


Wer heute im sehr harten Wettbewerb des Stanz- und Umformbereiches erfolgreich sein will, der muss alle Prozessschritte auf denkbare Innovationen prüfen und machbare Schritte sehr schnell und effizient umsetzen. Die Bildverarbeitung mit flexiblen modularen Lösungen spielt dabei eine zunehmend wichtige Rolle.
Dipl.-Ing. Kamillo Weiß, Freier Foto- und Fachjournalist, Tel. 0711/755956, Fax 0711/752198, Kamillo.Weiss@ kamillo-pr.de
Sich an den Grenzen des Machbaren entlang zu bewegen kann deutliche wirtschaftliche Vorteile erzielen, ist aber auch immer mit erhöhtem Fertigungsrisiko verbunden. Bei Stanz- und Umformprozessen gilt es durch schnelle Prozesstakte die Maschine bestmöglich auszunutzen. Das gleiche gilt auch für die optimale Ausbeute an ausgeschnittenen Stanzteilen aus den Metallblechen der Coils bzw. Platinen. Das kann nur erzielt werden, wenn der Versatz in den Schnittmustern und damit die Stegbreite so minimal wie möglich durchgeführt werden kann. Das bedingt aber eine sehr hohe Positioniergenauigkeit des Rohmaterials und äußerst exakt arbeitende Stanzwerkzeuge. Kleine Abweichungen können bereits massive negative Auswirkungen im Stanzprozess bewirken. Überlappungen der Platinen oder zu schmale Stege führen zu Fertigungsfehlern der Produkte, Werkzeugbeschädigungen, Maschinenstillstandszeiten als auch zu erhöhtem Wartungsaufwand an Werkzeugen und Maschinen. Investitionen in die Prozessoptimierung und -sicherheit sind damit letztendlich bestens angelegtes Kapital.
Zügige Aufgabenlösung
Mit dieser vielschichtigen Problematik hat sich ein bedeutender Stanz- und Tiefziehteilehersteller im Raum Offenburg intensiv beschäftigt und nach Möglichkeiten der Prozessoptimierung gesucht. Deshalb holte sich das Unternehmen im Jahr 2006 verschiedene Angebote ein, bezüglich der automatisierten Qualitätssicherung von Stanzgittern mittels Bildverarbeitung. Die Bildverarbeitungsspezialisten des jungen Unternehmens aku.automation GmbH lieferten eine Machbarkeitsstudie und deren Praxistest in einer Probeinstallation direkt vor Ort. Von der Anfrage bis zur Testinstallation vergingen nur etwa 3 Wochen und die Lösung entsprechend dem Pflichtenheft lag bereits schon sehr nahe an der endgültigen Systemlösung. Die überzeugenden Ergebnisse auf Basis des Visionsystems In-Sight 5403 mit 2 Megapixel Bildauflösung bewirkte den Zuschlug zugunsten der Firma aku.automation, und nur 2 Wochen später wurde die endgültige Systemlösung installiert.
Seitdem versieht die Bildverarbeitung ihren zuverlässigen Dienst mit einer Produktionsrate von etwa 65 Teilen pro Minute im dreischichtigen Betrieb, und das sechs bis sieben Tagen in der Woche. Die positiven Erfahrungen und Ergebnisse der Erstinstallation bewirkten, dass inzwischen zwei weitere Bildverarbeitungssysteme in den Oberkirchener Fertigungslinien erstellt und installiert wurden. Auf die gewonnen Erfahrungen und daraus resultierenden Wettbewerbsvorteile möchte das Unternehmen aber nicht weiter detailliert eingehen. Inzwischen sind es zwei Systeme auf der Basis von In-Sight und ein PC-basiertes System auf der Basis von VisionPro, beides sind Bildverarbeitungskomponenten in Hardware und Software von Cognex. Die PC-basierte Lösung arbeitet mit zwei Kameras und mit automatischer Schachbrettkalibrierung (Bildfeldüberdeckung), weil diese Lösung maschinenbedingt wegen eines Steges in der Anlage erforderlich war.
Präzision mit Zuverlässigkeit
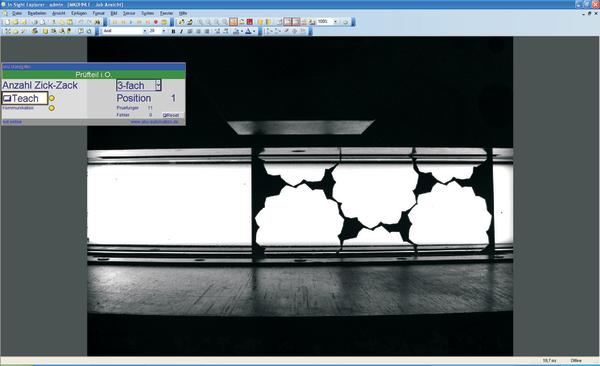
Die beim Versatzstanzen entstehenden Stanzgitter werden direkt im Produktionsprozess einer hundertprozentigen Prüfung unterzogen. Das in Aufnahme und Bildanalyse vollkommen autark arbeitende kompakte Vision-System In-Sight 5403 bietet im Vollformat ein Aufnahmefeld von 1600 x 1200 Pixel, und das mit einer Frequenz von 15 Bildern pro Sekunde. Das sind Leistungsmerkmale wie sie in der Vergangenheit PC-basierten Bildverarbeitungssystemen vorbehalten waren. Nicht zuletzt darin liegt der Grund, warum der Hersteller Cognex bei der Produktfamilie In-Sight 5400 nicht mehr die Bezeichnung Vision-Sensor verwendet, sondern nur noch von Vision-Systemen spricht. Die große Bildauflösung ermöglicht auch für größere Bauteile die sehr hohe Präzision in der Teilevermessung und letztendlich mehr Flexibilität in der Produktionsgestaltung. Dieses sehr kompakte Bildverarbeitungssystem verfügt über die Schutzklasse IP67 und kann über die integrierte Ethernetschnittstelle und IP Adresse direkt mit der Maschinensteuerung kommunizieren. Die außerordentliche Leistungsfähigkeit der integrierten Prozessoren im In-Sight ermöglicht den Einsatz der äußerst effizient arbeitenden Bildverarbeitungswerkzeuge und extrem sicheren Algorithmen des mächtigen Bildverarbeitungspaketes PatMax.
Im Gegensatz zur allgemeinen Grauwertkorrelation arbeitet PatMax mit den geometrischen Grundstrukturen von Objekten (ähnlich der CAD Konstruktion). Zuerst werden die wichtigsten Einzelmerkmale eines Objektes wie Kanten, Abmessungen, Formen, Winkel, Bögen und Schattierungen isoliert identifiziert. Die räumlichen Verhältnisse zwischen diesen zentralen Merkmalen des eintrainierten Bildes werden mit dem Echtzeit-Bild verglichen. Aus der Analyse der geometrischen Informationen sowohl der Merkmale als auch deren räumliche Relation wird dann die Position und Geometrie des Objektes eindeutig und mit höchster Genauigkeit bestimmt. Durch gleichzeitige Untersuchung von Kontur und Struktur des Objektbildes werden wechselnde Beleuchtungs- und Kontrastverhältnisse eliminiert. Ein besonders wichtiger Aspekt in wechselnden industriellen Umgebungsbedingungen. So erfolgt auch eine automatische Nachführung an die Helligkeitsbedingungen des Stanzprozesses. Das Vision-Tool ist invariant gegenüber Lage, Orientierung und Maßstabsveränderung des Objektes. Der Auftrag des Stanzunternehmens an die aku.automation gründet nicht zuletzt auch in der hohen Präzision und Zuverlässigkeit dieser Visionsoftware. Ein weiterer entscheidender Vorteil dieser Visionsoftware liegt in der einfachen Benutzerführung und Bedieneroberfläche, so dass der Anwender seine Anwendungen durch einfache Parametrierung anpassen kann, ohne Kenntnisse der Bildverarbeitungsprogrammierung. In diesem Sinne erfolgt auch in komfortabler Weise für das Bedienpersonal das Einlernen von Stanzgittervarianten mit unterschiedlichen Versatzmustern. Ob man nun im Versatzstanzen mit dem Verfahren von 0 Zickzack bis 7-fach Zickzack arbeitet, es muss nur einmal eingelernt werden und dann wird die jeweilige abgespeicherte Produktvariante nur noch aufgerufen.
Vielfältiger Nutzen
Durch die hundertprozentige Überprüfung der Stanzplatinen erfolgt mit hoher Funktionssicherheit die Kontrolle der Prozessqualität. Alles was beispielsweise unter 0,5 mm Stegbreite liegt wird als Fehler erkannt. Dies als auch die Erkennung von Schnittunregelmäßigkeiten verhindern frühzeitig – durch rechtzeitiges Erkennen von Prozessfehlern – das Auftreten von Schäden an den Stanzwerkzeugen. Die Analyse der auftretenden Stegbreiten und der Stanzgitterformen mit Ausbrüchen gibt Rückschlüsse auf Prozessschwankungen und erschließt eine zuverlässige Anlagenoptimierung mit dem Vorteil einer Steigerung der Materialausbeute. Die Bildverarbeitungsalgorithmen haben sich dabei auch als recht robust gegenüber Störungen erwiesen. Pseudofehler durch Verschmutzungen, Öl und Reflexionen werden durch die Aufnahmetechnik und Analysemethoden unterdrückt beziehungsweise ausgeschlossen. Durch die 2½ D-Kalibrierung können perspektivische Objektverzerrungen mittels Checkerboard-Kalibrierung (Schachbrett) zuverlässig kompensiert werden. Die sofortige Qualitätsbewertung und Fehlererkennung kann auch per Online-Prozessüberwachung erfolgen. Damit werden ein sofortiger Support und die detaillierte Fehlerbewertung von betriebsexternen Bildverarbeitungsspezialisten im laufenden Prozess gewährleistet. Durch die ständige Dokumentierung der Prozessdaten kann die nachhaltige Optimierung von Produktqualität sowie des Prozesses erfolgen. Die positiven Ergebnisse aus den bereits drei installierten Bildverarbeitungssystemen bei diesem bedeutenden Tiefziehteile-Hersteller haben dazu geführt, dass andere mit aku.automation in Kontakt stehende Unternehmen ebenfalls in diese Qualitätssicherungstechnologie eingestiegen sind.
Im dreischichtigen Stanzbetrieb sind Produktionsunterbrechungen nur schwer tolerierbar. Deshalb versteht sich das Systemhaus aku.automation als Generalunternehmer von Automatisierungslösungen mit einer Verantwortlichkeit und einem Ansprechpartner, bei dem ein 24h Bereitschaftsdienst zum Standardservice zählt.
COGNEX Germany, Karlsruhe
QE 539
Teilen:







{kind=link}