
In einer modernen Fertigung sind die Form- und Lagetoleranzen zu einem ganz wesentlichen Bestandteil der technischen Zeichnungen geworden. Die größten Probleme gibt es erfahrungsgemäß jedoch bei der Festlegung der Bezüge und Bezugssysteme für die Lagetoleranzen. Dabei bietet die getrennte Angabe von zwei Bezugssystemen, von denen das eine der Funktion, das andere aber von den Anforderungen der Fertigung bestimmt wird, eine vorteilhafte Alternative.
Der Konstrukteur steht in der Regel vor der Wahl entweder einer funktionsgerechten oder einer fertigungsgerechten Eintragung. Im Idealfall sollten beide Fälle identisch sein, was sich jedoch häufig nicht verwirklichen lässt. So wird in den meisten Fällen nur ein mehr oder weniger gelungener Kompromiss gewählt.
Eine selten praktizierte Alternative ist die getrennte Angabe von zwei Bezugssystemen, von denen das eine der Funktion, das andere aber von den Anforderungen der Fertigung bestimmt wird. Der Vorteil liegt auf der Hand: Innerhalb der Fertigung wird das Bezugssystem für die Ausrichtung benutzt, das eine unmittelbare Korrektur der Abweichungen an der Bearbeitungsmaschine gestattet. Am Ende wird jedoch die Funktion des Einzelteils bewertet.
Fallbeispiel
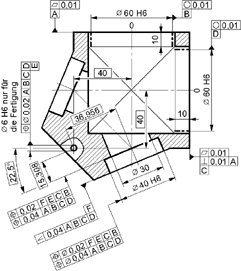
Das Bild zeigt ein Beispiel. Das dargestellte Gehäuse trägt an den beiden Einsenkungen links und unten zwei Umlenkspiegel für einen Laserstrahl. Der von oben eintretende Strahl wird erst am unteren und dann am linken Spiegel jeweils um 45° abgelenkt und tritt schließlich nach rechts aus. Das Gehäuse wird mit der oberen Fläche an einen Träger angeschraubt und dabei in der Bohrung x 60 H6 zentriert. An die rechte Seitenfläche wird die Fokussiereinheit montiert, die ebenfalls in der Bohrung x 60 H6 zentriert ist.
Die Lage der beiden Spiegel bestimmen entscheidend die Funktion der Baugruppe. Sie liegen in den Einsenkungen x 40 H6 an den Stirnflächen an, die x 30 sichern nur den Lichtdurchlass. Die Lage der Bohrungen und Stirnflächen legt der Konstrukteur zweckmäßig durch Positionstoleranzen fest, wobei er die Neigung der Achsen und Flächen und ihren Schnittpunkt durch theoretische Maße angibt. (Im Bild sind die Toleranzen nur an der unteren Bohrung eingetragen, für die linke Seite sind sie sinngemäß zu ergänzen.)
Die Montagebedingungen bestimmen das funktionsgerechte Bezugssystem. In diesem Fall dienen Außenflächen und Bohrungen jeweils oben und rechts zur Anlage und Ausrichtung.
Die Anlagefläche oben, mit der das Gehäuse am Gegenstück befestigt ist, liefert zunächst die räumliche Orientierung und wird als Bezug A bezeichnet. Damit sind zwei Freiheitsgrade für die Drehung im Raum festgelegt. Die Bohrung oben dient auf einer Länge von nur 10 mm zur Zentrierung und legt damit zwei weitere Freiheitsgrade für die Verschiebung fest (Bezug B). Die Lage der Seitenfläche rechts bestimmt für die Funktion die Richtung der Weiterleitung des Laserstrahls. Deshalb wird sie zur Festlegung des dritten Freiheitsgrades für die Drehung im Raum benutzt (Bezug C). Die Bohrung rechts dient schließlich auf einer Länge von nur 10 mm zur Festlegung der dritten Verschieberichtung, hier die vertikale Richtung in der Zeichenebene (Bezug D).
Vier-Ebenen-Bezugssystem
Abweichend von dem klassischen Modell eines Drei-Ebenen-Bezugssystems mit 3/2/1 Freiheitsgraden, wie es in DIN ISO 5459 beschrieben ist, liegt hier ein Bezugssystem mit insgesamt vier Bezügen A, B, C und D vor, die in der Reihenfolge 2/2/1/1 Freiheitsgrade gestaffelt sind. Der Ursprung (Nullpunkt) des Bezugssystems liegt nicht in dem Schnittpunkt der Außenflächen wie in der Norm, sondern im Schnittpunkt der Bohrungsachsen in der Mitte des Gehäuses. Die Richtung dieser Achsen wird allerdings von der Orientierung der Außenflächen bestimmt, nicht von den durchgehenden Bohrungen selbst. Diese dienen nur zur Festlegung der Verschiebekoordinaten als Nullpunkte. Der Nullpunkt des Bezugssystems ist deshalb nicht identisch mit dem Schnittpunkt der Bohrungsachsen. Deren Orientierung ist vielmehr ohne Belang.
Das Gehäuse kann nicht in einer Aufspannung gefertigt werden. Vielmehr werden zunächst alle Außenflächen bearbeitet und dann die beiden Bohrungen x 60 H6 eingebracht. In derselben Spannung wird die Hilfsbohrung x 6 H6 gebohrt, die für die Bearbeitung der Bohrungen links und unten als Ausrichtehilfe und Bezugspunkt dient. Diese Bohrung ist deshalb wesentlicher Bestandteil des Bezugssystems für die x 30 H6 und die Stirnflächen.
Beim Bearbeiten der schrägen Bohrung richtet der Werker das Gehäuse zunächst nach der schrägen Außenfläche aus (Bezug F). Diese Fläche kann jedoch nur zwei Freiheitsgrade für die Orientierung festlegen. Der fehlende Dritte wird nach der Außenfläche festgelegt, die mit der schrägen Fläche einen möglichst großen Winkel einschließt (annähernd 90°). In diesem Fall ist das die rechte Fläche Bezug C mit dem Winkel 67,5°. Die Lage der Stirnfläche wird durch den theoretischen Winkel 22,5° und das theoretische Maß 15,308 festgelegt.
Letzteres bezieht sich auf die Bohrung x 6 H6 (Bezug E), die gleichzeitig in einer zweiten Richtung mit dem theoretischen Maß 36,956 eine Position der Bohrung x 30 H6 bestimmt. Für diese Bohrung fehlt jetzt noch die Bestimmung der Mitte des Gehäuses in der Richtung senkrecht zur Zeichenebene. Diese liegt wie oben im Mittelpunkt der Bohrung x 60 H6 oben (Bezug B). Auch hier liegt wieder ein Bezugssystem aus vier Bezügen F, E, A und B vor, die in der Reihenfolge 2/2/1/1 Freiheitsgrade gestaffelt sind. (Für die schräge Fläche bzw. Bohrung links ist anstelle des Bezuges C die Bezugsfläche A einzutragen, da diese beiden miteinander den größten Winkel einschließen.)
Bei den Bezugselementen werden zweckmäßig Formtoleranzen angegeben, um den Einfluss der Formabweichungen auf die Ausrichtung des Gehäuses in der Fertigung und beim Messen gering zu halten. Die rechte Seitenfläche Bezug B kann in der Zeichenebene eine Rechtwinkligkeitsabweichung zur Bezugsfläche oben haben, die durch eine entsprechende Toleranz zu begrenzen ist. Die rechte Bohrung kann unter Berücksichtigung der Orientierung des Bezugssystems eine Symmetrieabweichung von der Mitte der Bohrung oben aufweisen (senkrecht zur Zeichenebene), die in einer anderen Zeichnungsansicht durch eine entsprechende Toleranz zu begrenzen ist (hier nicht dargestellt). Die Zahlenwerte der fertigungsgerechten Toleranzeintragung wurden um den Betrag der Positionstoleranz des Bezuges E gegenüber der funktionsgerechten Eintragung verringert.
Die Festlegung und Eintragung der Bezugssysteme in die Zeichnung sowie ihre Interpretation und Umsetzung in der Fertigung und bei der Messung erfordern eine fundierte Schulung des Personals in Konstruktion, Fertigung und Qualitätsprüfung. Folgende Schulungen werden angeboten:
- funktions-, fertigungs- und prüfgerechte Lagetoleranzen (für Konstrukteure),
- Lagetoleranzen und Bezugssysteme (für Fertigungstechniker),
- Messstrategie bei Koordinatenmessungen (für Messtechniker).
In praktischen Übungen wird die Vorgehensweise trainiert. Die Teilnehmer werden befähigt, Zeichnungen zu analysieren und funktionsgerechte Zeichnungseintragungen zu erarbeiten beziehungsweise optimale Messstrategien anzuwenden.
Weitere Informationen A QE 402
Dr.-Ing. Michael Hernla, Dortmund







{kind=link}