

Immer mehr produzierende Unternehmen setzen bei der zerstörungsfreien Werkstoffprüfung von Serienbauteilen auf die vibroakustische Resonanzprüfung, die häufig auch als Klangprüfung bezeichnet wird. Gründe für diese Tendenz sind vielfältig. Die Durchführung der Klangprüfung erfolgt im Sekundentakt, kann vollautomatisiert werden, wertet ausschließlich physikalische Effekte aus, ist Umwelt schonend und wirtschaftlich sehr attraktiv.
Dipl.-Ing. Dipl.-Kfm. Horst Jonuscheit, Stv. Geschäftsführer, MEDAV GmbH. Dipl.-Ing. Holger Groppe, Applikationsingenieur, MEDAV GmbH.
Wie die Verfahrensbezeichnung schon vermuten lässt, werden Resonanzfrequenzen des Prüfobjekts ausgewertet. Dazu ist es erforderlich, das Prüfobjekt zum Schwingen anzuregen und seine Resonanzfrequenzen zu analysieren. Resonanzfrequenzen sind physikalisch begründete Phänomene.
Schwingungsfähige Körper haben Eigen- bzw. Resonanzfrequenzen. Diese werden von verschiedenen Einflussfaktoren bestimmt, z.B. von ihren Werkstoffeigenschaften (Elastizitätsmodul, Härte, Gefügeart), Geometrie, Steifigkeit und Dichte. Sind zwei Körper identisch, zeigen sie die gleichen Schwingungsformen und Eigenfrequenzen. Weichen Schwingungsformen bzw. Eigenfrequenzen der Körper voneinander ab, gibt es dazu entsprechende Ursachen in den obengenannten Einflussfaktoren. Besondere Bedeutung hat dabei die Erkennung von offenen oder geschlossenen Rissen, Faltungen, Lunker, fehlerhafte oder fehlende Schweißverbindungen, Masseabweichungen u.a.
Durch eine vergleichende Messung gelingt es, in der Serienfertigung eine Gut-Schlecht-Bewertung der Prüfobjekte durchzuführen.
Es sind allerdings auch verschiedene Aspekte zu nennen, die die Einführung und den Betrieb entsprechender Klangprüfanlagen zumindest in der Vergangenheit erschwerten, konkret sind dies:
- Notwendigkeit, das Schwingungsverhalten des Bauteils kennen zu lernen,
- Notwendigkeit, eine bauteilspezifische Prüfvorrichtung zu realisieren,
- das System anhand von Referenzteilen für ausgewählte Güteklassen einzurichten,
- die Einflüsse von unvermeidbaren Prozessschwankungen zu unterdrücken.
Für die beiden letztgenannten Punkte haben wir mit dem unten beschriebenen Chamäleon-Verfahren erhebliche Fortschritte erzielt, die dem Anwender unmittelbar zu Gute kommen.
Kennenlernen des Schwingungsverhaltens
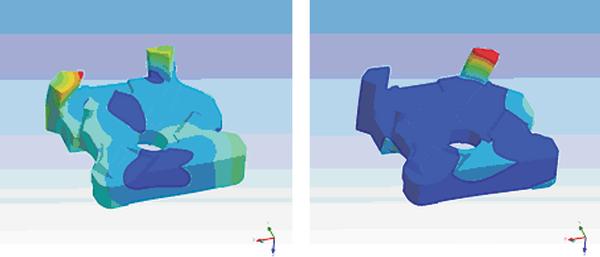
Oben wurden verschiedene Einflussfaktoren auf das Schwingungsverhalten des Bauteils genannt. Bild 1 zeigt zwei Schwingungsmodi eines Bauteils. In der Praxis sind häufig über zehn relevante Schwingungsmodi am Bauteil vorhanden.
Bei Sonderbauformen wird empfohlen, eine rechnerische Finite-Elemente-Analyse (FEA) durchzuführen, zumindest für eine Type aus einer Produktfamilie großer Ähnlichkeit. Sind die Schwingungsmodi und Eigenfrequenzen bekannt, können folgende wichtige Erkenntnisse daraus abgeleitet werden:
- In welchen Sektoren auf dem Bauteil ist die Erkennung besonders kritisch, da das Bauteil dort kaum schwingt?
- Überprüfbarkeit des Messaufbaus, ob die wichtigen Schwingungsmodi angeregt und damit die zugehörigen Eigenfrequenzen gemessen werden können.
Alternativ zu FEA kann eine experimentelle Modalanalyse durchgeführt werden, die grundsätzlich zu vergleichbaren Ergebnissen führt. Allerdings sind hier die Größen der Bauteile zu beachten, was die Modalanalyse gegebenenfalls als recht aufwendig erscheinen lässt. Auch ist die einfache Simulation von Fertigungstoleranzen oder bestimmten Bauteilfehlern bei der Modalanalyse eher schwieriger durchzuführen als beim rein rechnerischen Ansatz.
Die Durchführung einer FEA ist für Standardkörper nicht erforderlich, da die Schwingungsmodi in der Literatur grundsätzlich bekannt sind und die gemessenen Eigenfrequenzen entsprechend Schwingungsmodi zugeordnet werden können.
Der Prüfaufbau
Der Prüfaufbau berücksichtigt die Komponenten zur Schwingungsanregung, Schwingungsmessung, Positionierung und Auflage der Bauteile. Ziel ist es, die wichtigen Eigenfrequenzen reproduzierbar anzuregen, zu messen und externe Störgrößen zu unterdrücken.Als Sensoren bewähren sich Mikrofone zur Erfassung des Luftschalls und Laservibrometer zur berührungslosen Messung des Körperschalls. Aus dem gemessenen Signal werden die Eigenfrequenzen analysiert.
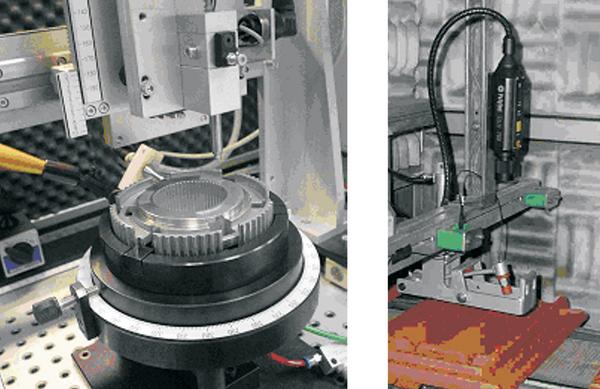
Da das Schwingungsverhalten der Bauteile von ihrer Auflage und der Anregungsstelle abhängig ist, ist es für die Zuverlässigkeit des Bewertungsergebnisses wesentlich, dass die Bauteile exakt positioniert und angeregt werden. Es gibt verschiedene Alternativen zu den hier vorgestellten Anregungs- und Sensorkonzepten. Bild 2 zeigt zwei Applikationslösungen. Für Serienanlagen empfiehlt es sich, Universalprüfnester mit prüfobjektspezifischen Teileaufnahmen als Wechselnester zu konzipieren. Sowohl das Kennenlernen des Schwingungsverhaltens als auch die Entwicklung des Prüfaufbaus sind wesentliche Elemente eines Projekts zur Adaption der Klangprüfung auf spezielle Prüfobjekte. Die Notwendigkeit dieser Arbeiten gilt unverändert, obgleich bei der FEA bereits erhebliche Fortschritte hinsichtlich Genauigkeit und Kostenreduzierung zu erwähnen sind.
Innovative Einrichtstrategie: Chamäleon-Verfahren
In der Vergangenheit wurden Klangprüfsysteme auf der Basis repräsentativer Stichproben für Gut- und Fehler-Teile eingerichtet. Diese Vorgehensweise ist teuer und häufig vom Werk nicht realistisch umsetzbar. Wer hat schon repräsentative Muster seiner Produktion, wie sie in einem Jahr gefertigt werden? Deshalb haben wir nach einer wirtschaftlichen, vom Werk erfüllbaren Alternative gesucht und dabei das Chamäleon-Verfahren entwickelt.
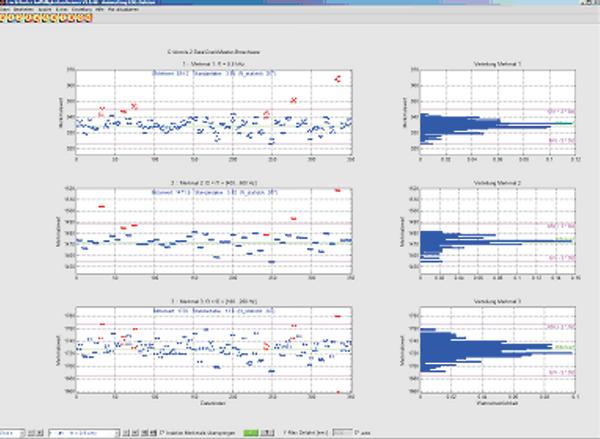
Wir nutzen die Tatsache aus, dass das Werk überwiegend Gut-Teile produziert. Das ist in der Serienfertigung von Bauteilen überwiegend der Fall. Wir starten mit unserem vorbereiteten Prüfaufbau sofort in die Serie, d.h. wir messen parallel zur Produktion eine größere Anzahl von Teilen, möglichst unter Beibehaltung der Teilefolge aus dem Fertigungsprozess. Aus dieser Stichprobe bestimmen wir offline die z.B. 50% der ähnlichsten Teile (Postulat: überwiegend Gut-Teile!); dazu haben wir eine spezielle Ausreißerentfernung umgesetzt. Auf dieser Basis richten wir Auffälligkeitsgrenzen für unsere Gütemerkmale, welche Kenngrößen auf der Basis von Eigenfrequenzparametern sind, ein. Dabei werden auf der Basis der verbliebenen 50%-Stichprobe Toleranzbänder um die einzelnen Gütemerkmale gelegt. Bild 3 zeigt dazu typische Verteilungen.
Nach der Bestimmung der Auffälligkeitsgrenzen werden für alle 100% des Stichprobenumfangs die auffälligsten Teile rechnerisch bestimmt und vom Werk hinsichtlich ihrer Güte bewertet. Die Ergebnisse dieser Gütebewertung werden im nächsten Schritt genutzt, um die verwendeten Gütemerkmale hinsichtlich ihrer Bedeutung für den Bewertungsprozess Gut oder Schlecht zu optimieren. Bild 4 zeigt die oben dargestellten Gütemerkmale nach der werksseitigen Beurteilung der auffälligen Prüfobjekte. Zusätzlich können die Auffälligkeitsgrenzen für jedes Merkmal separat eingestellt werden, um z.B. Grenzmuster entsprechend sicher erkennen zu können, was für die Anlaufphase vorteilhaft ist.
Mit dieser Parametrierung des Systems können wir nun mit der Serienprüfung fortfahren. Da die Fertigungsprozesse mit unvermeidbaren Prozessschwankungen, z.B. bedingt durch Werkzeugverschleiß und Fertigungstoleranzen gehaftet ist, kann es vorteilhaft sein, die Toleranzbänder an die Prozessentwicklung innerhalb vorgegebener Grenzen automatisch anzupassen.
Eben diese beiden Besonderheiten unseres Einrichtkonzepts sind es, die bei der Namensgebung als Chamäleon-Verfahren Pate standen: Das Einrichten mit unbewerteten Serienteilen, an das sich die Auffälligkeitsgrenzen anpassen, sowie die automatische Adaption der Grenzen an die Prozessentwicklung.
CrackMaster-System
Das Chamäleon-Verfahren ist fester Bestandteil unseres CrackMaster-Systems, das die Einricht- und Analysesoftware, einen 19″-Einschub für die Signalerfassung und Steuerung der Stoßvorrichtung sowie einen Mess-PC (Windows) beinhaltet.
Die benötigte Sensorik wird anwendungsbezogen ausgewählt, wobei berührungslos arbeitende Sensoren bevorzugt werden (Mikrofon, Laservibrometer). Die Anbindung an eine übergeordnete Steuerung erfolgt über die gängigen Schnittstellen (TCP/IP, SPS, Feldbusse).
Anwendungsbereiche
Anwendungsgebiete für die Klangprüfung sind vielfältig. Heute sind entsprechende Systeme in Gießereien, Schmieden, Pressen, Sinterindustrie, Dachziegelindustrie eingeführt. Dort, wo in der Serienproduktion Kostendruck besteht und Prozesssicherheit gefordert wird, kann eventuell die Klangprüfung zu einem Vorsprung helfen.
Übrigens: MEDAV engagiert sich im Unterausschuss „Akustische Resonanzprüfung“ der DGZfP (Deutsche Gesellschaft für zerstörungsfreie Werkstoffprüfung). Dieser Ausschuss beschäftigt sich mit der Standardisierung der Resonanzprüfung.
MEDAV, Uttenreuth
QE 542
Teilen:







{kind=link}