


OptoInspect 3D kann erstmals gleichzeitig dreidimensionale und zweidimensionale Merkmale von Werkstücken in einer Messmaschine erfassen, indem das Lichtschnittverfahren (3-D) mit der telezentrischen Durchlichtmessung (2-D) kombiniert wird.
Dr. Norbert Bauer Fraunhofer-Allianz Vision, Erlangen
Viele Werkstücke in der Fertigung und in der Qualitätssicherung, bei denen zweidimensionale und dreidimensionale Merkmale erfasst werden sollen, müssen bisher in zwei unterschiedlichen Messmaschinen überprüft werden. Mit dem auf dem Prinzip der Triangulation basierenden Lichtschnittverfahren können Außenkonturen oder Freiformflächen von Werkstücken zuverlässig, schnell und mit hoher Auflösung dreidimensional vermessen werden. Allerdings ist die Auflösung an den Kanten oft ungenügend, da deren Lage mit dem 3-D-Verfahren nur unzureichend erfasst werden kann.
Die telezentrische Durchlichtmessung hingegen ist gut geeignet, um Konturen, die sich bei Gegenlicht abbilden lassen, zu erfassen oder um Bohrungsdurchmesser und -abstände zu vermessen. Mit der Durchlichtmessung wird besonders an den Kanten eine hohe Auflösung ohne perspektivische Verzerrung erreicht.
Die neue Multi-Sensor-Messmaschine OptoInspect 3D, die vom Fraunhofer IFF Magdeburg zusammen mit der Firma Ascona entwickelt wurde, vereint nun die Vorteile dieser beiden etablierten Messverfahren in einem Gerät. Dies führt nicht nur zu einer Kostenreduktion für den Anwender, da eine Maschine die Funktionalität mehrerer herkömmlicher Maschinen überdeckt. Die Maschine hat auch eine deutlich höhere Flexibilität und ein größeres Einsatzgebiet, da durch die Möglichkeit der Verknüpfung der Messdaten unterschiedlicher Sensoren auch Messaufgaben lösbar werden, die bisher unzureichend oder gar nicht gelöst sind. Es können Teile mit einem maximalen Messvolumen bis 200 x 200 x 300 mm³ vermessen werden, wobei eine Messunsicherheit unter 100 :m erreicht wird (Bild 1).
Anwendungsgebiete
Die Hauptanwendungsgebiete liegen in der berührungslosen Digitalisierung von industriell gefertigten Prüflingen, sowohl im Bereich der Erstmusterprüfung als auch in der Qualitätskontrolle im Fertigungsprozess. Angesprochene Branchen sind die Automobil- und Kunststoffindustrie und die metallverarbeitende Industrie.
In Bild 2 ist beispielhaft ein dreidimensional ausgestaltetes Blechteil zu sehen, bei dem es sich um ein gestanztes Autotürschloss handelt, das mit der Multi-Sensor-Messmaschine vollständig vermessen werden kann. Gemessen werden die Bohrungsmaße in verschiedenen Ebenen, die Bohrungsabstände in Bezug zu den 3-D-Konturen und Formabweichungen. Die Definition des Werkstückkoordinatensystems wird über 2-D- und 3-D-Merkmale vorgenommen.
Systemaufbau
Um die vollständige Erfassung des Messobjekts zu gewährleisten, kommen zwei Lichtschnittsensoren zum Einsatz, die das Objekt aus unterschiedlichen Richtungen erfassen. Die für die 3-D-Vermessung notwendige Bewegung des Messobjekts wird durch einen XY-Tisch mit aufgesetzter Rotationsachse realisiert. Die telezentrische Messeinrichtung ist darüber hinaus in der Höhe verfahrbar. Durch die Möglichkeit der Verschiebung können auch Objekte erfasst werden, die größer als der eigentliche Messbereich der Kamera sind. Das maximale Messvolumen beträgt ca. 200 x 200 x 300 mm³. Die erreichbare Messunsicherheit ist kleiner als 100 :m.
Für die Messung wird das Messobjekt mittels einer Spannvorrichtung in der Messmaschine fixiert. Für eine sichere, automatische Auswertung der Messdaten ist eine reproduzierbare Aufspannung erforderlich. Einige Millimeter Abweichung werden dabei toleriert. Die Messmaschine führt den programmierten Messablauf aus, in dem zunächst die Digitalisierung des Objekts stattfindet und eine 3-D-Punktewolke erzeugt wird. Über Referenzpunkte bzw. Regelgeometrien wird die tatsächliche Orientierung des Messobjekts bestimmt.
Anschließend wird die Sollorientierung für die telezentrische Durchlichtmessung bestimmt und durch das Bewegungssystem realisiert. Das Messobjekt wird so zur Messeinrichtung gedreht, dass die Bohrungsachsen parallel zur optischen Achse des Messsystems liegen und das Objekt sich im Messbereich befindet. Es erfolgt die 2-D-Bildaufnahme der Durchlichtmessung. Im Falle größerer Messobjekte sind mehrere Bildaufnahmen notwendig, die ein Raster von Einzelaufnahmen darstellen. Die Positionierung des Messobjekts in eine neue Messposition wird hierbei wieder durch das Bewegungssystem realisiert.
QE 529
Optische Technologien auf dem Vormarsch
Neue Marktstudie:
»3-D-Messtechnik in der deutschen Automobil- und Zulieferindustrie«
Immer mehr Firmen der Automobil- und Zulieferindustrie nutzen die optische 3-D-Messtechnik als Prüfmittel für die Qualitätssicherung. Zu diesem Schluss kommt die neue Marktstudie „3-D-Messtechnik in der deutschen Automobil- und Zulieferindustrie„ der Fraunhofer-Allianz Vision und des Fraunhofer-Marketing Netzwerks, die jetzt veröffentlicht wurde. Die Studie analysiert und dokumentiert die aktuell eingesetzte dreidimensionale Messtechnik in dieser Branche und ist eine Aktualisierung und Erweiterung einer im Jahr 1999 gleichartig angelegten Erhebung. Auf diese Weise werden auch Trends der letzten vier Jahre sichtbar.
Immer mehr optische Systeme
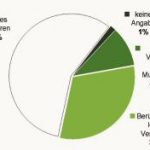
Zwei Drittel der Unternehmen, die sich an der Markterhebung beteiligt haben, nutzen 3-D-Messtechnik. Davon setzen aktuell 58 Prozent der befragten Unternehmen in ihrem Hause rein taktil basierte 3-D-Messgeräte ein, 31 Prozent verwenden ausschließlich berührungslose Verfahren, während ein Zehntel der Unternehmen entweder beide Verfahren oder Multisensor-Systeme einsetzt. Fasst man die berührungslosen und Multisensor-Systeme zusammen, so ergibt sich für 2003 ein Anteil von etwa 41 Prozent (siehe Grafik). 1999 betrug der Anteil der rein taktilen Messgeräte noch 75 Prozent und nur 25 Prozent der Unternehmen setzten berührungslose oder Multisensor-Systeme ein.
100-Prozent-Kontrolle angestrebt
Die exakte Einhaltung geometrischer Abmessungen spielt bei der Qualitätssicherung in der Produktion eine große Rolle. Im Rahmen von Nullfehlerkonzepten wird eine 100-Prozent-Kontrolle in der Produktion angestrebt. Doch die Messung mit mechanischen Lehren oder Koordinatenmessmaschinen ist extrem zeitaufwändig und kann so meist nur an Stichproben vorgenommen werden. Mit der berührungslosen optischen Messtechnik werden die Messungen derzeit etwa zehn- bis tausendfach beschleunigt, was zusammen mit günstigen Systemkosten einen breiteren Einsatzbereich und in manchen Fällen eine lückenlose Überprüfung der Produktion erlaubt. Zwar wird die 3-D-Messtechnik in der deutschen Automobil- und Zulieferindustrie laut der neuen Marktstudie noch überwiegend zur Prüfung von Stichproben eingesetzt (aktuell 68 Prozent gegenüber 83 Prozent 1999), der Anteil der zu 100 Prozent geprüften Teile beträgt jedoch mittlerweile über 25 Prozent. Somit wird ein Trend zur 100-Prozent-Kontrolle und zu optischen 3-D-Messsystemen sichtbar.
Weitere Themen
Die Nutzung der 3-D-Messtechnik wird ferner unter den verschiedenen technischen Gesichtspunkten der Anwendung, wie Messungenauigkeit, Messzeiten und Materialparameter dargestellt. Außerdem wurde ermittelt, wie viele Firmen Neuanschaffungen planen und ob ein Systemwechsel von taktiler auf optische Messtechnik geplant ist. Weiterhin wird in der Studie anhand von Branchenkennzahlen wie Umsatz, Wachstum, Beschäftigung und Perspektiven die allgemeine wirtschaftliche Marktsituation der Automobil- und Zulieferindustrie skizziert. Analog erfolgt eine kurze Beschreibung des Anbietermarktes stellvertretend durch die 3D-Messtechnik-Segmente »berührungslose 3-D-Messtechnik« und »taktile Koordinatenmessgeräte«. Anhand einer Darstellung von 3-D-Messtechnik-Produkten und –Dienstleistungen der Branchenunternehmen erhält der Leser einen Einblick in die Angebotssituation dieses Marktes.
Die Marktstudie ist als Druckversion (4-farbig) und als PDF-Datei auf CD oder per E-Mail erhältlich. Sie kann bei der Fraunhofer-Allianz Vision in Erlangen bestellt werden.
Autor und Herausgeber der Studie:
Dr. Norbert Bauer
Koordinator der Fraunhofer-Allianz Vision und Leiter der Geschäftsstelle in Erlangen
Fraunhofer-Allianz Vision
Am Wolfsmantel 33
91058 Erlangen
Telefon 0 91 31/7 76–5 00
Telefax 0 91 31/7 76–5 99
E-Mail: vision@fraunhofer.de
Printversion: 140,10 EUR
PDF-Version: 112,15 EUR
jeweils zzgl. MwSt.
Unsere Webinar-Empfehlung

Erhalten Sie bei den Quality Days einen Einblick in die aktuellen Trends und neuesten Lösungen rund um die Qualitätssicherung. Diesmal steht das Thema „Optische Messtechnik" im Mittelpunkt.
Teilen:







{kind=link}