



Die Qualitätsprüfung nimmt weiterhin einen sehr großen Stellenwert in allen Bereichen der automatisierten Produktion ein. Mittlerweile hat sich für die Erkennung mechanischer und auch kosmetische Fehler die optische Prüfung durchgesetzt. Aber wie kann in einem hochflexiblen automatisierten Prozess direkt in der Linie automatisch und objektiv die geforderte Fertigungsqualität sichergestellt werden, vor allem wenn ein Produkt von allen Seiten und sehr präzise geprüft werden muss? Um komplex geformte dreidimensionale Objekte zu prüfen, werden deshalb immer häufiger auch universelle Handlingsysteme wie beispielsweise Roboter eingesetzt.
Rolf Demitz, Bereichsleiter NP, Viscom AG, Hannover
Eine typische Inspektionsaufgabe in einer Serienfertigung von Metallteilen ist z. B. die objektive optische Endprüfung des gesägten, gefrästen und gebohrten Metallteiles. Dabei erfolgt die Überprüfung von Maßhaltigkeit der bearbeiteten Strukturen als auch auf korrekte, also unbeschädigte, Oberfläche im Bearbeitungsbereich. Die Erzeugnisse kommen dabei meist auf Werkstückträgern direkt aus einer Waschanlage, wo sie von den Rückständen der Bearbeitung, z. B. Späne oder Kühlflüssigkeit, befreit wurden. Vor dem Versand müssen diese Teile noch abschließend kontrolliert werden.
Analog stellt sich diese Aufgabe natürlich auch bei kunststoffverarbeitenden Betrieben oder in vielen anderen Branchen bei der Baugruppenmontage. Hier stehen dann z. B. Kriterien wie die korrekte Ausspritzung und Maßhaltigkeit oder die Vollständigkeit im Vordergrund.
Weist die Produktion eine hohe Typenvielfalt auf und ist das Erzeugnis von allen Seiten detailliert zu inspizieren, kann typischerweise nicht mit einem statischen Sensorikansatz geprüft werden. Starr installierte Kameras und Beleuchtungen über dem Werkstückträger liefern zwar unter bestimmten Voraussetzungen sehr gute Ergebnisse, aber schon die nächste Design-Änderung könnte bereits zum Versagen dieses Ansatzes führen. Für derartige Anwendungen sind daher auch hochflexible Inspektionslösungen erforderlich. Dieses lässt sich auf zwei Arten sinnvoll lösen:
a) An einem Mehrachs-Roboter wird eine
Kamera-/Beleuchtungs-Sensorik
befestigt, die an die einzelnen Inspekti-
onsbereiche verfahren wird.
b) Ein Mehrachs-Roboter greift den Prüf-
ling und verfährt ihn vor starr in der
Prüfzelle angeordnete Sensoriken.
Ansatz a) vermeidet die zusätzliche Berührung des Objektes, kann aber meist nur den oberen, direkt sichtbaren Teil des Prüflings prüfen. Ansatz b) ermöglicht zusätzlich auch die Prüfung der Unterseite, erfordert aufgrund des Greifens und anschließendem Absetzen des Erzeugnisses auf dem Werkstückträger jedoch erhöhte Taktzeit.
Letztlich bestimmt die Prüfaufgabe bzw. die Kombination aller geforderten Prüfaufgaben die einzusetzende Variante. Starr angeordnete Sensoren haben unter dem Aspekt der Universalität meist jedoch noch weitere Vorteile:
- Das Verfahren des Objektes anstelle der Sensorik ermöglicht auch die direkt aufeinander folgende Prüfung mit unterschiedlichen Sensorikkonzepten und dadurch ein noch feineres Herausarbeiten unterschiedlicher Fehlermerkmale.
- Grundsätzlich besteht die Möglichkeit, die Prüfung auch noch mit weiteren Bearbeitungsschritten zu kombinieren. Im einfachsten Fall könnte dieses das Markieren gut geprüfter Produkte sein.
- Zusätzlich können direkt nach der Prüfung fehlerhafte Objekte umgehend aus dem normalen Prozess ausgeschleust und einer gesonderten Nachklassifizierung bzw. Nachbearbeitung zugeführt werden, ohne ein zusätzliches Handlingsystem zu benötigen.
Anwendungsbeispiel
Mit dem System S3012ROB bietet Viscom ein Lösungskonzept für die oben beschriebene Aufgabe. In den meisten Fällen wird die Ausführung mit starr montierten Kameras und einer Bewegung des Prüflings gewählt. Die Vorteile lassen sich an einem typischen Beispiel eines Automotive-Produkts verdeutlichen. Das Objekt (Abbildung 1: Typischer Automotive-Prüfling mit vielfältigen Bohrungen) weist eine Vielzahl unterschiedlicher Bohrungen auf, die vielfältigen Kriterien genügen müssen:
- Korrekte Position der Bearbeitungen, bezogen auf die Objektkanten oder Mittellinien des Körpers
- Korrekter Bohrungsdurchmesser
- Unbeschädigte Dichtflächen innerhalb und in der direkten Umgebung der Bohrungen
- Keine Späne in der Bohrung.
Zusätzlich ist bei dieser Anwendung auch noch der korrekte Typ des Objektes anhand eines eingeprägten Codes zu erkennen (Abbildung 2: Typ-Kennzeichnung auf dem Prüfling). Die Auswertung des Codes zu Beginn des Prüfzyklus sorgt für die Anwahl der richtigen Roboter- und Prüfprogramme, ist also von entscheidender Bedeutung für die korrekte Ausführung des Prüfzyklus.
Die Werkstücke werden der Prüfzelle auf einem Werkstückträger zugeführt. Meist befinden sich aus Taktzeitgründen mehrere Werkstücke auf einem Träger. In der Zelle wird der Werkstückträger dann fixiert und ausgehoben. Je nach Zellenausstattung greifen ein oder mehrere Roboter nacheinander die einzelnen Prüflinge und präsentieren sie den installierten Sensorköpfen (Abbildung 3: Gesamtzelle mit zwei installierten Handlings-Robotern). Jeder Sensorkopf verfügt über eine vielfältige Variation von unterschiedlichen Beleuchtungen, um die einzelnen potenziellen Defekte geeignet darzustellen. Nach Abschluss aller Prüfungen wird das Erzeugnis bei erkannter Fehlerfreiheit wieder zurück in den Werkstückträger abgelegt, bei erkanntem Defekt direkt auf ein separates Ausschleusband.
Die vom System als „schlecht“ erkannten Erzeugnisse können bei Bedarf einer manuellen Nachklassifikation unterzogen werden. Hierbei erhält der Operator die bei der Prüfung aufgenommenen „verdächtigen“ Originalbilder vorgelegt und kann dann die Entscheidung des Vision-Systems bestätigen oder nachträglich übersteuern. Auf diese Weise lassen sich grenzwertige Fehler nochmals einer zusätzlichen Bewertung unterziehen. Sind die Erzeugnisse eindeutig identifizierbar, kann diese Nachklassifikation auch offline, also völlig losgelöst vom Prüfsystem in der Linie geschehen.
Knackpunkt Sensorik
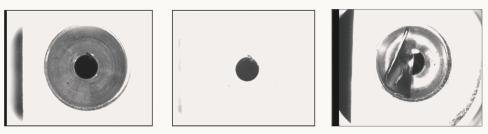
Besonderer Kernpunkt dieser Lösung ist jedoch – wie grundsätzlich bei allen Viscom-Lösungen – die hochwertige Auslegung der Sensorik, bestehend aus Kamera und Beleuchtung. Die unterschiedlichen abzuprüfenden Merkmale erfordern unterschiedliche Beleuchtungsanordnungen, um die jeweiligen Defekte sicher und robust herauszuarbeiten. Je nach Qualität der Oberflächenstruktur kann es dabei durchaus notwendig sein, mehrere Bildaufnahmen derselben Szenerie mit leicht oder sogar deutlich unterschiedlicher Beleuchtung durchzuführen (Abbildung 4: Herausarbeiten unterschiedlicher Defekte mit geeigneter Beleuchtung). Hierzu werden Intensität, Lichtrichtung und die Kombination einzelner Beleuchtungskonzepte in Abhängigkeit von der Prüfaufgabe geeignet variiert. Gleichzeitig wird mit dieser universellen Sensorik auch die Anzahl der zu vorsichtigen „Schlecht-Entscheidungen“ (so genannter „Pseudo-Fehler“) deutlich minimiert, ohne dabei Schlupf, also das Übersehen fehlerhafter Produkte, zu erzeugen. Viscom setzt hierzu Sensormodule ein, die auf kleinstem Raum unterschiedliche Lichtrichtungen ermöglichen und die einzelnen LED-Grundbeleuchtungen beliebig miteinander kombinieren können.
Zusammenfassung
Die Aufgabe, 3D-Objekte rundum automatisch zu prüfen, lässt sich daher mit dem Viscom-System S3012ROB ideal umsetzen. Die Herangehensweise entspricht dabei direkt dem bisherigen manuellen Vorgehen, bei dem der Mitarbeiter in der Qualitätssicherung ein Erzeugnis in die Hand nimmt, es vor seinen Augen aus allen Richtungen dreht und wendet und dabei auch den geeigneten Einfall der Beleuchtung ausnutzt – nur geschieht dies nun vollautomatisch und ohne Bedienereingriff. Etwaige einfache Nacharbeiten können dabei direkt durchgeführt werden. Somit ist diese maschinelle Lösung die konsequente Weiterentwicklung des bewährten Prüfverfahrens in Richtung Automatisierung, Objektivierung und Zuverlässigkeit.
QE 528
Teilen:







{kind=link}