




Qualität genießt beim Autohersteller Audi höchste Priorität. Eine wichtige Rolle spielt bei den Ingolstädtern dabei auch moderne Messtechnik. So setzt der Karosseriebau des Audi TT ein mobiles Mess- und Scansystem von FARO in der Instandhaltung und Produktanalyse ein.
Theo Drechsel, Unterschleißheim
„Nachdem bereits diverse Abteilungen in Ingolstadt, Neckarsulm und Györ über Messsysteme von FARO verfügen, haben auch wir im Karosseriebau Audi TT im letzten Jahr nach einem Benchmark ein Mess- und Scansystem dieses Anbieters angeschafft. Unser Ziel ist, schnell, zuverlässig und kostenbewusst zu messen sowie vor allem auch unsere Flexibilität in der Messtechnik noch weiter zu steigern. Dank des FaroArms sind wir nun unabhängig von den Kapazitäten der Messräume und können Messungen sofort durchführen, wodurch uns noch schnellere Ergebnisse vorliegen. Zum Einsatz kommt unser System in der Produktanalyse und in der Instandhaltung“, erläutert Wolfgang Bühler, Leiter des Karosseriebaus Audi TT im Werk Ingolstadt.
Rund 400 Mitarbeiter fertigen im Karosseriebau im 2-Schicht-Betrieb täglich 198 Audi TT Karossen – vom TT Coupé wie auch vom TT Roadster. Die bereits in Ingolstadt lackierten Rohkarossen werden dann im nächsten Schritt mit dem Zug ins ungarische Audi Werk Györ transportiert, wo schließlich die Montage des Sportwagens erfolgt. Diese Verbundfertigung zwischen den Werken Ingolstadt und Györ hatte sich bereits beim 1998 gestarteten Vorgängermodell des Audi TT bewährt.
Unterschiedlichste Aufgabenstellungen
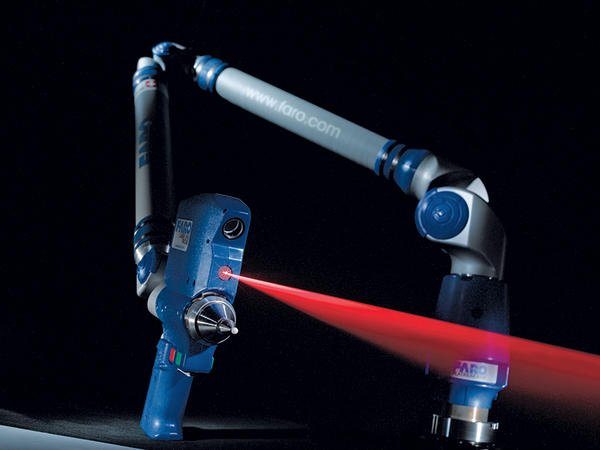
In der Instandhaltung und in der Produktanalyse hat das mobile Mess- und Scansystem – ein FaroArm der Platinum-Serie mit einem Messbereich von 3,7 m sowie dem FARO Laser ScanArm – völlig unterschiedliche Aufgabenstellungen zu bewältigen. In der Instandhaltung nutzen zwei Mitarbeiter das System täglich zur Vermessung von Greifern, die eingesetzt werden zum Teiletransport. Zu berücksichtigen ist dabei, dass zwei verschiedene Typen von Greifern – obwohl mechanisch gleich – zum Einsatz kommen: Zum einen gibt es den ‚Nur-Handlingsgreifer’, der Bauteile transportiert. Dann gibt es aber auch noch die sogenannten ‚Geo-Greifer’, bei denen Teile im Greifer gefügt werden. Diese müssen höchsten Genauigkeitskriterien genügen, weil sonst die Schweißgruppe, die im Geo-Greifer gefügt wird, maßlich beeinflusst würde.
Die Greifer haben jeweils einen CAD-O-Anlieferungszustand. Dagegen etabliert sich in der Produktion ein tatsächlicher IST-Stand, der in vielen Punkten abweicht vom Null-Konstruktionsstand, da die Teile Toleranzen haben, auf die eingegangen werden muss. Die Greifer in der Anlage sind auf diesen IST-Stand abgestimmt; der Ersatzgreifer, der Null-Konstruktionsstand hat, wird auf diesen Stand gebracht, damit er im Fall eines Crashs des Greifers sofort einsetzbar ist und problemlos weiterarbeitet. „Der IST-Stand des Greifers ‚lebt’, deshalb müssen wir immer wieder prüfen, wie er sich entwickelt, damit der Stand auf den Ersatzgreifer übertragen werden kann. Dazu erfolgen Messungen der Greifer-Ist-Situation mit dem FaroArm in den Anlagen. Die Gegenkontrolle der Ersatzgreifer erfolgt in unserer Werkstatt durch taktile Messungen mit dem Platinum-Arm. Auf der Software-Seite setzen wir in diesem Zuge CAM2 Measure X1 von FARO ein. Gerade bei dieser Anwendung kann das System die Vorteile seiner Mobilität voll ausspielen“, berichtet Roland Amler aus der Instandhaltung.
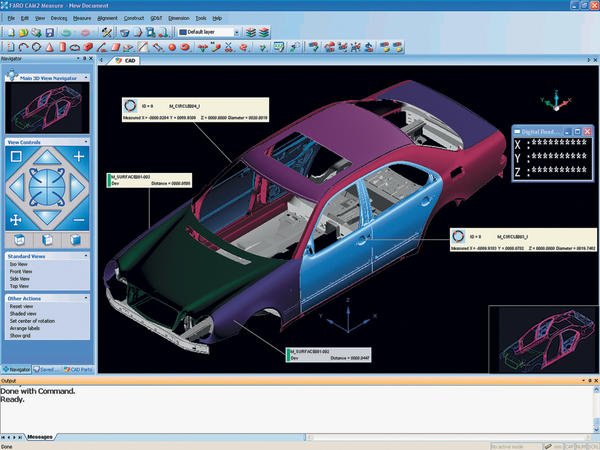
Die Aufgaben der Produktanalyse umfassen die Qualitätskontrolle der einzelnen Schweißgruppen bis hin zur Karosse bezogen auf Maßhaltigkeit, Festigkeit und Oberfläche. Es werden Einzelteile und Schweißgruppen wie auch Komplettkarossen bezüglich Funktionsmaße, Spaltmaße und Bündigkeiten gemessen. Bei den Einzelteilen liegen zwar gewöhnlich Messberichte des Lieferanten vor, trotzdem ist es für die Analysearbeit enorm wichtig, Einzelteile mit ihren jeweils realen Abmaßen zu haben. Danach werden mit diesen Einzelteilen Schweißgruppen über mehrere Prozessschritte gefertigt und gemessen, der sogenannten Durchgängigkeitsmessung, um exakt die Entstehung von Abmaßen analysieren zu können.
Scanner für labile Bauteile
Eine wichtige Rolle spielt bei der Produktanalyse der Laser ScanArm, der hier hauptsächlich eingesetzt wird. Während stabile Bauteile, wie ein in sich stehendes Gussteil eines Längsträgers, normalerweise taktil vermessen werden, kommt der Scanner bei labilen Bauteilen wie dem Kotflügel, die möglicherweise schon beim Aufspannen verspannt werden, zum Einsatz. Der FARO Laser ScanArm verfügt über diverse exklusive Features wie den verschiebbaren Griff, das ‚Drei-Punkte-Schnell-Stativ’ oder die vollkommene Ergonomie für den Einsatz in der Produktion. Ein integrierter LED Entfernungsmesser bestimmt die optimale Distanz zum Scannen. Die schnelle Kalibrierung des Messtasters reduziert die benötigte Zeit für das Set-up des Arms enorm. Zum Schutz beim Einsatz im Produktionsbereich sind die dünnen Profile für die kompakten Bereiche verschlossen. Der ScanArm arbeitet im selben Temperaturbereich wie der Messarm, ohne aber eine Rekalibrierung zu erfordern. Das Gewicht des Scanners beträgt lediglich 530 Gramm. „Laut einer Schätzung von FARO machen kontaktlose Inspektionen beziehungsweise Digitalisierungen übrigens annähernd 20 % des Marktes für ‚Computer Aided Manufacturing Measurement’ (CAM2) aus. FARO’s ScanArm stellt hierfür eine exponentielle, detaillierte Inspektion durch das Sammeln von über 19.000 Punkten pro Sekunde bereit“, ergänzt Roland Schlüßl, Vertriebsingenieur bei Faro Europe und Betreuer von Audi.
Das Mess- und Scansystem von FARO hat sich in der Produktanalyse wie auch in der Instandhaltung, die für die automatisierten Anlagen, nicht zuletzt mit Blick auf die Optimierung in Richtung Taktzeit und Verfügbarkeit verantwortlich ist, bewährt. Gerade bei Analysemessungen hat sich der FaroArm als ideales Messmittel herausgestellt. Denn bei einer stationären Messmaschine würde für diese Anwendungen ein enormer Programmieraufwand anfallen, weshalb diese für eine einmalige Analyse viel zu kompliziert und aufwändig wäre.
Die Mobilität des Systems erlaubt zudem, mit der Messtechnik zum Bauteil oder auch direkt in die Fertigungsanlagen zu gehen. „Außerdem müssen Bauteile nicht hochkompliziert auf Messmaschinen aufgebaut und ausgerichtet werden, da sie mit dem FaroArm sehr viel einfacher aufzunehmen sind. Beeindruckt sind wir aber vor allem von der Mobilität des FaroArms, die es uns ermöglicht, Messungen direkt am Bauteil vornehmen zu können, “ fasst Peter Geier aus der Produktanalyse zusammen.
Faro Europe, Korntal-Münchingen
QE 512
Teilen:







{kind=link}