



Der Bildverarbeitungsspezialist hema electronic entwickelte Prüfauto- maten, seelector metal Contour/Surface Defect Detection, die in einem einzigen Prüfdurchgang unterschiedliche ringförmige Getriebebauteile von beiden Seiten auf Vollständigkeit der Innen- und Außenkontur sowie der Oberfläche kontrollieren. Die Sichtprüfung mit Kameras stellt eine 100% Ausschleusung von Schlechtteilen entsprechend vorgegebenen Fehlerarten und Fehlergrößen sicher. Ergebnis ist ein vollauto- matisches System zur Prüfung von Beschädigungen, Splitter – und Spanabdrücken sowie Fehlstanzungen an flachen rotationssymmetrischen Getriebebauteilen im Takt des laufenden Fertigungsprozesses.
Dipl.-Ing. Werner Hross, Vertriebsleiter Nord der hema electronic GmbH, Aalen
Perfekte Qualität muss sicher gestellt sein, bevor die Systeme eingebaut werden. Besonders für die Automobilindustrie ist eine fehlerfreie Produktion und 100%ige Prüfung von herausragender Bedeutung.
Nur mit Adaptiver Algorithmik
Die Besonderheit der Aufgabenstellung liegt wie oben genannt in der gleichzeitigen Überprüfung der Innen- und Außenkontur auf Vollständigkeit und geometrischer Exaktheit sowie der Metalloberflächen auf Beschädigungen. Die Oberflächeninspektion mit konventioneller Algorithmik ist hier praktisch nicht möglich. Schon allein die exakte Definition der Prüfbereiche innerhalb der Aufnahme ist undurchführbar. Hierfür liefert die spezielle „adaptive kantenbasierende Objektanalyse“ von hema die Lösung. Sie kommt ohne die Definition besonderer Prüfbereiche im Bild aus und erlaubt die variable Detektion von Oberflächenbeschädigungen unter einfacher Einstellung von Fehlertyp und minimaler Größe.
Vorteile der adaptiven kantenbasierenden Objektanalyse:
- Segmentierung der Prüfbereiche entfällt
- Verunreinigungen auf Metalloberflächen werden ignoriert
- Gewölbte Oberflächen spielen keine Rolle
- Reflektierende Objektbereiche bedeuten keine Einschränkung der Erkennungsleistung
Die adaptive Auswertealgorithmik unterscheidet selbständig zwischen Objekt und Hintergrund bzw. zwischen Bearbeitungen und Fehlern. Sie wurde entwickelt in Anlehnung an das menschliche Sehverhalten und den physikalischen Grundlagen der Fehlerentstehung. Sie befindet sich bereits seit vielen Jahren im industriellen Einsatz bei Automobilzulieferern zur Oberflächenkontrolle von Tiefziehteilen, zur Identifizierung von Schweißnähten und kann, geführt an einem Roboterarm, zur Fehlererkennung an Freiformoberflächen eingesetzt werden.
Kontur- und Oberflächenprüfung von Zahnrädern
Bei den Prüfteilen handelt es sich um rotationssymmetrische Zahnräder mit bis zu 120 mm Durchmesser und bis zu 10 mm Höhe auf verschiedenen Prüfebenen. Die gepressten Metallringe mit blanken Stahl-Oberflächen verfügen über Stirnflächen mit Verzahnung, Boden und Außenkonus als zu prüfende Bereiche.
Das Prüfobjekt
Material: Metallringe verschiedenster Art
Geometrie: 3D
Oberflächenform: eben mit verschiedenen Prüfflächen
Oberflächenzustand: ungewaschen, mit Schmutzpartikel, gealtert, unterschiedlich reflektierend
Die Prüfaufgaben
Fehlertypen: Ausbrüche, Risse, Oberflächenfehler mit Kerbwirkung: Breite $0,2mm, Länge $2,0mm
Das hema-Bildverarbeitungssystem seelector metal für Metall-Getriebeteile beinhaltet die Konturprüfung der Zahnsegmente, die Innenkonturprüfung und die Oberflächenprüfung beider Seiten. Dabei können verschiedene Typen automatisch geprüft werden, auch wenn sie sich in der Anordnung der Zahnsegmente und Durchmesser unterscheiden.
Bei der Zahnprüfung wird die Anzahl der Zähne, die Kontur (z.B. Ausbrüche, Risse) und die Symmetrie der Zahnflanken überprüft. Die Innenseite der Metallringe wird auf Beschädigungen überprüft und der Durchmesser vermessen.
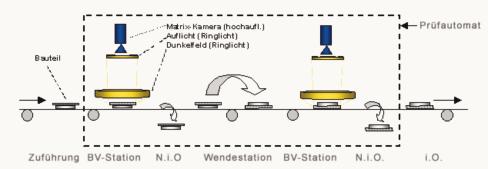
Das Inspektionssystem ist als eigenständige Prüfanlage in ein Gehäuse integriert, das zusätzlich mit einem Transportband, Positioniervorrichtung, Wendevorrichtung und Auswurfsystem für N.i.O.-Teile ausgestattet wird. Nur fehlerfreie i.O.-Teile werden am Ende des Transportbandes freigegeben.
Systembeschreibung
Der Prüfautomat inspiziert die Teile beidseitig im 2-Sekundentakt und schleust die fehlerhaften Objekte (N.i.O.) aus. Hierfür sind zwei Kameraeinheiten mit einer dazwischen liegenden Wendestation über einer Fördereinrichtung installiert. Die automatisch zugeführten Teile werden unter dem Kamera-/Beleuchtungssystem zentriert, aufgenommen und ausgewertet. Danach werden die Teile je nach Prüfergebnis selektiert und ausgeschleust.
Fehlerselektion
Das Prüfsystem selektiert Teile mit folgenden Fehlern automatisch aus:
- Eindrücke an der Stirnfläche des Ringes: Defekte mit und ohne Deformierung der Außen-/ Innenform
- Beschädigungen am Boden mit und ohne Deformierung/Kerbwirkung zur Innenform
- Beschädigung der Verzahnung mit Deformierung der Außenform
- Sonstige Beschädigungen wie Rost, fehlerhaftes Material, fehlerhafte Symmetrie an den Zahnflanken, Eindrücke, unrunde Teile und Grate an Zahnflanken.
Prüfleistung
Als geforderte Prüfleistung werden folgende Werte realisiert:
- Minimale Fehlergröße: 0,5 mm²
- Fehlerschlupf max.: 30 ppm
Dreifach-Auswertung je Prüfstation und Seite
Je Objektseite werden 3 Bilder aufgenommen und ausgewertet (mit Auflicht, mit Dunkelfeld und in Kombination von Auflicht und Dunkelfeld.
Hardware
Bestehend aus Bildverarbeitungseinheit, Prüfteilhandling und Steuerung.
Auflicht-Beleuchtung mit Hochleistungs-LED-Ringlicht
Um die hier erforderliche hohe Intensität für die Auflichtbeleuchtung zu erreichen, wurde eigens für diese Anwendung ein Hochleistungs-LED-Ringlicht aus der Baureihe seelectorLUX konzipiert. Für die sehr hohe Beleuchtungsstärke sorgt die Verwendung hocheffizienter InGaN-Power-LED-Technologie.
Bediensoftware: NeuroCheck
Die Bedienoberfläche des Systems ist im Schaltschrank des Prüfautomaten untergebracht. Eingesetzt wird ein Industrie-PC mit Windows XP und der Bildverarbeitungssoftware NeuroCheck.
Applikationssoftware: hema PlugIns für NeuroCheck
Als Applikationssoftware sind folgende Module als PlugIns in die Bediensoftware integriert:
- Selbsttest (Beleuchtung / Schärfe)
- Kalibrierung
- Zahnrad-Kontur-Inspektion „ConturDefectDetection-Gear“
- Innenkonturprüfung „ConturDefectDetection“
- Adaptive kantenbasierende Algorithmik zur Oberflächeninspektion „SurfaceDefectDetection“
Die Sicherstellung der Qualität verhindert hohe Folgekosten, optimiert die Produktion, spart Personalkosten und steigert somit die Wettbewerbsfähigkeit.
Hema electronic, Aalen
QE 524
Unsere Webinar-Empfehlung

Erhalten Sie bei den Quality Days einen Einblick in die aktuellen Trends und neuesten Lösungen rund um die Qualitätssicherung. Diesmal steht das Thema „Optische Messtechnik" im Mittelpunkt.
Teilen:







{kind=link}