


Wo zur Qualitätssicherung in Produktionsprozessen schnell und hochpräzise vermessen werden muss, ersetzen Sensoren aller Art längst die manuelle Messung. Laser-Messsensoren haben gegenüber anderen Methoden dabei den Vorteil, dass sie aus größerem Abstand messen, also außerhalb des Gefahrenbereichs eingesetzt werden können. Glänzende Oberflächen wie Glas oder dunkle, matte Strukturen wie schwarzer Gummi ließen sich bislang mit Laser-Messsensoren aber nur sehr schwer detektieren und die Ergebnisse waren oft unzuverlässig. In der beschriebenen Anwendung bei der Herstellung von Glasbeschichtungen zeigt eine neue Laser-Messsensoren-Familie, dass nun auch solche Oberflächen kein Problem mehr sind.
Manfred Müller, Verkaufsingenieur Sensorik bei Omron Electronics AG Dipl.-Ing. (FH) Nora Crocoll, Redaktionsbüro Stutensee
Das schweizerische Unternehmen Glas Trösch hat seit über einem Jahrhundert Erfahrung in der Glasproduktion. Die Produktpalette reicht heute von Gläsern für Fassadensysteme und den Innenausbau über Sicherheitsverglasung, Gläser zur Wärmedämmung und zum Sonnenschutz bis hin zu verschiedensten Designer Produkten aus dem nichtkristallinen Feststoff. Der Standort Buochs ist auf die Herstellung von Beschichtungen spezialisiert. Dazu wird Glas mit einer speziellen nur wenige Millimeter dicken Schicht versehen. Anfang 2007 wurde hier in der Produktionslinie die Schichtdickenmessung von manueller Messung auf eine automatisierte Lösung umgestellt.
Spiegelnde Schichten zuverlässig vermessen
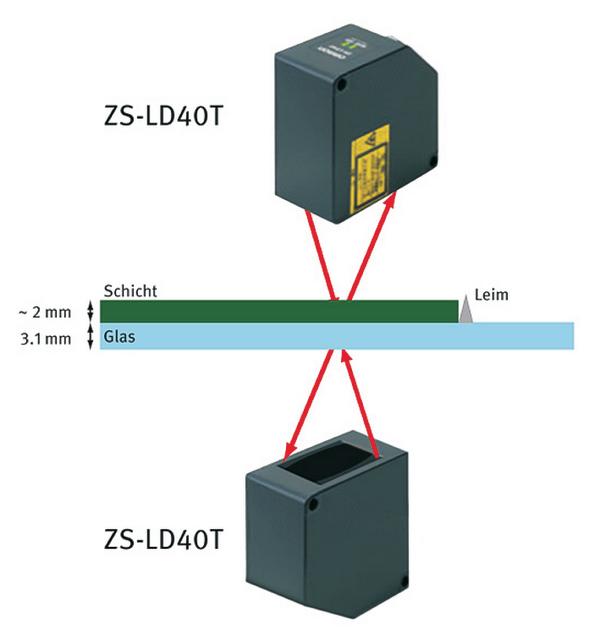
Zur Schichtdickenmessung führen Transportbänder die Glasplatten durch drei zueinander parallel angeordneten Messspuren (Bild 1). Jede Messspur nutzt zur Schichtdickenmessung zwei Lasersensoren. Einer „blickt“ jeweils von oben und einer von unten auf die durchlaufende Glasplatte (Bild 2). „Das Problem ist in diesem Fall, dass die Glasplatten durch den Transport schwingen“ sagt Heinrich Dillier, zuständig für Technik und Unterhalt bei Glas Trösch in Buochs. „Um die Dicke der Beschichtung an einer beliebigen Stelle messen zu können, braucht man daher zwei Sensoren: Einen, der die Position der Plattenoberseite als Referenzwert ermittelt und den zweiten zum Ermitteln der Position der Beschichtungsunterseite. Dazu wertet der Sensor die zweite Reflexion in der Glasschicht aus und ignoriert die erste“ (Bild 3).
Besonders gefordert sind die Lasersensoren in diesem Fall, weil die Dicke einer durchsichtigen Beschichtung auf einer ebenfalls durchsichtigen Glasplatte gemessen werden muss. In der Regel sind Laserlichtschranken mit den Signalen überfordert, die solche spiegelnde Oberflächen liefern. Auf der Suche nach einem Sensorhersteller fiel die Wahl auf die Sensorexperten der Omron Electronics AG. „Besonders beeindruckt hat mich in diesem Zusammenhang der gute Support gleich zu Beginn“ so Dillier weiter. „In unserem Fall war die richtige Auswahl des Lasersensors wesentlich für den Erfolg der Messlösung. Wir haben Omron verschiedene Musterbauteile zugesandt, deren Beschichtungsdicke wir im Zuge unserer QS ermitteln wollen. Das Engagement mit dem die Sensorexperten den für uns idealen Sensor ausgewählt haben, hat uns sehr positiv überrascht. Soweit ich weiß wurde z.B. auch über spezielle Anpassungen nachgedacht.“
Die richtige Lösung aus dem Baukasten
Die eingesetzte Sensorlösung musste gleich zweierlei leisten: Einerseits durfte die spiegelnde Oberfläche für sie kein Problem darstellen, andererseits galt es, die Messwerte von jeweils zwei Sensoren in kürzester Zeit auszuwerten und zur Schichtdickenbestimmung miteinander abzugleichen. Die Wahl fiel daher auf die skalierbare hochpräzise ZS-LDC-Serie. Sie ist auf Basis von 2D-CMOS-Technologie speziell für anspruchsvolle Messaufgaben konzipiert, wie z.B. die Detektion von Leiterplatten, Kunststoffen, schwarzem Gummi oder transparenten Objekten und ist mit einem Multi-Controller ausgestattet, der bis zu neun Sensor-Module koordinieren kann.
Bei der Vermessung der Beschichtungsdicken ermitteln jetzt zwei Laserabstandssensoren des Typs ZS-LD40T im Bruchteil einer Millisekunde die gewünschten Messwerte mit einer Auflösung von bis zu 0,01 mm. Dank CMOS-Technologie gepaart mit cleveren Auswertealgorithmen sind diese Messwerte auch bei schwierigen Oberflächen sehr stabil. An jeden Sensor angeschlossen ist ein scheckkartengroßer volldigitaler Controller vom Typ ZS-LDC41, der die aktuell gemessenen Daten anzeigt (Bild 4). Gleichzeitig lassen sich mit ihm die Abstandssensoren entsprechend der jeweiligen Applikation parametrieren. Dank USB- und RS232-Schnittstelle können die Sensordaten z.B. auch an einen externen PC übertragen werden. Im konkreten Fall werden die Daten jedoch aus dem ZS-DSU41 Datenspeicher ausgelesen. Dieser legt pro vermessener Glasscheibe einen Datensatz an, in dem die Prozessinformationen gespeichert werden. Diese Informationen lassen sich im STOP-Modus auslesen und stehen somit künftig im System für QS-Zwecke zur Verfügung.
Für die Koordination der Datenübertragung zwischen den Sensor-Controllern und die schnelle Berechnung bei komplexen Messaufgaben ist der Multi-Controller ZS-MDC41 zuständig. Er bietet standardmäßig Messwerkzeuge zur Höhenmessung, Stufen- und Zwischenraummessung, Dickenmessung, Messung der Ebenheit (Min. und Max.), Mittelwertmessung, Messung der Exzentrizität als Berg-Tal-Wert sowie Messung von Verzug und Planheit. Alle Controller und der Datenspeicher sind über einen speziellen Highspeed-Bus zur internen Kommunikation miteinander verknüpft.
Flexible und kontaktfreudige Familie
Prinzipiell lässt sich die ZS-LDC-Serie flexibel an verschiedenste Anforderungen anpassen. Zwischen der einfachsten Anwendung mit nur einem Sensor samt Sensor-Controller bis hin zur leistungsfähigsten Lösung mit diversen Sensorköpfen, Controllern, Multi-Controllern und Datenspeichern sind beliebige Abstufungen möglich. Ein zusätzliches Software-Paket erleichtert hier die Konfiguration (siehe Kastentext). Für noch anspruchsvollere Messaufgaben bietet die ZS-H-Serie höchste Präzision kombiniert mit Multitasking-Funktionalität. Mit ihr lassen sich Sensorköpfe bis 2000 mm Tastweite anschließen sowie höchste Präzision erreichen (0,25 µm bei einer Linearität von 0,05 %). Auch die gleichzeitige Messung und Ausgabe von bis zu vier Werten ist möglich.
Die Serien ZS-L und ZS-H sind vollständig miteinander kompatibel und können zusammen im selben System eingesetzt werden. Die Sensorköpfe sind für verschiedene Messbereiche, mit unterschiedlichen Auflösungen, Strahlformen und Strahlabmessungen lieferbar. Die Controller und das Datenspeichermodul gibt es jeweils in einer Variante mit NPN- und PNP-Ausgang. Damit löst die flexible Sensorikfamilie verschiedenste Messprobleme bei schwierigen Oberflächen und kann zudem verschiedenste Messwerte in kürzester Zeit miteinander vergleichen.
Omron Electronics, Steinhausen, Schweiz
QE 528
http://industrial.omron.eu/
Software-Paket erleichtert Konfiguration
Bei der Systemeinrichtung, Parameterkonfiguration und Datenprotokollierung komplexer Systeme erleichtert die SmartMonitor-Software ZS-SW11E die Arbeit. Sie erlaubt die gleichzeitige Datenprotokollierung und Anzeige auf neun Kanälen. Datenprotokollierungsintervalle von nur 2 ms ermöglichen präzise Überwachung bei kritischen Wechseln. Dank Exportfunktion in Excel-Dateien können die Messdaten flexibel weiterverarbeitet werden. Zudem bietet die Software umfangreiche Makros mit Filtern, Neigungsausgleich, Filter-Mediawechseln, Differenzierung, Integration, mathematische Funktionen und vieles mehr.
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:







{kind=link}