

Mit dem Erscheinen des VDA Bandes 5 verschiebt sich die Bestimmung der Messunsicherheit und der Nachweis der Prüfprozesseignung zunehmend von der Kür zur Pflicht. Das neue qs-STAT Modul „Messunsicherheit – VDA 5“ der Q-DAS GmbH bietet dem Anwender das entsprechende Tool für diese Aufgabe. Durch die Nutzung der Analogien zu den Verfahren der „klassischen“ Messsystemanalyse steht eine einfache und praktikable Vorgehensweise zur Verfügung.
Dr.Ing. Edgar Dietrich, Dipl.-Geoökol. Stefan Weber; Q-DAS GmbH, Weinheim
Zahlreiche Normen und Richtlinien fordern inzwischen die Durchführung eines Eignungsnachweises von Prüfprozessen und die Berücksichtigung der Messunsicherheit bei Prüfentscheiden. So ist der Nachweis, dass die verwendeten bzw. eingesetzten Messgeräte für ihre Aufgabenstellung geeignet sind, u.a. Normforderung im Rahmen der ISO 9000 bzw. ISO 10012. Diese verweisen auf die GUM (Guide to the Expression of Uncertainty in Measurement), die der DIN V ENV 13005 entspricht. Der Eignungsnachweis ist auch zentraler Bestandteil der ISO/TS 16949 (Kap. 11.4 „Prüfmittelfähigkeit“): „Für jeden Messmitteltyp müssen geeignete statistische Untersuchungsanalysen der Streuung durchgeführt werden. Die Anforderungen müssen dem Referenzhandbuch des Kunden entsprechen.„
Im Rahmen der QS-9000 ist dieses Handbuch die MSA (Measurement System Analysis). Zieht man den VDA 6.1 Band heran, so findet man in Abschnitt 16 unter „Messunsicherheit“ (16.3) die Forderung: „Prüfmittel sind so auszuwählen, dass die zu prüfenden Merkmale mit einer vertretbaren Unsicherheit, die bekannt sein muss, gemessen werden.“
Den Eignungsnachweis zu fordern ist die eine Seite, eine praxistaugliche Methode und Vorgehensweise zur Bestimmung der Messunsicherheit aufzuzeigen, die andere. Genau diesem Anspruch möchte der neu erschienene VDA Band 5 „Prüfprozesseignung“ gerecht werden. Der Band entstand in einem Arbeitskreis der Automobil- und Zulieferindustrie und ist für diesen Industriezweig gültig. Er bezieht sich auf die Prüfung geometrischer Größen und hat das Ziel, „die in den bestehenden Normen und Richtlinien enthaltenen Forderungen und Verfahren zu einem einheitlichen und praxisgerechten Modell zur Ermittlung und Berücksichtigung der Messunsicherheit zusammenzufassen“.
Die Umsetzung des VDA Bandes 5 wurde bei den meisten Unternehmen der Automobilindustrie schon vor dem Erscheinen als Rotdruck gefordert. DaimlerChrysler wird einen Leitfaden LF 05 zu diesem Thema herauszugeben, der am VDA Band 5 orientiert ist. Bei VW wurde der VDA Band 5 schon vor Monaten in die VW-Konzernnorm 101 19 „Prüfprozesseignung (Berücksichtigung der Messunsicherheit in Prüfprozessen)“ übernommen. Es ist zu erwarten, dass die Verfahren zur Ermittlung der Messunsicherheit und für den Nachweis der Eignung von Prüfprozessen auch für Lieferanten von VW verbindlich sein werden.
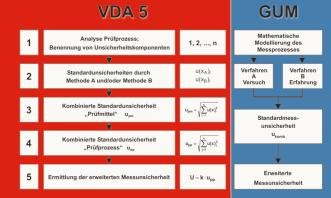
Bild 1 zeigt schematisch die Vorgehensweise nach VDA Band 5. Die Ermittlung der Messunsicherheit erfolgt dabei in Anlehnung an DIN V ENV 13005 (GUM). Zunächst sind alle auf die Messunsicherheit wirkenden Einflusskomponenten zu benennen (1). Für den Nachweis der Prüfmittelverwendbarkeit werden dabei die Komponenten, die dem Messmittel zugeordnet werden können, berücksichtigt. Beim Nachweis der Prüfprozesseignung sind dagegen alle Komponenten in die Berechnung der Messunsicherheit einzubeziehen. Für die Bestimmung der Standardunsicherheiten der einzelnen Einflusskomponenten stehen prinzipiell zwei Methoden zur Verfügung (2): bei Methode A liegt eine statistische Auswertung von Messreihen zu Grunde, bei Methode B erfolgt eine Schätzung unter Verwendung geeigneter Vorinformationen, wie z.B. Erfahrungswerte, Herstellerangaben oder Daten aus früheren Messungen. Durch quadratische Addition wird aus den Standardunsicherheiten die kombinierte Standardunsicherheit ermittelt (3/4). Die Berechnung erfolgt in dieser Form zunächst für den Nachweis der Prüfmittelverwendbarkeit und in einem zweiten Schritt für den Nachweis der Prüfprozesseignung. Die erweiterte Messunsicherheit ergibt sich schließlich durch Multiplikation der kombinierten Standardunsicherheit mit einem Erweiterungsfaktor (5).
Eine weitere Konkretisierung und Vereinheitlichung der Vorgehensweise zur Bestimmung der Messunsicherheit findet sich im DIN-Entwurf 32881–3 (ISO/DTS 15530–3) sowie der darauf basierenden Richtlinie VDI/VDE 2617 Blatt 7. Hier wird eine Methode für Messungen mit Koordinatenmessgeräten beschrieben. Die Aufstellung eines Unsicherheitsbudgets gemäß VDA 5 bzw. DIN V ENV 13005 (GUM) ist für solche Messungen sehr aufwändig oder nicht möglich. Die erweiterte Messunsicherheit ergibt sich aus der Kalibrierunsicherheit (z.B. aus dem Kalibrierschein), der Standardunsicherheit aus dem Messprozess (Standardabweichung der Wiederholungsmessungen), der Standardunsicherheit aus Werkstoff- und Produktionsstreuungen (z.B. aufgrund von temperaturbedingten Ausdehnungskoeffizienten) und der systematischen Messabweichung. Die Vorteile dieser Vorgehensweise liegen in der einheitlichen Durchführung und Berechnungsmethode sowie in der experimentellen Bestimmbarkeit der einzelnen Einflusskomponenten.
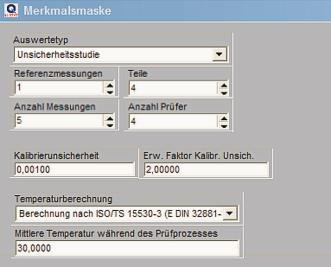
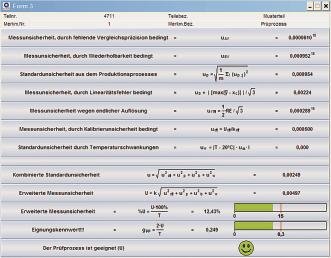
Q-DAS schlägt als weitere Vereinfachung eine „All-in-One„ Methode vor. Danach lassen sich alle Einflusskomponenten anhand eines experimentellen Versuchs ermitteln und daraus die erweiterte Messunsicherheit bestimmen. Die Vorgehensweise ist nahezu identisch mit dem Verfahren 2 aus der Prüfmittelfähigkeitsuntersuchung (mehrere Prüfer führen an ausgewählten Werkstücken mehrere Messungen durch) nur mit dem Unterschied, dass zusätzlich die Referenzwerte der kalibrierten Werkstücke mit einfließen. Wird noch der Temperatureinfluss ergänzt, liegen alle wesentlichen Unsicherheitskomponenten für die Bestimmung der Messunsicherheit vor. Die Bilder 2 bis 4 zeigen die Umsetzung einer Unsicherheitsstudie mit dem Programmpaket qs-STAT.
Mit dem neuen qs-STAT Modul „Messunsicherheit – VDA 5“ lassen sich Eignungsnachweise der Prüfprozesse sowohl nach den Vorgaben des VDA Bandes 5 als auch der ISO/DTS 15530–3 durchführen. Darüber hinaus besteht die Möglichkeit, alle Daten aus Prüfmittelfähigkeitsuntersuchungen (qs-STAT Modul „Messsystemanalyse“) zu übernehmen und daraus die einzelnen Unsicherheitskomponenten bzw. die erweiterte Messunsicherheit zu berechnen. Eventuell fehlende Komponenten können einfach ergänzt werden. Viel einfacher können Sie die Anforderungen nicht umsetzen!
QE 531
Teilen:







{kind=link}