



Für die Herstellung bestimmter Lagerbuchsen wird auf ein Metallband ein Gleitlack aufgetragen. Damit ist eine höhere Lebensdauer und eine bessere Gleitfähigkeit gegeben. Das Lackieren der glatten Metalloberfläche bietet für diesen Gleitlack eine zu geringe Haftung. In der Anwendung würde sich der Lack schnell vom Metall lösen. Deshalb wird durch einen Sintervorgang auf das Blech vorher mit einem pulverartigen Material eine raue Oberfläche aufgetragen. Entscheidend ist die Dicke des Materials vor dem Lackprozess. Diese kann vollautomatisch mit einem Messgerät von Micro-Epsilon gemessen werden.
Dipl.-Ing. (FH) Siegfried Kalhofer, Produktmanagement, Anlagen und Systeme, Micro-Epsilon Messtechnik,Siegfried.Kalhofer@Micro-Epsilon.de
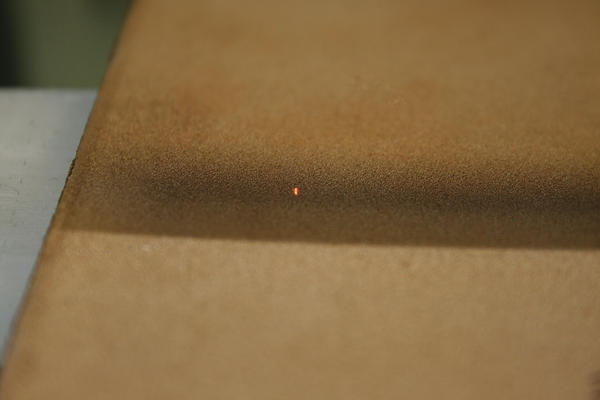
Im Produktionsprozess wird das Blechband mit einem Sinterpulver bestreut und anschließend mit einem Rakel bis zur gewünschten Dicke abgezogen. Durch dieses Abziehen mit dem Rakel können Abweichungen von der gewünschten Dicke des Pulvers entstehen, die bei der späteren Lagerbuchse zu Funktionseinschränkungen führen. Wird zu viel Pulver aufgesintert, wird das Material insgesamt zu dick und die Oberfläche wird zu rau, als dass eine gleichmäßige Lackschicht aufgetragen werden könnte. Wird zu wenig Sintermaterial aufgetragen, haftet der Lack nicht richtig und Einschränkungen der Funktion der Lagerbuchse sind die Folge.
Um feststellen zu können, ob die richtige Menge Sinterpulver aufgetragen wird, ist während des laufenden Prozesses eine Messung der Schichtdicke des Sinterpulvers notwendig. Die Dicke der Sinterschicht allein ist jedoch nur mit viel Aufwand messbar. Deshalb wird die Dicke des Sinterauftrages am einfachsten zusammen mit der Blechdicke gemessen. Bisher wurde versucht, diese Dicke mit einer Mikrometerschraube manuell zu erfassen. Nachteilig daran ist das berührende Verfahren, das Auswirkungen auf die Oberfläche hat. Insbesondere eine Messung im Prozess unmittelbar nach dem Pulverauftrag vor dem Sintervorgang ist nahezu unmöglich, weil das Pulver nur lose auf dem Band aufliegt und das Band sich darüber hinaus auch kontinuierlich bewegt. Gerade an dieser problematischen Stelle ist die Messung jedoch am effektivsten, um Toleranzüberschreitungen ohne großen Zeitversatz zu detektieren.
Außerdem kann eine manuelle Messung mit dem Mikrometer nur punktuell und stichprobenartig erfolgen. Manuelle Messungen sind dem Prozess immer nacheilend. Überschreitet der Prozess die vorgegebenen Toleranzgrenzen, so wird dies erst bei der nächsten Messung festgestellt. Bis zu diesem Zeitpunkt wurde bereits Ausschuss produziert, der im weiteren Produktionsprozess als solcher erkannt und ausgeschleust werden muss.
Aus diesen Gründen wird versucht mit geeigneten Methoden berührungslos und vor allen Dingen kontinuierlich unmittelbar nach dem Pulverauftrag zu Messen.
Die geforderte Genauigkeit, das Material und die Oberflächenbeschaffenheit legt sehr schnell den Einsatz von Laser-Triangulationssensoren nahe. Das Verfahren bietet eine hohe Messfrequenz und misst aus genügend Abstand berührungslos und mikrometergenau. Die sandpapierartige Oberfläche ist mit einem herkömmlichen Triangulationssensor nur bedingt messbar, weil der kleine Laserpunkt alle Vertiefungen miterfasst. Er reagiert unerwünscht auf die Struktur bzw. die Rauhigkeit der Oberfläche und nicht nur auf den Abstand zum Sintermaterial. Eine spezielle Technologie hilft hier weiter.
Messung mit Laserlinie
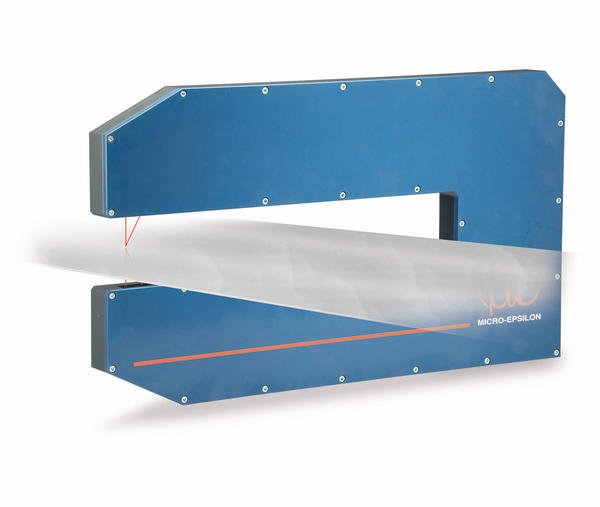
Das von Micro-Epsilon entwickelte C-Bügel-System zur flexiblen Banddicken- und Profilmessung von Blechbändern ist für diese Aufgabe gut geeignet. Am Messbügel sind zwei neuartige Lasersensoren mit bis zu 20 kHz Messfrequenz in einer Achse gegenüberstehend montiert, welche die Dicke nicht nur punktuell, sondern über eine kurze Laserlinie erfassen. Sie messen von zwei Seiten den Abstand zur Blechoberfläche. Die Sensoren arbeiten nach dem Triangulationsprinzip völlig ohne radiometrische Strahlung, weshalb auch unterschiedlichste Legierungen keinen Einfluss auf die Messung haben. Dieser Lasersensor wurde speziell für die Messung auf Metalle und für raue Oberflächen entwickelt und liefert deshalb sehr präzise Ergebnisse. Das Licht einer Laserdiode wird durch eine spezielle Optik zu einer kurzen Linie geformt und auf das Objekt projiziert. Die Messung mit einer Laserlinie ist deutlich näher an den Ergebnissen einer taktilen, flächigen Messung als mit einem Laserpunkt.
Zusammen mit der Abstandsinformation des zweiten Sensors werden die Werte zur Dickeninformation verrechnet und liefern damit die gewünschten Ergebnisse.
Die Sensoren messen kontinuierlich auf das Metallband. Die gewonnenen Daten werden direkt zur Regelung des Sinterauftrages verwendet. Ein zu den Sollgrenzen hinlaufender Prozess kann deshalb sehr schnell korrigiert werden, bereits bevor zuviel oder zuwenig Sintermaterial aufgetragen wird. Außerdem kann der gesamte Dickenverlauf des Bandes protokolliert werden.
Aus den beiden Abstandssignalen der Sensoren wird der exakte Bleckdickenwert errechnet. Durch das Differenzverfahren zur Dickenmessung hat die vertikale Position des horizontal laufenden Blechs im Messspalt keine Auswirkungen auf die Messergebnisse. Dieses Verfahren liefert kontinuierlich zuverlässige Messungen und verschleißfreien Betrieb. Die gewonnenen Daten werden zur Regelung des Sinterprozesses herangezogen. Zur Kalibrierung des C-Bügels fährt während des Coilwechsels automatisch ein Masterteil in den Messspalt und gleicht damit das System für neue Messungen ab. Sollen Messspuren an unterschiedlichen Positionen der Bandbreite erfasst werden, kann das System in einfacher Weise auf einen mechanischen Schlitten montiert und damit auf die gewünschte Bandposition verfahren werden.
Erfolgreich lackiert
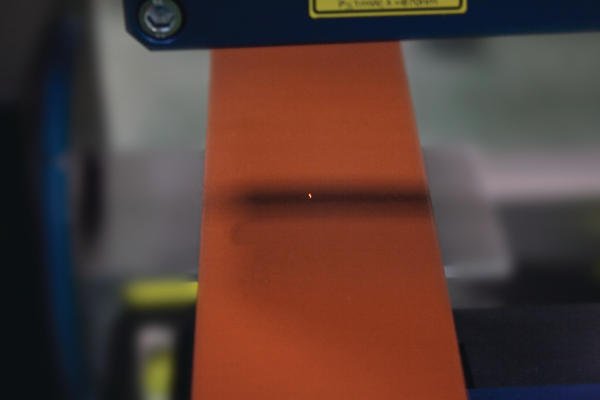
Wurde der Sintervorgang erfolgreich durchlaufen wird im nächsten Schritt das Blechband mit dem Gleitlack lackiert. Im Anschluss an die Lackierung erfolgt wiederum eine Dickenmessung, bei der geprüft wird, ob die Lackierung erfolgreich eine glatte Oberfläche erzeugt hat und ob das beschichtete Blech die geforderte Dicke aufweist. Auch dafür ist das C-Bügel Messsystem geeignet. Die Laserlinie misst dabei ebenfalls von unten auf die metallische Oberfläche und von oben auf den Lack.
Nach der Signalverarbeitung ist eine verlässliche Aussage über den Erfolg der Blechbeschichtung möglich. Weil in diesem Prozess auch bereits vor dem Sintern die Dicke gemessen wird, ist für das zweite C-Bügel System keine eigene Auswerte-Elektronik mehr nötig.
Die beiden Systeme werden einfach über ein Kabel verbunden, da ein System die Signale mehrerer C-Bügel parallel verarbeiten kann. Damit wird mit nur einem System an zwei Messstellen der gesamte Beschichtungsprozess überwacht und geregelt.
Herausfordernde Konstruktion
Besondere Herausforderung bei der Konstruktion eines derartigen Messsystems ist die Stabilität der Messung. Da der Messbügel im Differenzverfahren die Dicke des Objekts erfasst, ist für die Berechung der genaue Abstand der beiden Sensoren zueinander wichtig. Weil das System mit Mikrometer-Auflösung arbeitet, muss der Abstand der Sensoren bis auf den Mikrometer genau konstant bleiben und dies auch bei industriellen Bedingungen. Selbst bei Vibrationen der Anlage, wie durch einen vorbeifahrenden Gabelstapler verursacht, darf sich die Distanz nicht ändern. Oder bei thermischen Schwankungen. Bereits ein Luftzug durch ein geöffnetes Hallentor verursacht bei herkömmlichen Systemen eine Änderung der Maße im Mikrometerbereich. Nur durch jahrelange Erfahrungen und durch das Know-How vieler anderer Anlagen lässt sich ein System mit Mikrometerpräzision entwickeln. Aufgrund der Stabilität ist auch die maximale Spurtiefe auf 1000 mm beschränkt. Soll die Spur weiter als 1000 mm von der Kante des Bandmaterials entfernt sein, so wird auf ein System mit O-Rahmen verwiesen, an dem die Messtechnik dann auch traversierend verbaut werden kann.
Der C-Bügel ist vielseitig in der Anwendung. Er kann auch für Kunststoffe oder für Objekte aus Holz angewendet werden. Grundsätzlich kann dieses Messsystem an jedem Bandförmigen Objekt angewendet werden, bei dem die Dicke gemessen werden muss.
Micro-Epsilon Messtechnik, Ortenburg
Teilen:







{kind=link}