


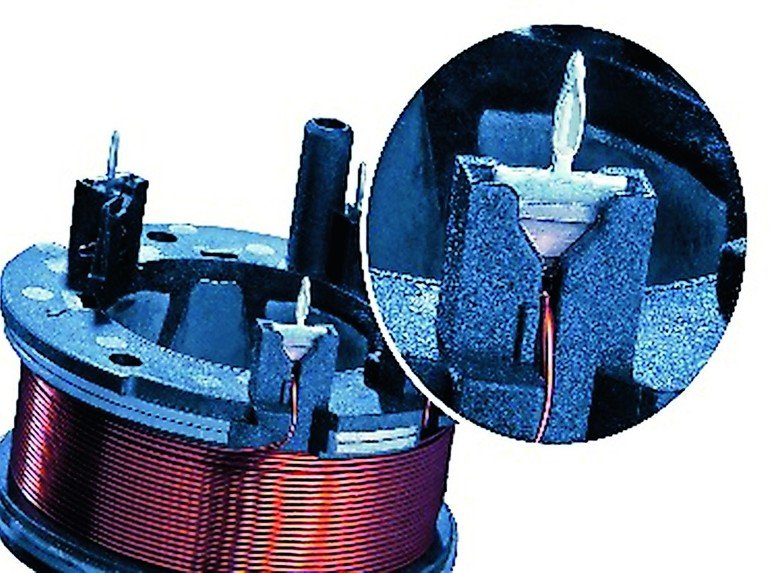
Ein Steckverbinder enthält meist mehrere Stanzbiegeteile, die hochpräzise gefertigt sein müssen. Damit die geforderte Qualität nachgewiesen, dokumentiert und letztlich der Prozess optimiert werden kann, hat die Firma Unimet in vier Werth Multisensor-Messgeräte vom Typ Videocheck S investiert, die fertigungsbegleitend und im Messlabor eingesetzt werden.
Mit über 46 Jahren Erfahrung hat sich die Unimet-Gruppe zu einem Technologie- und Qualitätsführer in der Präzisions-Stanzbiegetechnik entwickelt. Jahr für Jahr produzieren das Unternehmen in Rieden am Forggensee und das Tochterunternehmen Leukert in Kaufbeuren mehrere Milliarden komplexer Stanzteile, die zum großen Teil galvanisch veredelt und in Steckverbindern eingesetzt werden. Sie gehen weltweit an die Automobil-, Elektronik-, Elektro-, Beleuchtungs-, Luft- und Raumfahrt- sowie an die Telekommunikationsindustrie. Zu den Kernkompetenzen der Unimet-Gruppe, die etwa 430 Mitarbeiter beschäftigt, gehört auch die Entwicklung und Fertigung von Hochleistungswerkzeugen sowie die Herstellung von Kunststoffverbundteilen als Systempartner.
Nach der Gründung 1970 stand für Firmeninhaber Rudi Kolb fest, dass Qualität und Präzision unabdingbar sind, um Kunden zu gewinnen und zu behalten. Alle Mitarbeiter haben diese Maxime verinnerlicht, besonders Stefan Kolumban, der Leiter der Qualitätssicherung: „Es macht mir Spaß, mit meinem Team dazu beizutragen, dass unsere Produkte immer besser werden. Wir suchen kontinuierlich nach Möglichkeiten Prozesse zu verbessern und aus unseren Fehler zu lernen um letztlich gemeinsam mit unseren Kunden erfolgreich zu sein.“
Besonders schätzt Kolumban das Fachwissen seiner insgesamt 16 Mitarbeiter, aber auch das hochwertige Equipment, das die Realisierung einer Null-Fehler-Strategie ermöglicht. Da die Geschäftsleitung Qualität als Erfolgsgrundlage sieht, wurde in leistungsstarke Koordinatenmesstechnik investiert. Dazu gehören – seit bereits mehr als 20 Jahren – die CNC-gesteuerten 3D-Koordinatenmessgeräte von Werth.
Kolb erkannte Anfang der 1990er Jahre, dass es in Zukunft nicht mehr ausreichen würde, hervorragende Produkte zu liefern. Hochgenaue Messungen reduzieren den Ausschuss, und der Kunde kann sich anhand der Messprotokolle von der Qualität der Stanzbiegeteile überzeugen. Das Werth 3D-Koordinatenmessgerät Videocheck S erschien ihm und seinen Qualitätsverantwortlichen als das beste auf dem Markt. Das Gerät überzeugte durch seine Flexibilität und Präzision, die unter anderem auf das Konstruktionsprinzip mit spannungskonstantem Führungssystem zurückzuführen ist.
Nachdem sich der Nutzen des Geräts für Unimet in der täglichen Praxis bestätigte, investierten die Riedener in den folgenden 14 Jahren – dem Unternehmenswachstum entsprechend – in drei weitere Videocheck S. „All diese Jahre waren die Geräte tagein, tagaus im Einsatz und extrem zuverlässig“, lobt Kolumban. „Alle vier messen nach wie vor innerhalb der Spezifikation. Das ist beachtlich und spricht für ihre außergewöhnliche Qualität.“ Da sich mittlerweile in Sensorik und Steuerungstechnik einiges weiterentwickelt hatte, fiel Ende 2015 die Entscheidung, im Laufe des Jahres 2016 vier weitere dieser Messgeräte anzuschaffen.
Werth-Prokurist und -Vertriebsleiter Detlef Ferger freut sich über die langjährige Zusammenarbeit, die er selbst vor mehr als 20 Jahren direkt begleitet hat: „Ich erinnere mich noch gut. Damals war ich als junger Anwendungsingenieur erst seit kurzem bei Werth. Unimet war einer meiner ersten Kunden, die ich im Umgang mit unseren Geräten schulen durfte. Umso mehr begeistert es mich, dass sich das Videocheck S dort bewährt hat.“ Da die Mechanik der „Altgeräte“ noch voll funktionsfähig war, wurden sie von Werth zur Weiterverwendung als Gebrauchtgeräte in Zahlung genommen.
Kolumban erklärt den Grund für die Entscheidung, die Geräte abzugeben und in neue zu investieren: „Es liegt nicht daran, dass wir irgendeine Norm oder Kundenforderung nicht mehr erfüllen konnten. Aber mit unseren neuen Geräten, die alle auf dem gleichen Entwicklungsstand sind, sind wir schneller und flexibler, was den Mitarbeitereinsatz anbelangt. Zudem entfällt jeglicher Adaptierungsaufwand für Messprogramme, wenn ich auf ein anderes Messgerät wechseln will, und wir sind technisch auf neuestem Stand. Schließlich werden die Anforderungen unserer Kunden in Zukunft weiter zunehmen.“
Als Vorteil der neuen Geräte hebt er unter anderem die verbesserte Beleuchtung für den Bildverarbeitungssensor hervor, die heute auf LED-Basis funktioniert. Kolumban erklärt: „Wir bekommen brillante Abbildungen, so dass wir im Schnittbereich ganz exakt messen können. Auch die Messgeschwindigkeit hat sich erhöht. Durch das modulare Gerätekonzept und den Werth Zoom mit einstellbarem Arbeitsabstand und Lichteinfallswinkel haben wir alle Möglichkeiten, damit uns in nächster Zukunft kein Kundenwunsch schrecken kann.“
Alle Videocheck S Geräte folgen dem bewährten Konstruktionsprinzip ihrer Vorgänger, sind aber in zahlreichen Details verbessert. An erster Stelle steht das Führungssystem, in dem die Vorspannung der X- und Y-Achse magnetisch erzeugt wird, um ausdehnungsbedingten Stress auf die Lagerung und damit Präzisionsverlust zu vermeiden. Da die Herstellung der Führungsbahnen in einem Präzisionsbearbeitungsprozess erfolgt, kann die Montage der Komponenten ohne mechanisches Justieren oder Verspannen erfolgen. Daher bietet dieser Gerätetyp eine sehr hohe Langzeitstabilität über viele Jahre Nutzungsdauer hinweg.
Mit der neuen magnetischen Schnittstelle für Sensorik, dem Werth Multisensor-System, kann Unimet den Videocheck S nahezu beliebig ausbauen. Zum Beispiel können konventionelle Tastsysteme, Lasersensoren, Tastschnittsensoren oder der Werth Fasertaster vollautomatisch und versatzfrei vor der ebenfalls patentierten Zoomoptik eingewechselt werden. Diese Option schätzt Kolumban: „Derzeit messen wir in der Fertigung ausschließlich optisch. Aber wer sagt uns, dass das in ein paar Jahren noch genügt? Mit dem Multisensor-System können wir auf wachsende Anforderungen schnell und unkompliziert reagieren und neue Funktionen ergänzen.“ Schon heute ist das vierte Videocheck S Gerät mit zusätzlichen Sensoren wie dem Tastsystem SP25 und dem in den Strahlengang der Zoomoptik integrierten Werth Laser Probe WLP zum schnellen Scanning der Werkstückoberfläche ausgestattet. Dieses Gerät dient als Referenzgerät im Qualitätssicherungs-Labor und wird aufgrund seiner Flexibilität für vielfältige Messaufgaben eingesetzt.
Gemessen wird prozessbegleitend
Über rund 100 Maschinen für Stanz-, Biege-, Füge- und Montagearbeiten verfügt das Unternehmen an den beiden Fertigungsstandorten: Während Leukert über Pressen mit bis zu 400 t verfügt, deckt Unimet in Rieden mit Stanzbiegemaschinen bis zu 80 t Presskraft das filigranere Spektrum ab. Dort unterscheidet man drei Fertigungsbereiche: Während im ersten vor allem Großserien mit Stückzahlen von mehreren hundert Millionen pro Jahr produziert werden, fertigt der zweite Bereich kleine, filigrane Teile, die noch zusätzliche Aufgaben wie Füge-, Biege- oder Schweißprozesse erfordern. Im dritten Fertigungsbereich werden Produkte vorwiegend auf Drahtbasis hergestellt, die in erster Linie für die Telekommunikation bestimmt sind.
In jedem dieser Fertigungsbereiche ist eines der neuen Videocheck S Koordinatenmessgeräte installiert. „In den klimatisierten Messkabinen verhindert eine spezielle Entkoppelung, dass die Produktionsprozesse, wie zum Beispiel das Stanzen, Einfluss auf das Messergebnis nehmen“, ergänzt der Qualitätssicherungsleiter. Die Geräte werden zur serienbegleitenden Werker-Selbstprüfung genutzt. Die Mitarbeiter werden intern geschult und müssen alle zwei Jahre eine Prüfung ablegen, um die „Lizenz zum Messen“ zu erhalten. Die Betreuung der Geräte übernehmen zwei Messtechniker, die regelmäßig an Fortbildungen bei Werth teilnehmen.
„Da unsere Kunden zum Großteil aus der Automobilindustrie stammen, sind die Anforderungen besonders hoch“, erklärt Stefan Kolumban. Zunehmend werden Messmittelfähigkeiten und natürlich die Rückführung der Messergebnisse auf internationale Standards verlangt. „Das schließt manuelle Verfahren aus“, erklärt Kolumban. „Umso häufiger nutzen wir die Messtechnik von Werth, die alle Voraussetzungen erfüllt. Unsere Spezialisten erstellen die erforderlichen Messprogramme auf den jeweiligen Geräten und die Werker führen sie dann bei Bedarf über zum Beispiel frei programmierbare Eingabemasken aus.“
Jedes Produkt wird nur dann freigegeben, wenn es den festgelegten Prüfplan durchlaufen und bestanden hat. Die Messergebnisse nutzt Unimet auch zur rechnerunterstützten Qualitätssicherung: Über die CAQ-Software findet eine Langzeitbetrachtung der Werkzeuge statt, die Aufschluss über den Verschleiß beziehungsweise die Stillstandzeiten gibt. Daraus lassen sich für das Unternehmen Optimierungen ableiten, die sich spätestens in der nächsten Werkzeuggeneration vorteilhaft auswirken. Das gilt auch für einzelne Komponenten des Werkzeugs.
Kolumban: „Durch das Zusammenwirken der Werth Mess- und unserer CAQ-Software können wir vielfältige statistische Untersuchungen durchführen und dadurch unsere Prozesse sowie letztlich die Produkte optimieren. So konnten wir schon manchem Kunden wesentliche Vorteile verschaffen.“
Vielfältiger Einsatz der Videocheck S
Unimet setzt die Messgeräte vielseitig ein. Das Referenzgerät im Messlabor dient auch für Probemessungen und Erstbemusterungen, außerdem zur Erstellung neuer Messprogramme und als Backup-Gerät der Qualitätssicherung für Notfälle. Auch Maschinenfähigkeitsuntersuchungen werden hier durchgeführt. Zusätzlich nutzt Unimet die Messgeräte für die Requalifizierung der Prozesse, die in regelmäßigen, vom Kunden vorgegebenen Intervallen durchzuführen ist. Für Kolumban ist diese Technik „das Beste, was am Markt erhältlich ist. Für die Zukunft könnte ich mir ergänzend noch ein Werth Koordinatenmessgerät mit Computertomografie vorstellen, aber für diese Investition müssen wir noch arbeiten“. ■
Der Autor
Wolfgang Klingauf k+k-PR
im Auftrag von
Werth Messtechnik
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:







{kind=link}