


Die Oberflächenfeingestalt, kurz Textur, von Zylinderlaufflächen beeinflusst entscheidend das tribologische System der Kolbengruppe und damit die Funktion von Verbrennungsmotoren. Durch die gezielte Beeinflussung der Textur sollen vielfältige, teilweise konkurrierende Anforderungen wie geringer Reibverschleiß, geringe Reibverluste, minimaler Ölverbrauch, lange Lebensdauer und gute Notlaufeigenschaften erfüllt werden. Die objektive und quantitative Einschätzung der Fertigungsqualität der Zylinderlaufflächen stellt jedoch hohe Anforderungen an Messtechnik und Auswerteverfahren. Am ITW e.V. Chemnitz wurden innerhalb eines FuE-Projektes ein kompakter, berührungslos optisch messender Texturmesskopf und ein Bewertungssystem für gehonte Zylinderlaufflächen entwickelt.
Kristina Brottka, Projektingenieurin ITW e.V. Chemnitz
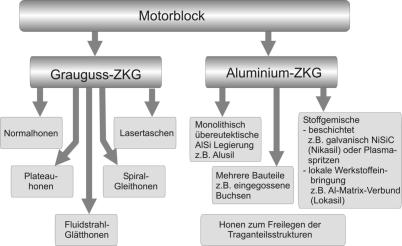
Automobile mit Verbrennungsmotoren müssen die EU-Abgasnormen zur Senkung der Emissionswerte einhalten. steht der Ölverbrauch im Mittelpunkt des Interesses. Der kann nur verringert werden, wenn möglichst wenig Öl in den Verbrennungsraum gelangt, das Öl also auf der Lauffläche gehalten wird. Gleichzeitig muss eine Mindestdicke des Ölfilms zur Vermeidung von Verschleiß garantiert werden. Stand der Technik für die Textur von Zylinderlaufflächen ist ein Traganteil geringer Rauheit und genügend materialfreies Volumen als Ölreservoirs. Zylinderkurbelgehäuse werden aus Grauguss oder aus einem Aluminiumwerkstoff hergestellt. Bei beiden Werkstoffen kommt das Honen als abschließende Bearbeitung der Textur zum Einsatz. Der Honprozess besteht aus einer Überlagerung von Dreh- und Hubbewegung der im Honwerkzeug aufgenommenen Honleisten. Dadurch werden zwei sich mit dem Honwinkel überschneidende Riefenscharen erzeugt. Die Riefen dienen dabei als Ölreservoirs. Die verschiedenen Honverfahren sind in Abbildung 1 dargestellt. Das Honen erfolgt in mehreren Stufen. Mit den ersten Honstufen wird die Maß- und Formgenauigkeit erreicht, die letzten Honstufen dienen der Feinstrukturierung der Oberfläche und es findet keine weitere Änderung der Bohrungsgeometrie mehr statt. Zusätzliche Ölreservoirs können durch das Strukturieren von Mikrokammern mittels Lasertechnik erzeugt werden /1/.
Die Textur der Zylinderlaufflächen wird somit von Strukturelementen mit stochastischem (Kristalle, Riefen) und deterministischem (Mikrokammern, Taschen) Charakter gebildet. Sie wird von der Rauheit überlagert, deren Ausprägung als Zufallsprozess verstanden werden kann. In der Fertigungspraxis erfolgt bisher eine Sichtprüfung zur qualitativen Einschätzung der Textur durch einen Faxfilmabdruck. Bei modernen Fertigungsverfahren ist das nicht mehr ausreichend, zur objektiven Charakterisierung der Fertigungsqualität wird eine prozessnahe quantitative Messung benötigt.
Am ITW e.V. Chemnitz wurde ein Texturmesskopf entwickelt, mit dem die Oberflächenfeingestalt von Zylinderlaufflächen berührungslos optisch vermessen wird. Für die Dimensionierung wurden die Hub- und Bohrungsmaße von Motoren mit einem Arbeitsvolumen von 1000–2000 cm³ zu Grunde gelegt. Der Texturmesskopf besteht aus dem Sensor, sowie den Scann- und Zustellachsen. Er wird auf das Zylinderkurbelgehäuse mit der Grundplatte aufgesetzt, gegen Verrutschen wird er mit Dornen an den vorhandenen Bohrungen gesichert (Abbildung 2).
Leicht und kompakt
Ein Nachteil bekannter Messgeräte ist der massive Aufbau oberhalb der Zentrierplatte, der den Einsatz erschwert. Bei der Entwicklung des Texturmesskopfes wurde eine leichte und kompakte Bauweise verfolgt. Durch die Verwendung einer neuartigen, platzsparenden Piezo-Linearachse konnte die scannende Achse komplett in das Innere des Zylinders verlegt werden. Als Sensor wurde aufgrund seiner Vorteile, z.B. hohe Auflösung, direkte Höhenmessung und gutes Verhalten an Diskontinuitäten, gegenüber anderen getesteten Messverfahren der Aberrationssensor ausgewählt.
Er ist ein koaxiales optisches Messgerät, das unter Ausnutzung der chromatischen Aberration einer Linse den Abstand zwischen Sensor und einer Oberfläche an einem Punkt bestimmt (Abbildung 3). Damit sind echte 3D-Messungen möglich. Dabei ist die Auflösung in z-Richtung durch den Sensor selbst und die Auflösung in x- und y-Richtung durch die Positioniergenauigkeit und das Geschwindigkeitsprofil der Achsen gegeben. Die derzeitige maximale Scannrate des Sensors liegt bei 1000 Hz. Die Steuerung von Achsen und Sensor erfolgt über einen PC. Für die Qualität und Aussagekraft der Messung ist die Einhaltung der Punktabstände entscheidend. Bei der flächenhaften Messung müssen dafür zwei Kriterien erfüllt sein: konstante Geschwindigkeit der scannenden Achse und hohe Positioniergenauigkeit der Schrittachse. Beide Forderungen wurden durch Feinabstimmung der Regelkreisparameter der Achsencontroller erreicht.
Modularer Aufbau
Für die Oberflächenmessdaten wurde ein Bewertungssystem zur Auswertung und Beurteilung entwickelt. Da noch keine gültigen Normen zur 3D-Oberflächenmesstechnik existieren, wurde Wert auf einen modularen Aufbau gelegt. So können Bearbeitungs- und Auswerteschritte an die jeweilige Messaufgabe angepasst werden. Die Software zur Auswertung beinhaltet Module zum Editieren der Daten, zur Extraktion der Rauheit, zur Beurteilung der Honriefenausprägung, zur Beurteilung von Laserstrukturen, zur Kristalldetektion und zur Berechnung der Kenngrößen. Dabei wurden normierte und aktuelle, zum Teil in der wissenschaftlichen Diskussion stehende Verfahren zur Beurteilung der Qualität von 3D-Oberflächen berücksichtigt /2/3/4/. Die Detektion von Siliziumkristallen wird mit Bildverarbeitungsalgorithmen durchgeführt /5/. Module zur Darstellung und Dokumentation der Daten und Ergebnisse ergänzen die Software.
An verschiedene Aufgaben anpassbar
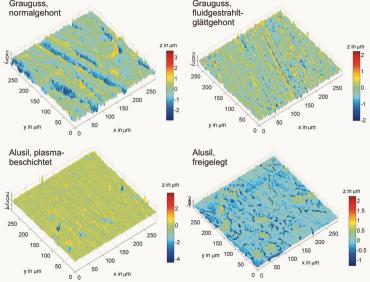
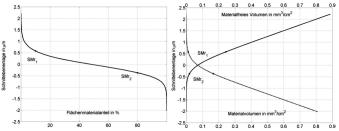
Während der Entwicklungsarbeiten wurden Messungen an mit verschiedenen Honverfahren gefertigten Proben durchgeführt. Die Oberflächen zeigten deutliche Unterschiede in ihrer Textur (Abbildung 4). Zwei Gruppen von Kenngrößen werden zur Beurteilung der Feinstruktur herangezogen: 3D Kenngrößen von Oberflächen und Kenngrößen aus der 3D Abbottkurve. Die Kenngrößen aus der ersten Gruppe können in Amplitudenparameter, Volumenparameter, Raumparameter und Planheitsparameter unterteilt werden. Die Abbottkurve stellt den Flächenanteil einer Höhenklasse im Profil bzw. der Oberfläche dar. Daraus abgeleitet wurde die Materialvolumenkurve (bzw. Kurve des materialfreien Volumens), die den Anteil des Volumens an Material bezogen auf die Schnittebene darstellt. Unterschiede ergeben sich für verschiedene Fertigungsverfahren im Verlauf der Abbottkurve, z.B. im Anstieg des Kernbereiches und in der Ausprägung von Spitzen- und Riefenbereich. Die Kurven sind für eine Messung an der fluidgestrahlt-glättgehonten Grauguss-Probe in Abbildung 5 dargestellt.
Die Auswertung der verschiedenen Kenngrößen ergab drei wesentliche Schlussfolgerungen:
- Einige Kenngrößen sind statistisch nicht eindeutig bestimmbar (zu große Streuung der Werte).
- Die Kenngrößen korrelieren untereinander, d.h. es müssen nie alle möglichen Werte betrachtet werden (Korrelationsanalyse Signifikanzschwelle p-Wert: 0,01).
- Die einzelnen Kenngrößen von Proben verschiedene Fertigungsverfahren unterscheiden sich nicht, obwohl die Texturen deutlich andere Charakteristiken haben.
Aus den oben genannten Punkten ergibt sich die Notwendigkeit, für jedes Fertigungsverfahren einen Satz von Kenngrößen und deren Zielgrößen nach statistischen Gesichtspunkten festzulegen. Das 3D-Oberflächen-Bewertungssystem mit den Modulen Messdaten-Verarbeitung, Filterung, Auswertung, Ergebnisdarstellung ist sowohl zur Qualitätsbeurteilung von Zylinderlaufflächen als auch für andere Aufgaben der 3D-Oberflächenmesstechnik einsetzbar. Der am ITW e.V. Chemnitz entwickelte und prototypisch in einem Versuchsaufbau realisierte Texturmesskopf wird derzeit für Labormessungen an Zylinderlaufflächen und anderen 3D-Oberflächen eingesetzt. Ein weiteres Einsatzgebiet des Texturmesskopfes ist die flächenhafte Vermessung von Mikrostrukturen bzw. mikrostrukturierten Oberflächen im Werkzeug- und Formenbau. Der Texturmesskopf in Verbindung mit den umfangreichen Möglichkeiten des Auswertungssystems lässt sich effizient an verschiedene Labormessaufgaben anpassen, und kann als kostengünstiges Messinstrument mit dem Vorteil, auch größere Flächen erfassen zu können, gegen andere Messverfahren bestehen. Der ITW e.V. Chemnitz bietet interessierten klein- und mittelständischen Unternehmen die Möglichkeit, neue Anwendungen der 3D-Oberflächenmesstechnik in Forschungskooperation zu erschließen. Die hier vorgestellte Entwicklung wurde in einem FuE-Projekt mit Mitteln des Bundesministeriums für Wirtschaft und Arbeit (BMWA) im Rahmen des Programms „Förderung von Forschung, Entwicklung und Innovation in kleinen und mittleren Unternehmen und externen Industrieforschungseinrichtungen in den neuen Bundesländern“ gefördert. Weiterer Dank gilt dem Institut für Mess- und Regelungstechnik der Universität Hannover, der Maschinenfabrik Gehring GmbH & Co., der Nagel Maschinen- und Werkzeugfabrik GmbH, der Mikrospace Mess- und Sensortechnik GmbH und der Porsche AG für die fachliche Unterstützung.
Literatur:
/1/ Abeln, T.: Laserstrukturierung – Verbesserung der tribologischen Eigenschaften von Oberflächen. Konferenzbericht: VDI Berichte, Optische Technologien für die Mikrofertigung. München 11.-12.Nov.2003 Band 1810 (2003) 227–238, 2003
/2/ DIN EN ISO 4287 (Okt. 1998): Geometrische Produktspezifikationen (GPS), Oberflächenbeschaffenheit: Benennungen, Definitionen und Kenngrößen der Oberflächenbeschaffenheit.
/3/ DIN EN ISO 13565 (April 1998): Geometrische Produktspezifikationen (GPS), Oberflächenbeschaffenheit: Tastschnittverfahren, Oberflächen mit plateauartigen funktionsrelevanten Eigenschaften.
/4/ Lemke, H.-W., Seewig, J., Bodschwinna, H., Brinkmann, S.: Kenngrößen der Abbott-Kurve, MTZ, 5 (2003) 64, 438–444, 2003
/5/ Lemke, H.-W., Seewig, J., Bodschwinna, H., Brinkmann, S.: Silizium-Partikel in Aluminium., Messen und Prüfen – Form und Oberfläche, 12 (2002) 47, 1273–1277, 2002
QE 507
Teilen:







{kind=link}