






PET-Flaschen bieten gegenüber Glasflaschen eine Reihe von Vorteilen, insbesondere Gewicht und Bruchfestigkeit. Daher werden sie in stark steigender Zahl genutzt. PET-Flaschen werden zumeist direkt vor deren Befüllung hergestellt, indem Preforms in Blasstreckmaschinen in die gewünschte Form gebracht werden. Preforms werden in Spritzgießwerkzeugen hergestellt, wobei bis zu 192 Stück pro Schuss entstehen. So kann eine Spritzgießmaschine mehr als 60.000 Preforms pro Stunde produzieren. Wegen der Vielfalt von PET-Flaschen hinsichtlich Abmessung, Form und Farbe, werden viele unterschiedliche Preforms benötigt.
Die Qualität von PET-Flaschen ist in hohem Maße von der Qualität der Preforms abhängig. Maße, Funktionsflächen, Material- und Oberflächenbeschaffenheit müssen den Anforderungen der Kunden entsprechen. Da Material-Chargen unterschiedliche Eigenschaften haben, Werkzeuge verschleißen und Prozessparameter schwanken, sind Kontrollen unverzichtbar. Dabei unterscheidet man zwischen 100%- und Stichproben-Kontrolle.
Eine 100%-Kontrolle erfolgt direkt in der Produktion und zumeist im Produktionstakt. Wegen des kurzen Produktionstaktes kommt hier nur eine maschinelle Prüfung in Frage. Eine 100%-Kontrolle aller relevanten Qualitätsmerkmale ist derzeit aus wirtschaftlichen Gründen nicht vertretbar.
Daher beschränkt man sich auf ausgewählte Prüfungen, wie etwa Verschlussfläche und -gewinde. Hierfür gibt es seit geraumer Zeit geeignete Prüfsysteme. Bei ausreichend hoher Konstanz der Materialeigenschaften und des Produktionsprozesses kann auf eine 100%-Kontrolle allerdings verzichtet werden. Eine 0-Fehler- bzw. !00%-Qualität-Strategie, wie sie etwa in der Automobilindustrie zunehmend praktiziert wird, ist hier wegen hohen Kosten der Prüfung und überschaubarer Folgen möglicher Fehler nicht zweckmäßig.
Eine Stichprobenkontrolle wird bisher zumeist im Prüflabor durchgeführt. Sie erfolgt in bestimmten Zeitabständen oder aufgrund spezieller Ereignisse, insbesondere aber beim Einfahren von Werkzeugen und beim Hochfahren der Produktion. Hierbei ist eine Vielzahl von Prüfmerkmalen von Interesse. Sicht- und Aspektenprüfungen wurden bisher aufgrund ihrer Komplexität mit dem menschlichen Auge und Maßprüfungen manuell mit Messmitteln oder halbautomatisch mit taktilen Messmaschinen durchgeführt. Hierbei sind Objektivität, Konstanz und Zeitdauer der Prüfung problematisch und die Dokumentation ist aufwändig und fehlerhaft. Anderseits erhöhen schnelle Stichproben beim Hochfahren der Produktion die Produktivität teurer Produktionsmaschinen, und häufige Stichproben bei eingefahrener Produktion reduzieren den Ausschuss.
Die hohen Geschwindigkeitsanforderungen sind bei 100%- und Stichproben-Kontrolle nur durch automatische, berührungslose Prüfverfahren erreichbar. Industrielle Bildverarbeitung ist daher eine geeignete Technik. MVplus_INSPECTOR ist ein universelles Bildverarbeitungssystem für 100%- und Stichproben-Kontrolle unterschiedlichster Kunststoffteile. Auf dieser Basis wurde jetzt mit MVplus_PREFORM-INSPECTOR erstmals eine automatische Prüfmaschine für Preforms zur detaillierten Stichprobenkontrolle realisiert. Seit Mitte 2004 ist das System im praktischen Einsatz.
Eine herausragende Eigenschaft ist das schnelle Teachen völlig neuer Preformtypen und das automatisierte Teachen von Preformvarianten. Dies ist für einen wirtschaftlichen und reaktionsfähigen Betrieb unverzichtbar! Denn sonst würden die Kosten für das Teachen einer Vielzahl unterschiedlicher Preforms schnell den Preis der gesamten Prüfmaschine überschreiten. Zudem sind kurze Reaktionszeiten entscheidend, um lukrative Aufträge zu erhalten. Das Wichtigste ist aber: Die vollautomatische, detaillierte Stichprobenkontrolle von Preforms ist mit MVplus_PREFORM-INSPECTOR mehr als 15 mal schneller (rund 0,6 statt 10 Minuten) und 20 mal preiswerter (etwa 8 statt 160 Cent pro Prüfling) als die bisherige Prüfung!
Aufbau der Preform-Prüfmaschine
Die Prüfmaschine umfasst Prüfkabine, Handhabungstechnik und Bildverarbeitung. Die Prüfkabine besteht aus einem stabilen Gestell mit Grundplatte, einem Schaltschrank und einer Fremdlicht absorbierenden und dennoch einsehbarer Einhausung. Die Handhabungstechnik umfasst eine Zuführeinheit, einen 6-Achsroboter und ein Drehmodul mit jeweiliger Steuerung. Die Bildverarbeitung setzt sich zusammen aus 6 hoch auflösenden Digital-Kameras samt Optiken, 7 steuerbare Beleuchtungen, 1 Industrie-PC mit Peripherie und Schnittstellen, die Standardsoftware MVplus_INSPECTOR und Preform spezifische Prüfprogramme.
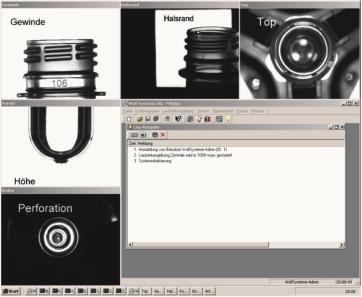
Über die Zuführeinheit werden Preforms der automatischen Prüfung zugeführt. Das Drehmodul rotiert den Prüfling bei der detaillierten Gewinde- und Halsprüfung. Der Roboter führt die Prüflinge in zahlreiche Prüfpositionen und legt sie nach Abschluss der Prüfungen in einen Auswurfschacht. Je eine Kamera dient zur Prüfung von Gewinde, Hals, Top-Ansicht (Prüfstation 1), Boden, Perforation und Rumpf (Prüfstation 2). Pro Kamera wird eine auf die Prüfaufgaben abgestimmte, steuerbare Beleuchtung verwendet, wobei zur Gewindeprüfung je nach Farbe des Preforms eine von zwei verfügbaren Beleuchtungen geschaltet wird.
Ablauf der Preform-Prüfung
Eine Prüf-Charge von Preforms wird über die Zuführeinheit der automatischen Kontrolle zugeführt. Dann werden Bezeichnung der zu prüfenden Preforms, Stichprobenart und Losidentifikation abgefragt. Nach dieser Eingabe startet das zugehörige Prüfprogramm. Der Querschieber transportiert den Prüfling in das Drehmodul zu Gewinde-, Halsrand- und Top-Kontrollen am rotierenden Prüfling. Dann greift der Roboter den Prüfling und fährt zu den Höhen-, Boden- und Perforations-Kontrollen. Im nächsten Schritt fährt der Roboter zur Rumpfkontrolle, die in mehreren Rotationsstellungen erfolgt. Die Schrittweite eines Rotationsschrittes ist einstellbar und bestimmt die Genauigkeit der Prüfung. Schließlich legt der Roboter den Prüfling in Abhängigkeit vom Prüfergebnis in einen von 4 Auswurfschächten.
MVplus_PREFORM-INSPECTOR prüft viele Merkmale mit sehr hoher Genauigkeit. Prüfmerkmale und deren Genauigkeit sowie Sollwerte und Toleranzen sind je Preformtyp einstellbar und können zusätzlich Kunden spezifisch gesetzt werden.
- Boden: Durchmesser und Oberfläche: Fremdkörper, Kristallinität, Milchigkeit, Schlieren, Verschmutzung.
- Bund: Durchmesser und Ovalität
- Gewinde: Durchmesser, Kerndurchmesser, Höhe, Grat, Schwund
- Halsrand: Ausspritzung und Beschädigungen der Dichtfläche, Dichtdurchmesser Konus
- Perforation: Löcher im Anspritzpunkt
- Rumpf: Durchmesser, Länge, Grat an Konus, Anguss, Farbe, Farbschlieren, Farbunterschiede und Oberfläche: Durchsichtigkeit, Fremdeinschlüsse, Kohleschlieren, Milchigkeit, ungeschmolzene Stellen, Verschmutzung.
- Schnapprand: Höhe und Durchmesser
- Stützrand Höhe und Durchmesser
- Sonstiges: Gesamtlänge, Nestnummer, Trennschieberkanten, Wandstärke
Benutzer und Benutzeroberfläche
Bei MVlus_PREFORM-INSPECTOR gibt es 3 Benutzertypen. Der „Operator“ bedient das System im operativen Tagesbetrieb. Der „Power-User“ konfiguriert das System und kann einzelne Prüfmerkmale parametrieren und neue Preformtypen anlegen. Der Power-User hat alle Rechte des Operators. Der Administrator hat alle Rechte und kann zusätzlich neue Benutzer anlegen. Die Benutzerführung erfolgt durchgängig über grafische Benutzeroberflächen. Der Startbildschirm von MVplus_PREFORM-INSPECTOR zeigt die Live-Bilder der verschiedenen Prüfungen.
Automatisiertes Teachen von Preforms
Völlig neue Preform-Typen werden mit MVplus_PREFORM-INSPECTOR schnell geteacht, indem neue Prüfprogramme mit mächtigen Bausteinen grafisch zusammengesetzt werden. Für ähnliche Preforms erfolgt das Teachen automatisiert. Zunächst werden Kenndaten des neuen Preforms wie Anzahl der Kavitäten, Schrift-Font der Nestnummern, Rotationsgeschwindigkeit des Drehmoduls und Abmessungen wie Gesamtlänge, Boden- und Gewindedurchmesser, Rumpfdurchmesser und –länge erfasst. Sodann erfolgt ein Teachlauf mit einem Muster-Preform. Dabei werden Aussehen und Farbgebung des neuen Preforms automatisch in das Prüfprogramm übernommen und alle zur optimalen Auswertung nötigen Parameter ermittelt, insbesondere die optimale Beleuchtungsstärke pro Prüfposition.
Fazit
Da die Qualität von Preforms wesentlich die Qualität von PET-Flaschen bestimmt, ist für erfolgreiche Anbieter eine Qualitätskontrolle unverzichtbar. Während eine 100%-Kontrolle nur ausgewählte Qualitätsmerkmale berücksichtigt und bei stabilen Produktionsverhältnissen ganz entfallen kann, ist eine Stichprobenkontrolle zur detaillierten Prüfung aller relevanten Qualitätsmerkmale beim Einfahren von Werkzeugen und Hochfahren der Produktion unverzichtbar und zur Produktionsüberwachung zweckmäßig. Diese Stichprobenkontrolle erfolgte bisher zum größten Teil manuell, womit hohe Kosten und lange Prüfzeiten verbunden sind. Auch wenn Maße automatisiert mit taktilen Messmaschinen geprüft wurden, so musste die Oberflächen- und Aspekten-Kontrolle aufwändig und fehlerbehaftet durch das menschliche Auge erfolgen.
Mit MVplus_PREFORM-INSPECTOR wurde Mitte 2004 erstmals eine Prüfmaschine zur vollautomatischen Stichprobenkontrolle von Preforms realisiert und erfolgreich in der Praxis eingesetzt. Damit ist die detaillierte Kontrolle einer Vielzahl von Qualitätsmerkmalen mit sehr hoher Genauigkeit möglich. Die hohe Wirtschaftlichkeit von MVplus_PREFORM-INSPECTOR wird durch den attraktiven Kaufpreis und das effiziente, automatisierte Teachen der Vielzahl unterschiedlicher Preforms erreicht. Das Wichtigste ist aber: Die vollautomatische, detaillierte Stichprobenkontrolle von Preforms ist mit MVplus_PREFORM-INSPECTOR mehr als 15 mal schneller (rund 0,6 statt 10 Minuten) und 20 mal preiswerter (etwa 8 statt 160 Cent pro Prüfling) als die bisherige Prüfung!
MVplus_PREFORM-INSPECTOR kann nicht nur für die Stichprobenkontrolle, sondern mit anderer Handhabungstechnik auch für die 100%-Kontrolle eingesetzt werden. Damit sind erstmals 100%-Kontrolle und Stichprobenkontrolle mit einheitlicher Bildverarbeitung möglich.
Wolf Systeme AG, Karlsbad
QE 561
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:







{kind=link}