

Was macht einen Pleuel zu einem guten Pleuel? Präzision! Um diese zu erreichen, genügen die menschlichen Sinne als Instrumente der Qualitätssicherung heute nicht mehr. Intelligente Vision-Systeme fassen bei Schmiedetechnik Plettenberg die Kraftüberträger moderner Motoren exakt ins Auge.
Im Vergleich zu heute waren Otto- und Dieselmotoren noch vor 20 bis 30 Jahren grobe Klötze. Feinstaubdiskussion? Verminderter Kohlendioxidausstoß? Fehlanzeige! Waren früher 2,5 Liter Verbrennungsraum zum Gewinn von 180 Pferdestärken nötig, so genügen heute 1,4 Liter. Eine enorme Leistungssteigerung. Diese Entwicklung war nur möglich durch einen technischen Feinschliff an fast allen Motorkomponenten. Das betrifft auch ein für die Kraftübertragung des Verbrennungsprozesses so wichtiges Bindeglied wie die Pleuelstange. Bei ihrer Fertigung ist eine effiziente Qualitätskontrolle heute unabdingbar, wie das Beispiel einer Pleuelprüfanlage in der Schmiedetechnik Plettenberg zeigt. Konzeptioniert und konstruiert von der IMR Gesellschaft für Prozessleit- und Automatisierungstechnik, untersucht diese PKW-Pleuel mit moderner Vision-Technologie von Cognex auf Merkmale wie Dicken-, Längen- und Breitenmaße, Symmetrieabweichungen, Konzentrizität und Versatz.
Große Kräfte
Gleiche Leistung bei weniger Hubraum braucht mehr Kompression, was eine verbesserte Motorschmierung bei gleichzeitig verringertem Spiel in den Lagerschalen der Pleuelaugen nach sich zieht. Dies stellt die Herstellung der Pleuel vor neue Herausforderungen. Denn wo große Kräfte walten, wird das Arbeiten mit minimalen Toleranzen zur Kunst. Bei einer Materialtemperatur von rund 1280°C reagiert der C70-Stahl noch äußerst empfindlich auf die mechanischen Formvorgänge.Trotz verbesserter Produktionsverfahren kann es in der Pleuelschmiede vorkommen, dass Bauteile partiell zu dick oder zu dünn sind. Beim automatisierten Schmieden entsteht unter Umständen so genannter Schmiedeversatz, wenn Ober- und Untergesenk im Bereich von Zehntel oder Hundertstel Millimeter nicht absolut genau übereinstimmen. Auch während des anschließenden manuellen Kalibrierens kommt es ab und an aufgrund unterschiedlicher Bearbeitungszeiten zu Temperaturschwankungen im Pleuel selbst und damit zu minimalen Größen- und Gewichtsabweichungen.
Neue Sicht
Auch wenn es sich nur um einen kleinen Teil an Ausschuss handelt, war es für Schmiedetechnik Plettenberg wichtig, ihren Kunden garantiert hohe Qualität zu liefern. Dazu hat man sich aus Sicht des Traditionsunternehmens auf technisches Neuland begeben. Die Pleuelprüfanlage war für die Schmiedeexperten das erste Projekt bei dem man ein Vision-System zur automatisierten Qualitätsprüfung einsetzte. Auch für IMR, den Cognex Partner-System-Integrator, war es die erste Anlage zur Inspektion von Pleueln. Für das Unternehmen lag die eigentliche Herausforderung darin, auf der geschmiedeten, teils rauen Oberfläche eine ausreichende Wiederholgenauigkeit zu erzielen. Die Aufgabe hat das Unternehmen mit Bravour gemeistert. So liegt die Wiederholgenauigkeit der Höhenmessung bei ausgezeichneten drei Hundertstel Millimeter. Aufgrund ihrer langjährigen Erfahrung auf dem Gebiet der Konzeption und Konstruktion fertiger Handling- und Prüfeinheiten ist es den IMR-Entwicklern gelungen, die Anlage schon nach kurzer Zeit in Betrieb zu nehmen. Heute inspiziert sie im Jahresdurchschnitt 4,5 Millionen Pleuel.
Volle Kontrolle
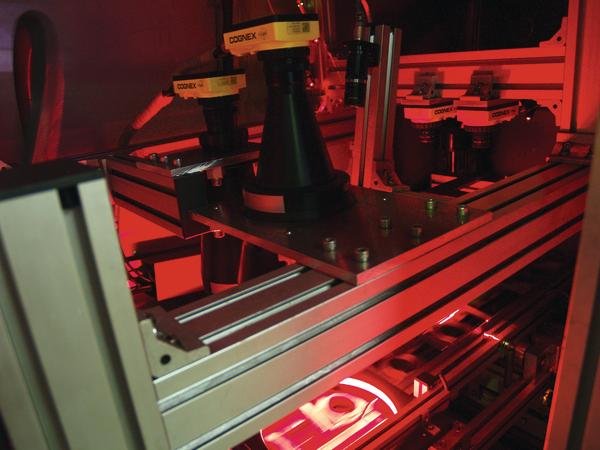
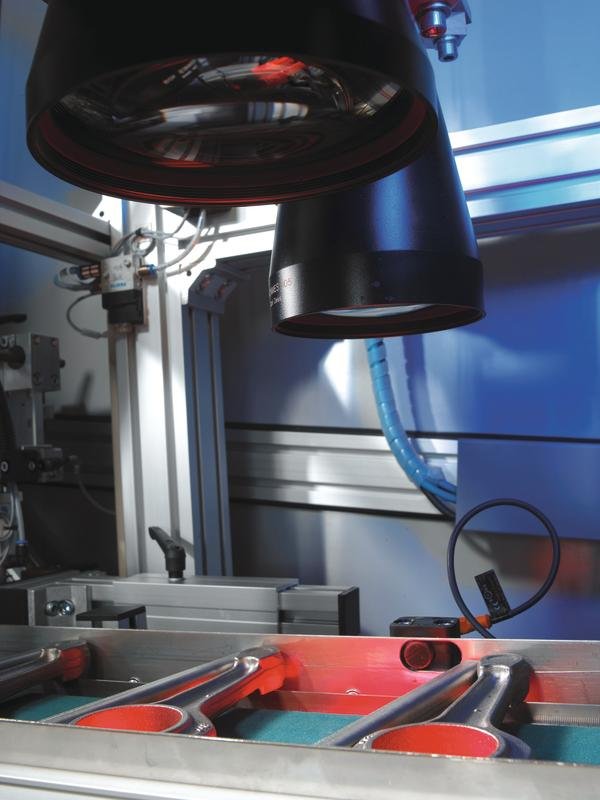
Schon vor der optischen Prüfanlage werden die Pleuel ersten Untersuchungen unterzogen. Nach dem Sandstrahlen und einer ersten visuellen Inspektion folgt die Magnetpulverprüfung, mittels derer man ultrafeine Haarrisse aufspürt. Bevor die Teile dann in die Pleuelprüfanlage gelangen, werden sie gewogen. Die Toleranzen liegen bei plus, minus sechs Gramm. Auf einem Transportband gelangen die Pleuel darauf hin in identischer Lage in die Prüfmaschine, werden durch eine Lichtschranke erfasst und anschließend Position und Lage dem Tracking übergeben. An der ersten Bildverarbeitungsstation messen je ein Cognex Vision-System In-Sight 5403 (2 Megapixel) und ein 5401, ausgestattet mit telezentrischen Objektiven, die Längen und Breiten der Pleuelstangen sowie die Konzentrizität des Kurbelwellenauges und der Gravur. Sie geben bei Abweichungen im Bereich von nur wenigen Zehntel Millimeter das Signal zum Aussortieren des Pleuels an den I-PC der Anlage. Länge und Breite werden je nach Produkt und Vorgabe anhand des Verhältnisses vom Mittelpunkt des Kurbelwellenauges zu einer festgelegten Referenzaußenkante ermittelt.
In der anschließenden Bildverarbeitungsstation erkennt eine Cognex In-Sight 5400 anhand geschmiedeter dreidimensionaler Schriften mit ihrer guten OCR-Lesefähigkeit zusätzliche Merkmalsnummern auf der Oberseite der Bauteile. Die Aufnahme der unterschiedlichen Merkmale erfolgt durch eine Kombination verschiedener Beleuchtungskonzepte mit den beiden In-Sight Kameras. Zur Aufnahme der Bauteilkonturen dient eine LED-Hintergrundbeleuchtung. Das Erfassen von Gravur und Merkmalsnummern wird mit Hilfe von rotem LED-Auflicht durchgeführt.
Hohe Leistung im System
In der Pleuelprüfanlage bedient man sich gleich zweier paralleler Lösungswege, um bei den Präzisionsteilen einen höchst möglichen Grad an Prüfgenauigkeit zu erzielen. Nach der Einzelauswertung der Aufnahmen, werden zusätzlich die Informationen beider Bilder im Rechner miteinander abgeglichen. Auf diese Weise sorgt das intelligente Vision-System für die sichere Fehlererkennung im ersten Prüfschritt.
In der dritten Prüfstation erfolgen Dicken- und Höhenabfragen über das Lasertriangulationsverfahren. Zwei weitere Cognex In-Sight Matrixkameras vom Typ 5401 und 5400 mit VGA-Auflösung erkennen die Höhenprofile mit Hilfe von Laserlinien.
Gemessen wird jeweils an mehreren Messpunkten die Höhe des Kurbelwellenauges, der Schaft und die Höhe des Kolbenauges. Hinzu kommt die Kontrolle der Symmetrie sowie die Durchbiegung des Pleuelschafts.
Die raue Umgebung meistern die Cognex Bildverarbeitungssysteme durch ihre standardmäßigen industrietauglichen Merkmale aus. Ihr robustes spritzgegossenes Aluminium- und Edelstahlgehäuse macht sie auch hohen Vibrationsbelastungen gegenüber unempfindlich. Dichte M12-Anschlüsse schützen sie vor Staub. Dies bedeutet für die Qualitätskontrolle der Schmiedetechnik Plettenberg eine extrem hohe Verlässlichkeit bei gleichzeitig geringen Wartungskosten. So kann sich das Ergebnis der Zusammenarbeit von Schmiede-Experten und Vision-Spezialisten sehen lassen: exzellente Pleuel für leistungsstarke Motoren, die so schnell nichts aus der Laufruhe bringt.
Cognex Germany, Karlsruhe www.cognex.de
Teilen:







{kind=link}