


Bei der Prüfung von geripptem Betonstahl oder Betonstahlmatten sind normalerweise mehrere Messungen notwendig. So werden in mehreren Arbeitsgängen die Länge der Proben gemessen, die Geometriedaten der Rippen ermittelt, der Prüfling gewogen, ein Zugversuch oder ein Knotenscherversuch durchgeführt. Ist der Betonstahlstab gebogen, so muss er vor der Prüfung gerichtet werden. Diese Arbeitsgänge sind sehr zeit- und personalintensiv.
Gunther Shelley, Zwick GmbH & Co. KG
Zwick in Ulm entwickelte nun eine Prüfanlage, die nicht nur Zeit und Personal einspart, sondern darüber hinaus äußerst zuverlässig und flexibel prüft.
Variabel konfigurierbar
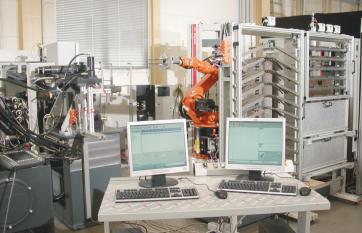
Für Stahlhersteller ist Flexibilität wichtig. Dies führte zur Kreation der neuen automatischen Prüfanlage, die aus einem 6-Achs-Industrieroboter, einem Probenmagazin, einer Temperierkammer und zwei Zugprüfmaschinen besteht. Eine Probenrichtmaschine, Waage und ein automatisches Rippenmessgerät vervollständigen das Prüfsystem Mit der vorgestellten Anlage können beispielsweise Betonstahl mit unterschiedlichen Durchmessern, diversen Rippenformen und unterschiedlichen Rippenreihen, kalt und warmgewalzter Stahl oder Betonstahlmatten geprüft werden. Die meisten Proben werden aus Coils herausgeschnitten und sind gebogen und verwunden, deshalb müssen sie vorher in einem Rollenrichtwerk gerichtet werden.
Die Aufgaben der automatischen Prüfanlage besteht im wesentlichen aus dem Richten der Proben, dem Vermessen der Probendimensionen und dem Zugversuch an den Betonstahlstäben (Bewehrungsstab) bzw. dem Knotenscherversuch an den Matten.
Intelligente Steuerung und Überwachung
Zentraler Teil dieser modernen automatischen Prüfanlage ist die Software. Hier setzt Zwick auf die neu entwickelte testXpert autoEdition. Durch die modulare Struktur lässt sich die Software jederzeit erweitern und an neue Prüfaufgaben anpassen, dies war ein wesentlicher Kernpunkt während der Entwicklung. Die Software steuert, regelt und kontrolliert die Abläufe innerhalb des Systems.
Der Anwender gibt vor dem Versuch die prüfungsrelevanten Daten händisch in das System ein, oder er lädt die Daten von einem übergeordneten Rechnersystem herunter.
Danach belädt er das Magazin mit den Prüflingen. Dies kann auch parallel zur Prüfung erfolgen, da die Bestückung außerhalb des Gefahrenbereiches erfolgt.
Nach der Freigabe der Proben holt der Roboter die nächste Probe aus dem Magazin und führt sie dem Rollenrichtwerk zu. Die Proben werden hier nicht nur in zwei Ebenen gerichtet, sondern auch noch auf die richtige Länge abgesägt. Die Probe wird dann an die Waage weitergereicht, wo über ein Lichtschrankensystem auch die aktuelle Länge der Probe vermessen wird. Nach der Gewichtsbestimmung ermittelt ein Rippenmessgerät mit Hilfe eines Kamerasystems die Rippenhöhe, den Neigungswinkel der Querrippe sowie den Rippenabstand.
Die Auswertung dieser Daten erfolgt entsprechend den jeweiligen Ländernormen. Im folgenden Arbeitsgang wird der Prüfling – zur Simulation einer Alterung – für ca. eine Stunde in eine Temperierkammer gelegt. In dieser Temperierkammer ist Platz für 18 Betonstahlstäbe. Um die Proben wieder auf Raumtemperatur abzukühlen, werden sie in einem Magazin zwischengelagert. Ein anschließender Zugversuch ermittelt die technologischen Kenngrößen des Prüflings. Der Roboter entsorgt nach dem Bruch kontrolliert die Probenreste, wobei die Ablagestelle der Proben je nach Toleranzvorgaben festgelegt werden kann.
Parallel zu dem oben aufgeführten Ablauf können die Proben aus den Baustahlmatten geprüft werden. Der Roboter legt dazu die entsprechende Schervorrichtung in die Maschine ein, entnimmt die Probe aus dem Magazin und legt sie in die Materialprüfmaschine ein. Ein anschließender Zugversuch bestimmt die Scherfestigkeit des Schweißknotens an einem Ausschnitt der Stahlmatte.
Fazit: Rationalisierungseffekte und Kostensenkung
Die Komponenten der Prüfanlagen sind wartungs- und verschleißarm und für den Dreischichtbetrieb ausgelegt. Durch die hohe Positioniergenauigkeit des Handlingsystems werden subjektive Einflüsse durch den Bediener ausgeschlossen und die Reproduzierbarkeit der Prüfbedingungen gewährleistet. Die Mess- und Steuerelektronik der Prüfanlage ist rein digital und damit praktisch wartungsfrei sowie langzeit- und temperaturstabil. Durch die offene Systemstruktur ist ein einfacher Datenaustausch mit anderen MS-Windows-Programmen möglich.
Der betriebswirtschaftliche Nutzen solcher Systeme ist bei Investitionsentscheidungen nicht zu vernachlässigen. Die Anlagen sind so konzipiert, dass sie ohne Aufsicht arbeiten können. Dies ist besonders bei den zeitintensiven Prüfungen von Vorteil, da hier der Bediener parallel dazu andere Aufgaben erfüllen kann. Aufgrund der niedrigen Prüfkosten je Probe amortisiert sich eine automatische Prüfanlage innerhalb von 2 bis 3 Jahren.
Zwick, Ulm
QE 523
Teilen:







{kind=link}