

Bei sehr kleinen Losgrößen bis hin zu Losgröße 1, wie es im Additive Manufacturing häufig der Fall ist, muss die Qualität der gefertigten Produkte stimmen, damit ein sicherer Einsatz in gewährleistet werden kann. Einflussfaktoren auf die Produktqualität können mit Hilfe von Mess- und Prüftechnik besser identifiziert werden.
Im Bereich des Kunststoff-Lasersinterns wurden am Fraunhofer IPA die verschiedenen Einflüsse auf die Bauteilqualität analysiert und anhand von umfangreichen Testreihen mit unterschiedlichen Schwerpunkten anschließend die gefertigten Testteile mit geeigneten Mess- und Prüfverfahren ausgewertet. Die Geometrie des gesinterten Kunststoffteils ist von zahlreichen Einflussfaktoren abhängig, wie zum Beispiel der Pulver- beziehungsweise Rohmaterial-Konditionierung, der Temperaturführung, dem Laseroffset, der Abkühlgeschwindigkeit und dem Slicen. Weiterhin können Dichteunterschiede im Bauteil beispielsweise durch eine ungeeignete Pulvermischung, eine zu geringe Laserleistung oder zu hohe Lasergeschwindigkeit entstehen.
Dies führt zu einer geringeren mechanischen Belastbarkeit und kann somit die Stabilität des Bauteils beeinträchtigen. Auf die Funktion des additiv gefertigten Bauteils wirkt sich direkt der Verschluss von engen oder tiefen Kanälen aus, der auf ein Anschmelzen der Randzone in Abhängigkeit von der Geometrie zurückgehen kann. Darüber hinaus stellt Verzug, der unter anderem durch den Abkühlprozess, die Temperaturführung in der Maschine sowie eine ungünstige Platzierung der Teile im Bauraum der Maschine verursacht werden kann, ein nicht zu vernachlässigendes Qualitätsproblem dar. Außerdem ist die Qualität der Bauteiloberfläche zu betrachten, insbesondere wenn weitere Bearbeitungs- und Montageschritte im Produktionsprozess folgen. Oberflächendefekte können durch gealtertes Pulver, eine ungeeignete Mischung, elektrostatische Aufladung des Pulvers oder auch Verschmutzung durch Fremdstoffe entstehen.
Für den zuverlässigen Einsatz additiv gefertigter Bauteile in nachgelagerten Produktionsschritten und schließlich im Endprodukt ist eine Qualitätskontrolle daher zwingend erforderlich. Sie gewährleistet nicht nur die Maßhaltigkeit sondern auch die Stabilität und Funktionalität des Bauteils. Eine Automatisierung der Qualitätssicherung ist hier von Vorteil, um schon frühzeitig während des additiven Fertigungsprozesses auftretende Fehler zu erkennen und darauf reagieren zu können.
Am Fraunhofer IPA ist zu diesem Zweck für das Selektive Lasersintern (SLS) das optische Inline-Inspektionssystem IQ4AP entwickelt und implementiert worden. Es umfasst eine modulare Hardware-Plattform, die die erforderliche Sensorik und Beleuchtung für die Datenerfassung beinhaltet, und eine modulare Software-Plattform mit der entsprechenden industriellen Bildverarbeitungssoftware.
Herausfordernd war vor allem die Entwicklung von Algorithmen zur automatischen Bildaufnahme sowie von spezifischen Bildverarbeitungsalgorithmen zur automatischen Identifikation von Defekten und Fehlern sowohl in der Pulverschicht als auch in den gesinterten Schichten. Trotz des geringen Kontrasts in den Grauwertbildern kann IQ4AP die Schichtmerkmale direkt im Prozess messen.
Maschinenunabhängiges System ist nachrüstbar
Die Ergebnisse der durchgeführten Inspektionen werden schichtweise protokolliert, sodass der Maschinentechniker per SMS oder Email über die aufgetretenen Fehler während des Produktionsprozesses informiert werden kann. Als maschinenunabhängiges System ist das Inline-Inspektionssystem in unterschiedliche additive Produktionsanlagen integrierbar und somit die Voraussetzungen für einen breiten Einsatz der additiven Fertigungsverfahren in der Industrie geschaffen.
Nach der Fertigstellung und Entnahme des Bauteils aus dem 3D-Drucker sind teilweise weitere Mess- und Prüfschritte durchzuführen, zum Beispiel eine Inspektion von innenliegenden Strukturen. Hier kommen 3D-Messsysteme wie die Computertomographie (CT) zum Einsatz, die in der Lage sind, eine zerstörungsfreie 3D-Inspektion des kompletten Bauteils automatisiert durchzuführen. Die industrielle CT hat sich mittlerweile als anerkanntes Messmittel in der dreidimensionalen Mess‐ und Prüftechnik etabliert.
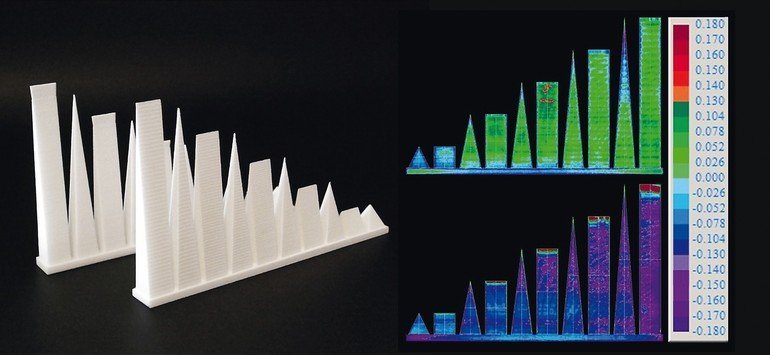
Durch die vielseitigen Möglichkeiten von der Materialanalyse bis hin zur vollständigen Geometrieerfassung mit allen inneren und äußeren Strukturen bietet die moderne CT Lösungen zur Identifikation innerer Materialfehler und Defekte – zum Beispiel Poren oder Risse, zugesetzte Kanäle, nicht ausgehärtete Pulverreste im Bauteil –, die insbesondere für die Stabilität und Funktion des additiv gefertigten Bauteils von Bedeutung sind. In weiteren Untersuchungen wurden unter anderem der Bauteilverzug, Wandstärkenanalysen und Maßhaltigkeitsuntersuchungen etwa in Bezug auf Innenzylinderdurchmesser mit Hilfe von CT-Messungen ermittelt.
Daraus wurden Rückschlüsse auf die Bauteilpositionierung im Bauraum, die Bauteilgeometrie sowie die Parametereinstellungen für den 3D-Druckprozess beim Lasersintern gezogen. Weiterhin wurden Belastungs- und Dauertests an additiv gefertigten Greifern durchgeführt, um langfristige Aussagen zur Einsetzbarkeit und zu Produktveränderungen während der Lebensdauer treffen zu können. Mittels CT-Untersuchungen vor und nach dem Dauereinsatz konnte gezeigt werden, dass sowohl die Greifergeometrie als auch die innere Struktur keinen Schaden oder Verschleiß aufweist und weiterhin stabil ist. Zur Untersuchung der Oberflächengüte der gesinterten Bauteile sind Aufnahmen mit einem hochauflösenden Oberflächenmessgerät durchgeführt wurden, das auf Basis von Fokusvariation die Topographie der Bauteils erfasst. Aus diesen Messdaten lassen sich Aussagen über die Rauheit der Oberfläche treffen, aber auch Oberflächenveränderungen dokumentieren.
Um additiv gefertigte Bauteile als Produkte mit definierter und reproduzierbarer Qualität einsetzen zu können, bietet das optische Inline-Prüfsystem IQ4AP die Möglichkeit, eine automatisierte Qualitätskontrolle bereits während des Fertigungsprozesses durchzuführen und dadurch frühzeitig Abweichungen zu erkennen und entsprechende Maßnahmen abzuleiten.
Die Röntgen-Computertomographie ermöglicht darüber hinaus, das fertige Bauteil zerstörungsfrei und komplett in einem 3D-Datensatz zu messen sowie eine Materialanalyse durchzuführen. Dazu stehen intelligente Auswerteverfahren zur Fehlererkennung und -quantifizierung, zur Bestimmung von Materialeigenschaften und messtechnischen Auswertungen in Form von Soll-Ist-Vergleichen, der Ermittlung von Formabweichungen und von Maßen zur Verfügung. ■
Die Referentin
Ira Effenberger
Gruppenleiterin
Abteilung Bild- und
Signalverarbeitung
Fraunhofer IPA

Mehr zum Thema Qualitätssicherung in der additiven Fertigung

Hier finden Sie mehr über:







{kind=link}