

Mehrdimensionale Abstandssensoren ermöglichen höhere Punktedichten beziehungsweise Messgeschwindigkeiten als Punktsensoren. Dies geschieht jedoch oft auf Kosten einer ebenfalls erhöhten Messunsicherheit. Der neue Chromatic Focus Line Sensor CFL realisiert die beiden großen Herausforderungen der Messtechnik gleichzeitig.
Mit einer einzigen Messung ist es mithilfe mehrdimensionaler Abstandssensoren möglich, die gesamte Oberflächengeometrie in einem Teilbereich des Werkstücks zu erfassen. Konventionelle Sensoren bieten je nach Messprinzip entweder eine hohe Punktedichte oder eine hohe Messgeschwindigkeit. Werden solche Sensoren mit Koordinatenmessgeräten eingesetzt, können durch Zusammenfügen mehrerer Messpunktewolken große Bereiche mit hoher Punktedichte erfasst werden. Alternativ werden interessierende Bereiche in Werkstückkoordinaten erfasst und zur Auswertung verknüpft.
Multisensor-Koordinatenmessgeräte von Werth (Halle 7, Stand 7102) verfügen über verschiedene Abstandssensoren für unterschiedliche Messaufgaben. Abhängig vom erfassten Messbereich können diese in Flächensensoren und Liniensensoren unterteilt werden. Beispiele für Flächensensoren sind Fokusvariationsverfahren oder Konfokalsensoren. So erfasst der Werth 3D-Patch über Fokusvariation und Auswertung des Kontrasts zwischen den einzelnen Bildpunkten die Oberflächentopografie mit hoher Genauigkeit und Punktedichte. Der Sensor nutzt die Hardware des Bildverarbeitungssensors, daher kann der gesamte Messbereich ohne Sensorversatz zur Bildverarbeitung für Multisensor-Messungen verwendet werden.
Es ist kein mechanischer Sensorwechsel notwendig, der zusätzliche Messabweichungen beziehungsweise Einschränkungen des Messbereichs verursachen würde. Aufgrund des Zeitaufwands für die Bildaufnahme in verschieden Höhen über dem Werkstück während der Fokusvariation erreicht dieses Verfahren nur eine relativ geringe Messgeschwindigkeit. Voraussetzung für den Einsatz ist ein sichtbarer Kontrast durch Oberflächenstrukturen des Werkstücks oder durch projizierte Muster. Das Messen sehr glatter Oberflächen ist deshalb nur eingeschränkt oder überhaupt nicht möglich.
Ein alternativer Flächensensor ist der Nano Focus Probe NFP. Auch dieser Konfokalsensor erfasst während einer Bewegung senkrecht zur Werkstückoberfläche einen Bilderstapel. Statt des Kontrasts wird hier die Bildhelligkeit für jeden Punkt ausgewertet. Dadurch ist der Sensor unabhängig vom Kontrast der Werkstückoberfläche, es können auch spiegelnde Oberflächen gemessen werden. Mit Wechselobjektiven erreicht man sehr geringe Messabweichungen, sodass der Sensor auch zur Bestimmung der Rauheit geeignet ist. Nachteilig sind das kleine Sehfeld und der geringe Arbeitsabstand bei Objektiven mit hoher Vergrößerung.
Ein Beispiel für einen schnellen Liniensensor ist der Laser Line Probe LLP zur schnellen Digitalisierung großer Flächen im unteren Genauigkeitsbereich. Der große Arbeitsabstand ermöglicht eine einfache Bedienung. Mit einem großen Messbereich von 15 mm in X-Richtung und 25 mm in Z-Richtung erreicht der Sensor eine hohe Messgeschwindigkeit.
Während die Flexibilität konventioneller Abstandssensoren begrenzt ist, erlaubt der neue Chromatic Focus Line Sensor CFL erstmals eine vollständige 3D-Erfassung des Werkstücks bei hoher Genauigkeit und Geschwindigkeit. Der Liniensensor misst mit einer Zeilenfrequenz von 2 kHz circa 384 000 Messpunkte pro Sekunde. Durch das chromatische Fokusprinzip ist er weitgehend unabhängig von den Eigenschaften der Werkstückoberfläche. Der CFL misst Oberflächentopografien mit hoher Punktedichte und ist durch die Win Werth Software einfach zu bedienen. Durch den relativ großen Arbeitsabstand von typisch 36 mm können auch größere Werkstücktopografien erfasst werden.
Chromatische Fokussensoren für diffus reflektierende, spiegelnde und transparente Werkstücke
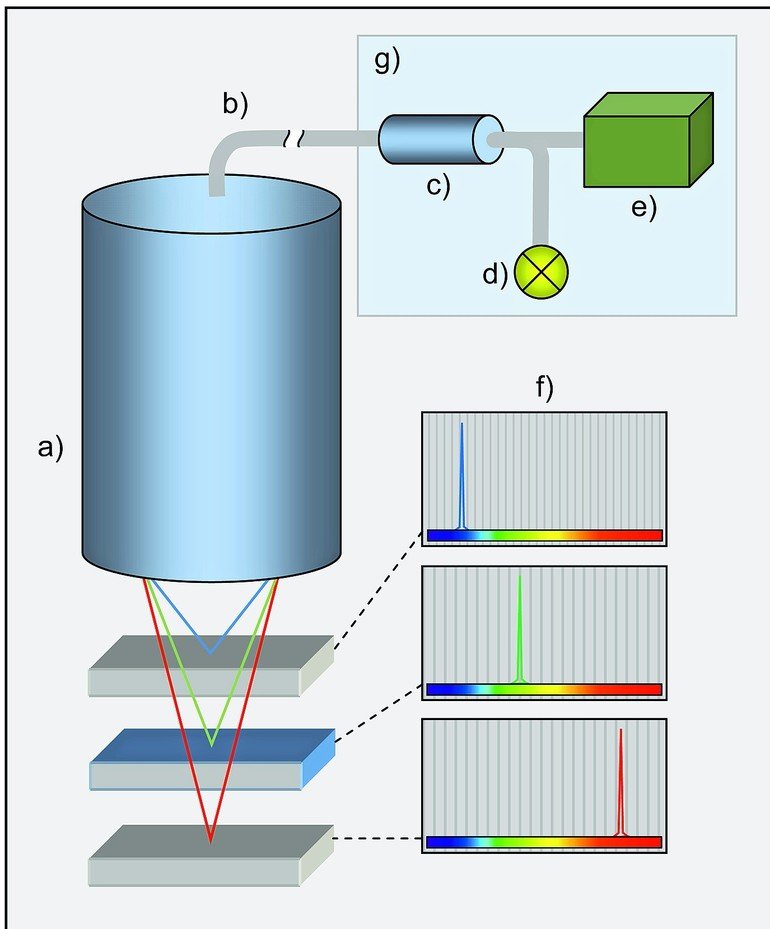
Bei chromatischen Fokussensoren wird weißes Licht durch ein Objektiv auf die Werkstückoberfläche projiziert. Die chromatische Aberration des verwendeten Spezialobjektivs ist maximiert, sodass Licht unterschiedlicher Wellenlänge deutlich unterschiedliche Fokusebenen aufweist. Durch die Reflexion an der Werkstückoberfläche entsteht ein Intensitätsmaximum für die Wellenlänge, deren Fokusebene sich dort befindet.
Das reflektierte Licht wird in einem Spektrometer ausgewertet und anhand der Wellenlänge, bei der das Maximum auftritt, der Abstand zwischen Sensor und Werkstückoberfläche bestimmt. Eine direkte Reflexion ist weder notwendig noch störend, mangelnder Kontrast ebenfalls unproblematisch. Daher kann man sowohl diffus reflektierende und spiegelnde als auch transparente Werkstücke mit chromatischen Fokussensoren wie dem Chromatic Focus Point Sensor CFPmessen.
Das Messprinzip kann auch für einen Liniensensor genutzt werden: Beim Chromatic Focus Line Sensor wird eine Reihe aus 192 einzelnen Weißlichtpunkten auf die Werkstückoberfläche projiziert. Durch Scanning ist so ein schnelles und einfaches Erfassen großerFlächen mit Neigungswinkeln bis ca. 45° möglich. Unterschiedliche Objektive erlauben die Anpassung von Messunsicherheit und Messbereich an die jeweiligeAnwendung. Für einen großen axialen Messbereich ist kein geregeltes Nachführen zur Werkstückgeometrie notwendig, sodass beim Scanning eine besonders hohe Messgeschwindigkeit erreicht wird. Werkstücke mit stark variierender Höhe können mit einer 3D-Vorgabebahn gescannt werden.
Flexible Einsatzmöglichkeiten für unterschiedliche Messaufgaben
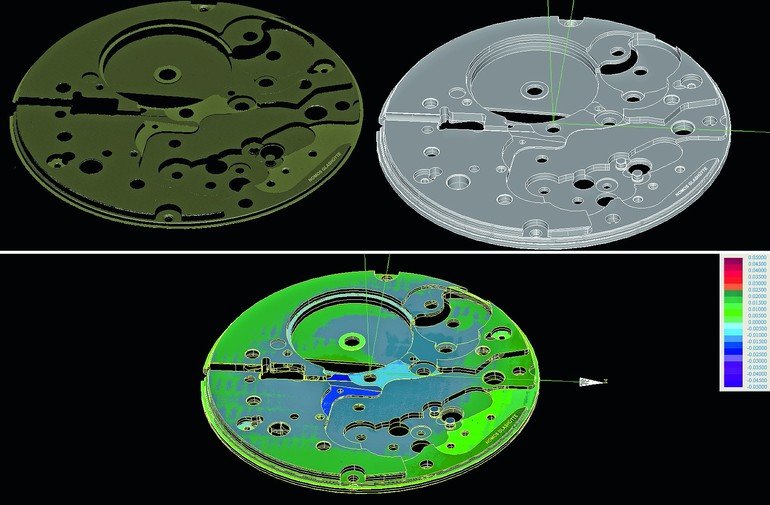
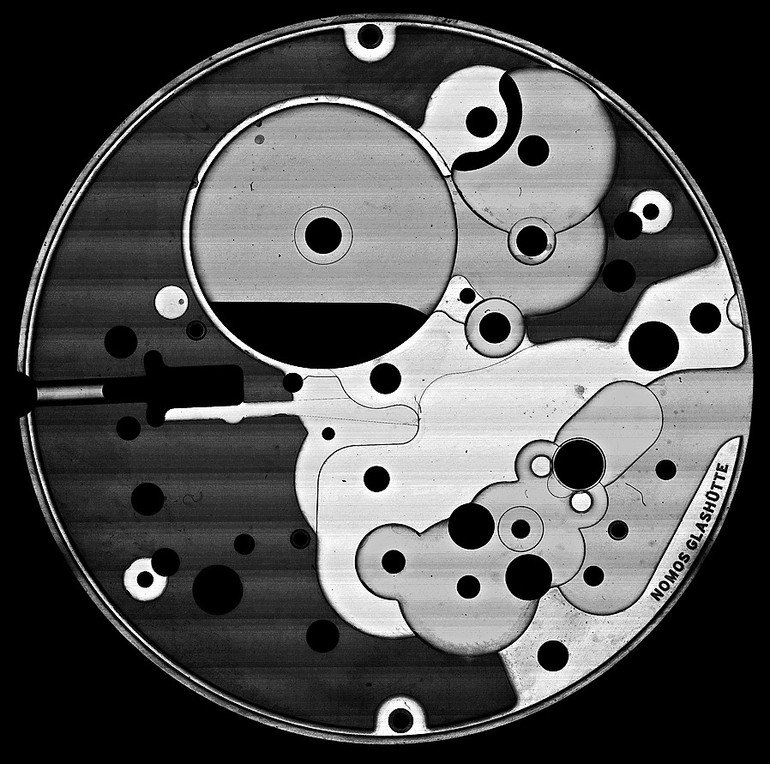
Der große Messbereich und die hohe Messgeschwindigkeit des CFL ermöglichen eine schnelle und vollständige Digitalisierung auch großer Werkstücke. Die bei dieser Messgeschwindigkeit bisher unerreichte Genauigkeit erlaubt auch die Messung von Präzisionsteilen und Mikromerkmalen – zum Beispiel von spiegelnden oder transparenten Werkstücken wie Prägestempeln oder Hartmetall- beziehungsweise Diamantwerkzeugen, aber auch von diffus reflektierenden Kunststoffteilen. Auch die Rauheit kann mit dem CFL gemessen werden. Die hohe Punktedichte ermöglicht eine Bestimmung der Topographie unterschiedlichster Oberflächen, zum Beispiel an feinmechanischen Werkstücken wie Uhrenplatinen.
Auch die Koplanarität von LED-Arrays lässt sich mit dem CFL am Koordinatenmessgerät inline messen
Ein typisches Anwendungsbeispiel für den Chromatic Focus Line Sensor ist auch die Inline-Messung der Koplanarität von LED-Arrays. Hierzu wird ein Koordinatenmessgerät mit CFL über ein Handling-System in die Fertigungslinie eingebunden. Als Messergebnis steht die vollständige Gestalt der Werkstückoberfläche in Form einer Punktewolke zur Verfügung, mit deren Hilfe beispielsweise Ebenheit oder Rauheit bestimmt und Geometrieelemente gemessen werden können. Auch ein Soll-Ist-Vergleich mit farbcodierter Abweichungsdarstellung ist möglich.
Zusätzlich zur Wellenlänge des reflektierten Lichts wird dessen Intensität ausgewertet und ein Rasterbild der Werkstückoberfläche erstellt. Dies wird in der Win Werth Software wie das Kamerabild des Bildverarbeitungssensors angezeigt. Die nachfolgende Auswertung mit der Bildverarbeitungs-Software gestattet das Messen von geometrischen Merkmalen oder eine Bestimmung des Werkstück-Koordinatensystems. Auf dieser Grundlage erfolgt die Bestimmung der Positionen für die Messungen mit verschiedenen weiteren Sensoren, ohne dass ein Sensorwechsel notwendig ist. Nicht optisch erfassbare Merkmale wie Hinterschnitte können zusätzlich mit konventionellen Tastsystemen oder dem patentierten Werth Fasertaster WFP erfasst werden. Soll ein Teilbereich einer gemessenen Punktewolke ausgewertet werden, wird dieser anhand des Rasterbilds mit der Fensterfunktion des Bildverarbeitungssensors ausgewählt.
Mit dem Chromatic Focus Line Sensor ist kein Kompromiss zwischen Genauigkeit und Messgeschwindigkeit notwendig. Die Flexibilität des CFL ist ein weiterer Vorteil. Aufgrund des Messprinzips ist der Sensor sowohl für streuende als auch für spiegelnde und transparente Oberflächen geeignet. Damit sind unterschiedliche Messaufgaben mit demselben Sensor lösbar. Das Rasterbild ermöglicht eine schnelle Ausrichtung und Positionsbestimmung, große Flächen können mit hoher Messgeschwindigkeit und die Oberflächentopografie mit hoher Punktedichte erfasst werden. ■
Der Autor

Dr. Martin Fischer
Anwendungstechnik
Werth Messtechnik
Webhinweis
Mehr über die Funktionsweise des Chromatic Focus Line Sensors sehen Sie in diesem Video von Werth Messtechnik: www.werth.de/CFL. Leichter geht‘s über das Scannen des QR-Codes.
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Hier finden Sie mehr über:
Teilen:







{kind=link}