


Bei Sandvik Coromant lieferten taktile Messungen an Wälzfräsern zu gute Messwerte. Untersuchungen unter dem Mikroskop zeigten: Die harten Wendeschneidplatten der Fräser ruinierten jeden Rubintaster mit vergleichbaren Verschleißmustern, die stabile Messergebnisse vorgaukelten. Heute kommt einen Taster aus Volldiamant zum Einsatz, der schon vier Jahre seinen Dienst tut.
Winfried Ullrich knipst das Licht an, dann beugt er sich über ein grünes Gestell, das ganz offensichtlich schon einige Jahrzehnte auf dem Buckel hat. „Ein Zeiss-Mikroskop aus DDR-Produktion“, verrät der Messtechniker, „das funktioniert aber immer noch prima.“ In der Vergrößerung ist eine leuchtend rote Kugel zu erkennen, die sichtbare Spuren der Abnutzung trägt. Auf der Oberseite sieht sie aus wie ein mit Kratern übersäter Mond, seitlich zieht sich eine scharfe Furche durch den Kristall. Diesem Verschleißmuster der Rubintaster auf die Spur zu kommen hat einige Zeit gedauert. Ullrich tauscht das Objekt. Unter dem Mikroskop ist nun eine klarweiße Kugel zu sehen – ein Diamant. Der ist völlig unversehrt, obwohl er schon viel länger im Einsatz ist als der Rubin es war.
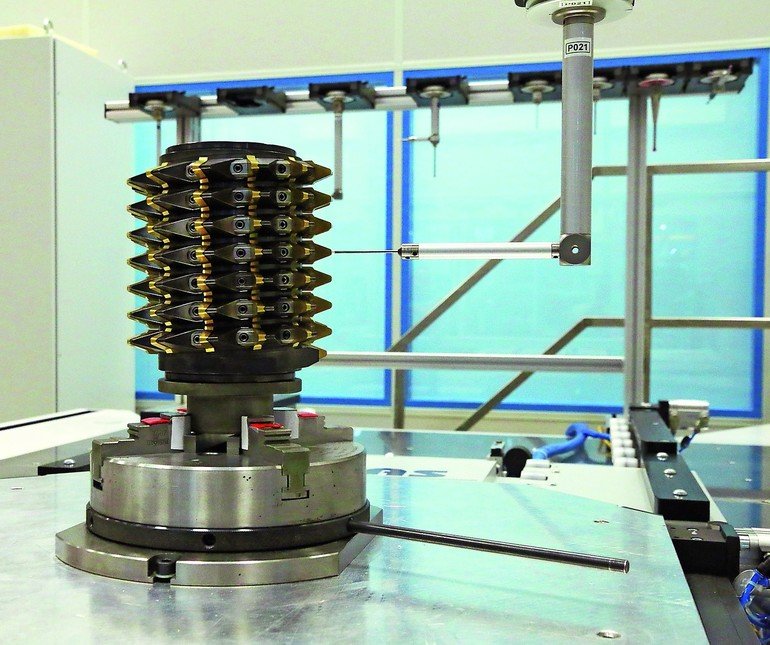
Rubin und Diamant – beide sitzen auf der Spitze von Messtastern von Zeiss 3D Automation. Bis 2012 waren bei Sandvik Coromant in Schmalkalden, wo Ullrich die Verantwortung für die Messmaschinen hat, nur die Rubinvarianten im Einsatz. In einem klimatisierten Raum, der von der Werkhalle mit Glaswänden abgetrennt ist, steht eine fast fünf Meter hohe Zeiss MMZ-T. Sie tastet Wälzfräser, Bohrer, Gewindefräser und weitere Werkzeuge ab, die Sandvik Coromant hier in Thüringen fertigt. Dabei vertraut das Unternehmen auf Messmaschinen von Zeiss. Gemeinsam hat man vor einigen Jahren „Gear Pro Hob“ entwickelt, eine schnelle und intuitive Software zum Messen von Wälzfräsern. Die Messzeit verkürzte sich drastisch von bis zu acht Stunden auf eine Stunde.
Hart und scharf sind die Wendeschneidplatten
Mario Peter hat die Entwicklung der Software hautnah mitbekommen. Für seine Diplomarbeit bei Sandvik Coromant hat sich der Absolvent der Fachhochschule Schmalkalden mit Qualitätsmessungen beschäftigt, heute ist er in der Abteilung Technologie bei Sandvik Coromant für die Entwicklung der computergestützten Messtechnik zuständig. In seinem Fokus steht derzeit besonders der Wälzfräser Coromill 177.
Das Werkzeug zum Fräsen von Zahnrädern ist ein aus mehreren Helixsegmenten zusammengesetzter Grundkörper, rundherum bestückt mit Wendeschneidplatten, welche scharfe Schneiden besitzen. Einer mittelalterlichen Waffe ähnlich, scheint sie zu sagen: Fass mich nicht an. Bei den größeren Modellen ist das ohnehin unmöglich, diese lassen sich nur mit einem Kran auf den Drehtisch der MMZ-T heben. Die Platten von Coromill 177 sind so hart und scharf, dass sie auch die Rubintaster schädigen, was zu den Verschleißspuren unter dem Mikroskop führt.
Das blieb einige Zeit unentdeckt. Denn die Messtoleranzen mit den Rubintastern waren gleichbleibend gering, selbst mit den verschlissenen. Zudem steckte die Entwicklung der Coromill Wälzfräser noch in den Kinderschuhen. Dass beim Austausch eines alten gegen einen neuen Taster nie etwas auffiel, liegt daran, dass die Fräser Einzelstücke sind, die mal wenige Kilogramm und mal Zentner wiegen. Mit jedem neuen Sonderwerkzeug ändern sich auch die Messwerte an den Wendeschneidplatten. Dies kaschierte lange Zeit den Fehler, welcher durch den Schnitt in der Rubinkugel entstand.
Doch mit jeder Messung wuchs Peters Misstrauen. „Irgendetwas stimmte nicht“, erinnert er sich. Selbst an Teilen mit bekannten Abweichungen waren die Messergebnisse gut – zu gut, befand er. Der Maschinenbauingenieur wollte es genau wissen. Erst nach ausgiebigen Tests war klar: Die harten Platten der Schneidwerkzeuge ritzten Riefen in den Rubin, mit bloßem Auge unsichtbar, aber mit Auswirkungen auf die Messgenauigkeit.
Der Diamanttaster rechnet sich
Dass mit diesen fehlerhaften Messungen heute Schluss ist, verdankt Peter einem Tipp von Zeiss 3D Automation. „Probieren Sie doch mal einen Diamanttaster aus“, hat der Experte empfohlen. Die Skepsis war zunächst groß, denn ein Diamanttaster kostet knapp 1000 Euro. Damit muss er sehr lange halten, wenn er sich gegenüber den Rubintastern lohnen soll. Die wurden zwar jeden Monat ausgetauscht, kosten aber auch nur 39 Euro.
„Es hat sich mehr als gelohnt“, sagt Peter heute aus voller Überzeugung. Der Volldiamanttaster, der in der MMZ-T Dienst tut, ist bereits vier Jahre alt und hat immer noch keine sichtbaren Verschleißerscheinungen, obwohl er genau dieselben Belastungen aushalten muss. Wie groß diese sind, erkennt sogar das bloße Auge. Im Lauf des HOB-Messprogramms fährt der Taster der MMZ die Kontur der Schneidplatten ab, gerade an der schärfsten Stelle. Bei diesem Tanz auf Messers Schneide waren bei den Rubintastern die Riefen entstanden. Die Abplattung auf der Oberseite entstand, wenn der Taster seitlich über die Kante der Schneide fuhr. Man hört bei diesem Sprung sogar ein leises Klicken.
Dank strenger Qualitätsvorgaben erreichen Kunden mit den Wälzfräsern von Sandvik Coromant die nach DIN 8 und DIN 9 vorgeschriebene Bauteilqualität der Zahnräder. 17 verschiedene Merkmale sind nach DIN 3968 bei einem Wälzfräser vorgeschrieben. Zu bestimmen sind unter anderem Rundlauf und Planlauf der eingebauten Wendeschneidplatten, der Durchmesser der zentralen Bohrung, die Steigung der Schneidenreihen sowie weitere Parameter.
Messwerte entscheiden über die Qualitätsklasse
Die Abweichungen vom Idealmaß entscheiden, in welche Qualitätsklasse das Werkzeug fällt. Die Kunden fordern Klasse B, was je nach Größe des Wälzfräsers Toleranzen zwischen 2 μm bei Zahnrädern in Autogetrieben und über 10 μm etwa bei Zahnrädern in großen Windkraftgetrieben entspricht. Fällt nur ein Messwert aus der Toleranz, wird das ganze Werkzeug in Klasse C oder tiefer abgestuft.
Die Werker müssen dann nacharbeiten, etwa indem sie einzelne Schneiden austauschen. Wegwerfen und neu fertigen ist keine Option: Die Coromill Wälzfräser sind Einzelstücke. Der Premium-Hochleistungsfräser Coromill 177 verfügt beispielsweise über 70 Schneiden – jeweils zwei Schneiden pro Zahn. Mit diesen lassen sich große Zahnräder effizient herstellen. Preisgünstiger und trotzdem ein echter Innovationssprung ist der gemeinsam mit ZF Friedrichshafen entwickelte Coromill 176. Er bietet eine sehr hohe Produktivität und Gesamtwirtschaftlichkeit. Er hat V-förmige Wendeschneidplatten, jedes Segment fräst eine komplette „Zahnlücke“ aus. Die Messungen sind dort noch anspruchsvoller, weil die Taster einer gekrümmten Schneide folgen.
Siliziumnitridtaster für Aluminium
Neben dem Volldiamanttaster sind bei Sandvik Coromant in Schmalkalden nach wie vor Rubintaster im Einsatz. Diese sind für viele Prüfaufgaben völlig ausreichend, wenn nicht gerade scharfe Kanten damit gescannt werden. Außerdem nutzt Ullrichs Team Siliziumnitridtaster, unter anderem um die Schieberkörper der sogenannten Corobone XL Aluminium Brücken zu vermessen. Die waren bisher aus Stahl und damit relativ schwer. Weil die Kunden leichtere Werkzeuge fordern, die schneller rotieren und weniger Energie verbrauchen, ist der Werkzeughersteller auf das leichtere Aluminium umgestiegen.
Doch von dem weichen Metall tragen Rubin- und Siliziumnitridtaster Material ab – die Tastkugeln werden unrund und müssen mindestens nach jeder Schicht gereinigt werden. Um bei moderaten Anschaffungskosten in den Genuss der Vorteile von Diamant zu kommen, liebäugelt Ullrich mit den neuesten Tastern der Diamond Scan-Serie von Zeiss 3D Automation: „In Zukunft werden wir sicher auch diamantbeschichtete Taster verwenden.“ ■
Der Autor
Bernd Müller
Journalist
im Auftrag von Zeiss 3D Automation
Unsere Webinar-Empfehlung

Erhalten Sie bei den Quality Days einen Einblick in die aktuellen Trends und neuesten Lösungen rund um die Qualitätssicherung. Diesmal steht das Thema „Optische Messtechnik" im Mittelpunkt.
Teilen:






{kind=link}