




Die Anforderungen der Kunden und somit der Hersteller unterschiedlichster Produkte werden immer höher. In besonderem Masse gilt dies für die KFZ- Produzenten und deren Zulieferer, die sich mehr und mehr zu Systempartnern entwickeln. Diese müssen ab der Entwicklung und bis hin zur Auslieferung von Qualitätsprodukten alle Prozesse buchstäblich im Griff haben. Die geforderte Null- Fehler-Produktion ist aber nur mit einem durchgängigen Qualitätssicherungssystem zu realisieren, wobei der Endkontrolle die entsprechende Bedeutung zukommt.
Edgar Gundler, Freier Fachjournalist,Allensbach
Das mittelständische Familienunternehmen Mürdter in Mutlangen zählt heute zu einem der bedeutendsten Teile- und Baugruppenlieferanten für die Automobilindustrie. Spezielles Know how ist in der Entwicklung, Herstellung und Montage von mittleren bis großen Bauteilen und Baugruppen aus Kunststoffen vorhanden. Der Vorteil von Mürdter als ausgewiesenem Teile- und Baugruppenlieferant besteht in der eher seltenen Konstellation, den Werkzeugbau und die industrielle Verarbeitung aus einer Hand bieten zu können. Deshalb gibt es auch zwei Firmen, nämlich die Mürdter Werkzeug- und Formenbau GmbH mit rund 260 Mitarbeitern und die Mürdter Metall- und Kunststoffverarbeitung GmbH mit nochmals 310 Mitarbeitern. In der Produktion werden etwa zu 15% Metallteile und demnach zu 85% Kunststoffteile gefertigt, wobei die Metallteile dann oftmals die Kunststoffteile komplettieren. Bekanntlich stellen die Automobilproduzenten an ihre A-Lieferanten entsprechende Forderungen wie 0 Fehler/PPM, was sowohl konstruktions- und fertigungstechnisch als auch bezogen auf die Kontroll- und Prüfmaßnahmen einen entsprechenden Aufwand erfordert. Dieser kostet natürlich Geld, wird aber eben nicht in Form einer wie auch immer gearteten Wertschöpfung „refinanzierbar“. Damit zum einen die Qualitätssicherung gewährleistet ist, und zum anderen die QS-Kosten im überschau- und beherrschbaren Rahmen bleiben, setzen Jürgen Wabersich, Stabstellenleiter Technik, Metall und Kunststoff sowie Björn Billepp, Prozessplaner, und in dieser Eigenschaft verantwortlich für die Prozessgestaltung/Prozessausrüstung ab der Prototypen- und bis zur Serienfertigung, wann immer möglich, auf automatisierte Kontroll- und Prüfeinrichtungen. In vielen Fällen – und speziell bei großen Kunststoffteilen – ist aber die visuelle Kontrolle durch den Menschen kaum ersetzbar, was wiederum zu Fehlern und, über einen längeren Zeitraum gesehen, zu Problemen bei der Lieferanten-Einstufung für das Auftrags-Folgejahr führen kann.
Know-how ist gut –Kontrolle ist wichtig
Laut Jürgen Wabersich gibt es trotz Beherrschung der Verarbeitungsprozesse in Kunststoff immer wieder Probleme beim so genannten „Ausspritzen“ von Ecken, Kanten, hohen Stegen und bei der Montage und erst recht bei den heute immer komplexeren Baugruppen. Bei den in der Automobilteile-Herstellung vergleichsweise hohen Stückzahlen kann es deshalb zu Fehlerhäufungen kommen, die nicht sofort erkannt werden, selbst wenn man mit einem hohen Personalaufwand eine hundertprozentige Kontrolle durchführt. Als sich bei der Herstellung einer in großen Stückzahlen zu produzierenden Handschuhfachklappe solche Probleme abzeichneten, standen Wabersich und Billepp vor der Aufgabe, die Auslieferung von zu 100% geprüften und für GUT befundenen Handschuhfachklappen dauerhaft sicher zu stellen. Nach Auskunft von Björn Billepp galt es auch, die zum Jahresanfang mit dem Kunden vereinbarten PPM-Ziele zu erreichen, was in diesem Fall eben zu „verschärften“ QS-Maßnahmen führte.
Im Zuge der konsequenten Umsetzung eines Rationalisierungskonzepts entschieden sich die beiden dann für die Automatisierung des Prüfvorgangs der Glove-Box (Handschuhfach), der folgende Forderungen beinhaltet: Das Teil muss rundum voll ausgespritzt sein – inklusive zwei Halterungen und Rasthaken, es muss ein so genanntes Innerlit (Einlegeteil) vorhanden, exakt eingepasst und eingeschweißt sein, es müssen zwei Gummipuffer (links/rechts) montiert sein, und es müssen zwei Scharnierstifte sowohl vorhanden als auch präzise montiert sein. Darüber hinaus werden noch Forderungen hinsichtlich Kratzfreiheit und Oberflächenqualität gestellt, was aber die Bedienperson der automatischen Prüfstation beim Teilehandling visuell zu erledigen hat. Jetzt galt es „nur“ noch einen kompetenten Partner für die Realisierung und den Service des angedachten Prüfautomaten zu finden und so kam man in Kontakt mit der Firma Vision Tools Bildanalyse Systeme GmbH aus Waghäusel.
Wie automatisiert maneinen Prüfprozess?
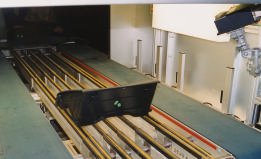
Vision Tools zählt zu den Pionieren und Marktführern auf dem Gebiet der Bildanalyse und hat in viele Industriebereiche für unterschiedlichste Prüf- und Kontrollaufgaben Komponenten und komplette Systeme in Hard- und Software geliefert. Basierend auf einem Standard-Baukasten an Kameras, Steuerungen und Software, können aus diesen Bausteinen jeweils kunden- und produktspezifische Bildanalysesysteme zusammengestellt werden. Lediglich für die einzelnen Produkte ist dann noch eine entsprechende Prüfprozess-Software zu entwickeln, die es dem Kunden in der Folge dann ermöglicht, weitere Prüflinge selbst „einzulernen“ bzw. zu programmieren. Das Konzept von Vision Tools hat den Vorteil, dass auf ein und derselben Prüfstation bis zu einer bestimmten Teile-/Baugruppengröße die unterschiedlichsten Teile/ Baugruppen geprüft werden können. Die universelle Auslegung macht diese Prüfstation zu einem zukunftssicheren Investment, zumal auch in Bezug auf die Teilezufuhr und die Abnahme nach erfolgter Prüfung alle (Automatisierungs-) Möglichkeiten offen sind. Das Projekt Glove-Box nimmt bei Mürdter somit eine Pilot-Funktion ein, wobei sich der Prüfablauf wie folgt darstellt: Die in der Montage komplettierten Handschuhfachklappen werden von einem Werker auf Oberflächenfehler geprüft und auf das Band abgelegt. Das Förderband hat eine Länge von 1 Meter und dient auch als kleiner Puffer. Von dort gelangen die Teile auf ein in die Prüfstation integriertes, steuer- und positionierbares Förderband, das die Teile dann entsprechend dem jeweiligen Prüfprogramm in fünf zu bestimmenden Prüfpositionen exakt zum Stopp bringt. Es sind vier Kameras auf Schwenk-/Neigehalterungen installiert, so dass eine Rundum-Betrachtung der unterschiedlichsten Prüflinge möglich ist. Da es sich bei den Handschuhfachklappen um recht komplizierte Baugruppen handelt, ist für die Erzielung von reproduzierbaren und vor allem aussagekräftigen Prüfergebnissen die richtige Ausleuchtung sehr wichtig.
Komplett-Check aus allen Blickwinkeln
Deshalb werden die Teile auch relativ genau an einen einfachen, leicht zu bedienenden Anschlag auf das Band gelegt. Von dort fährt das Teil dann in die Prüfposition 1, wird hier von der Kamera gecheckt, verfährt in die Prüfposition 2, wird bei Bedarf von derselben Kamera nochmals gecheckt und fährt dann in die nächste Prüfstation. In jeder Halteposition kann die jeweilige Kamera somit 2 Blicke auf den Prüfling „werfen“, wodurch alle Prüfpunkte allseitig abzutasten sind. Eventuelle, in der einen Prüfposition durch Schatten oder Kontrast-Unterschiede verursachte, Fehler werden so zuverlässig vermieden und es gibt keine Fehlinterpretationen. Wird ein Fehler erkannt, erfolgt ein Signal an die Steuerung des Fördersystems. Das fehlerhafte Teil wird zur Entnahme wieder an die Ausgangsposition zurückgefahren, dort entnommen und der Reparatur oder dem Ausschuss zugeleitet. Nach der Reparatur durchläuft der Prüfling nochmals die Prüfstation. GUT-Teile gelangen nach dem Ausfahren aus der Prüfstation auf ein weiteres Förderband und über dieses zur Packstation. Die Prüf-Taktzeiten pro Baugruppe liegen weit unter den Produktions-/ Endmontage-Zeiten, sodass sich hier keine Beeinträchtigung in Bezug auf die Lieferfähigkeit ergibt und auch der geringe Pufferplatz auf dem Zuführband völlig ausreicht. Jürgen Wabersich und Björn Billepp sind mit dem Bildanalyse-Prüfsystem von Vision Tools sehr zufrieden und auch die Mitarbeiter haben die Prüfstation voll akzeptiert. Dazu Björn Billepp: „Im Augenblick setzen wir die Prüfstation auftragsflexibel im Einschichtbetrieb ein, jedoch ist der dreischichtige Betrieb geplant. Selbst wenn die Teile perfekt aus der Spritzgießmaschine bzw. aus der Endmontage kommen, wirkt das völlig autark arbeitenden 100%-Prüfsystem als eine Art Controller und Motivator im Rahmen der von uns und den Mitarbeitern angestrebten und bereichsweise sogar schon praktizierten Werker-Selbstprüfung. Wir können neue Prüflinge selbst programmieren, die jeweiligen Fehler werden als Reparatur-Anweisung auf dem Bildschirm angezeigt. Die Fertigung erhält sehr schnell Informationen über sich häufende Fehler und kann sofort auf diese reagieren.“ So gesehen erhält der Prüfprozess dann eben doch einen wertschöpfenden Charakter, was sich auch auf die Bereitschaft zum Investment in die weitere automatisierte Prüftechnik positiv auswirken dürfte… .
Teilen:







{kind=link}