sondern auch gleichbleibend hohe Qualität.
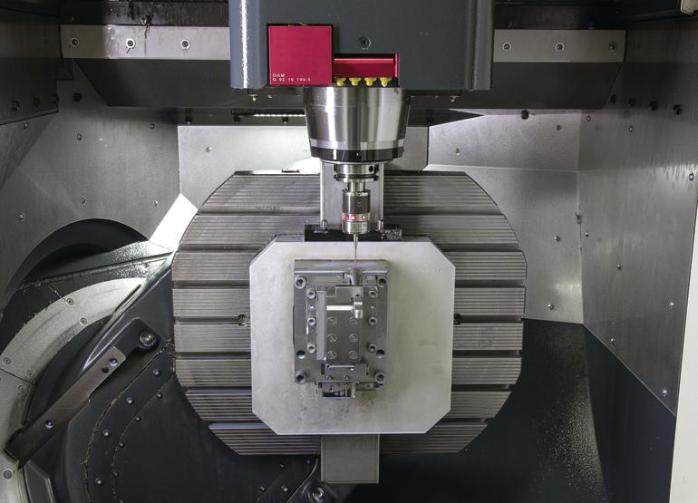
Die Fertigung im Bereich Instrumente bei Stryker-Leibinger in Mühlheim-Stetten arbeitet unter anderem mit mehreren Fräszentren von DMG Mori, vor allem vom Typ DMU 50 und DMU 60. Drei Anlagen sind mit Lasermesssystemen Lasercontrol Microcompact NT und Messtastern Typ TC52 von Blum-Novotest ausgestattet. „Die Messsysteme ermöglichen die mannlose Fertigung bei Stryker. In der Früh- und Spätschicht arbeiten Maschinenbediener an den Fräszentren, die Nachtschicht läuft automatisch“, erklärt Simon Heyse, Teamleiter Fräsen. Auch am Wochenende wird mannlos rund um die Uhr gearbeitet. Deshalb sind die Maschinen mit Werkstück-speichern und Handlingsystemen ausgestattet, die Werkstücke entnehmen und einsetzen.
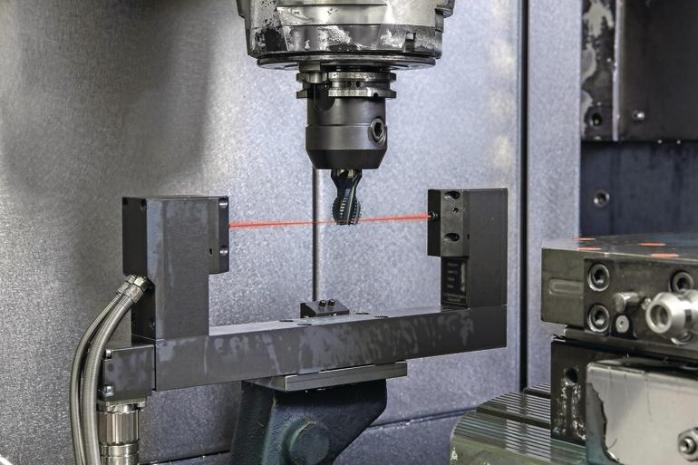
Für einen möglichst reibungslosen mannlosen Betrieb ist es notwendig, die Bearbeitung zu überwachen. Bricht ein Werkzeug, ist niemand da, der den Not-Aus-Knopf drücken könnte. Deshalb wird jedes Werkzeug – vom 0,5 mm-Kugelfräser bis zum 63 mm-Sägeblatt – nach jeder Bearbeitung vor dem Auswechseln in das Werkzeugmagazin mit Hilfe des Lasermesssystems gemessen. Stellt die Maschine dabei fest, dass ein Werkzeugbruch vorliegt, ist klar, dass der Bearbeitungsschritt nicht ordnungsgemäß zu Ende gebracht wurde. Das Werkstück wird als Ausschuss ausgeschleust, das gebrochene Werkzeug im nächsten Bearbeitungsschritt durch ein Schwesterwerkzeug ersetzt. So ist nur ein Bauteil verloren und die Bearbeitung läuft auch bei einem Werkzeugbruch reibungslos weiter.
„Den Messtaster, der in einer Werkzeugaufnahme montiert ist und im Werkzeugmagazin gelagert wird, nutzt die Maschine etwa, um Nullpunkte zu erfassen oder Ist-Maße nach einer Bearbeitung zu kontrollieren. So lassen sich unter anderem verschlissene Fräser erkennen“, so Heyse. „Bei einer bestimmten Zange kann es vorkommen, dass der Rohling nicht sauber eingelegt wird. Dann läuft der Scheibenfräser nicht seitlich über den Griff, um Griffrillen zu fräsen, sondern knallt in den Rohling und zerbricht.“
Diese Profil-Scheibenfräser haben bis zu neun Wochen Lieferzeit, weshalb die Mühlhofener Bruch vermeiden möchten. Deshalb haben sie am Anfang des NC-Programms eine kurze Messsequenz eingefügt, bei der der Messtaster den Zangengriff antastet und sicherstellt, dass er richtig gespannt ist. Seither haben sie keinen der Scheibenfräser mehr durch Bruch verloren. Die Blum-Lasermesssysteme waren im Lieferumfang der DMG Mori-Bearbeitungszentren enthalten. Für die Werkstückmessung waren zu der Zeit jedoch noch Messtaster eines anderen Herstellers im Einsatz. Als die NC-Spezialisten von Stryker aber den Blum TC52 auf einer Messe sahen, stellten sie auch hier auf Blum-Produkte um und waren überrascht, dass es möglich ist, so schnell anzutasten. Denn die Taster lassen sich mit 40 m/min vorpositionieren, während beim alten Taster bei 3 bis 5 m/min Schluss war.
Bei der reinen Antastbewegung muss natürlich langsamer gefahren werden, aber auch hier kann der Blum-Taster mit seinen 2 m/min im Vergleich um ein Vielfaches schneller antasten als das Vorgängersystem. Die hohe Positioniergeschwindigkeit, aber auch die schnelle Antastung verkürzen die Messvorgänge erheblich. Zum einen reduziert sich die Bearbeitungszeit dadurch deutlich, zum anderen kostet ein zusätzlicher Messzyklus, den man einfügt, um den Prozess sicherer zu machen, nicht so viel Zeit wie vorher. Wie oft gemessen wird, ist zum Teil auch eine Abwägung zwischen längerer Bearbeitungszeit und mehr Sicherheit. Je weniger Zeit das Messen jeweils kostet, desto mehr Messvorgänge können sich die Mühlheimer ‚leisten‘.
„Wir nutzen die Lasermesssysteme heute nicht mehr nur zur Bruchkontrolle, sondern messen die Schneiden von Schaft- und T-Nut-Fräsern, Bohrern oder Verzahnungswerkzeugen ebenfalls auf Verschleiß und Ausbrüche. Auch der Rundlauf der Werkzeuge und die komplette Form von Fräsern werden per Laser gemessen“, erklärt Manufacturing Engineer Jörg Hermann. „Unser Voreinstellgerät wird nur noch sehr selten genutzt, seit wir die Werkzeuge direkt in der Maschine einmessen. Das geht schnell und einfach und hat den Vorteil, dass die Werkzeuge unter Nenndrehzahl und in der realen Spannsituation gemessen werden. Wir kompensieren damit sämtliche Einflüsse der Maschine, was unsere Bearbeitung noch präziser macht.“
Wenn alle Werkzeuge nach der Bearbeitung noch in Ordnung waren und das Programm komplett ohne Fehlermeldung durchgelaufen ist, muss das Werkstück in Ordnung sein – diese Gewissheit hat Stryker dank der Messungen direkt im Prozess. Trotzdem gilt: Eine Fräsmaschine ist keine Messmaschine – deshalb werden erstes, mittleres und letztes Teil jedes Fertigungsauftrags auf der Koordinatenmessmaschine nachgeprüft. Die NC-Spezialisten hatten aber schon lange keinen Ausfall mehr, sondern ab dem ersten Teil 100 % Gutteile – außer wenn mal ein Werkzeug bricht.
Die Messvorgänge bei Stryker sind dank der hohen Geschwindigkeiten, die mit dem Blum-Messtaster möglich sind, um 50 bis 70 % kürzer geworden. „Der mannlose Betrieb in der Zuverlässigkeit ist ohne das Lasermesssystem undenkbar“, so Hermann. „Details wie spezielle Blasdüsen zeigen, wie umfassend Blum den Gesamtprozess analysiert, innerhalb dessen die Produkte arbeiten.“
Die Blasdüsen werden am Träger des Lasermesssystems angebracht und dienen dazu, das Werkzeug während der Messung von Kühlschmiermittel und Spänen zu reinigen. In die Düsen ist ein Rückschlagventil integriert, welches das Eindringen von herumspritzendem Kühlschmiermittel verhindert. „Diese Blasdüsen laufen nicht voll und vermeiden die Verschmutzung des Werkzeugs“, so Heyse. „Zudem wurde viel Entwicklungsarbeit in die Strahlformung investiert, die in einer perfekten Werkzeugreinigung resultiert. Durch diese Düsen sind die Messungen viel schneller und präziser geworden.“ ■
Unsere Webinar-Empfehlung

Websession Quality Day zu den Themen „Medizintechnik" sowie "Kunststoffverarbeitung"
Teilen:






{kind=link}