

Akustische Prüfmethoden haben sich in der Fertigung als Qualitätskriterium etabliert. Die vielfach noch durchgeführte subjektive Prüfung von Baugruppen und Komponenten wird immer weiter automatisiert. Nachfolgend wird ein Überblick gegeben über die Einsatzgebiete, anhand konkreter Beispiele von der klassischen Geräuschprüfung an Elektromotoren über berührungslose Drehzahlberechnung unzugänglicher, rotierender Teile anhand von Schwingungen bis hin zu innovativen Verfahren zur Rissprüfung von Tondachziegeln auf dem laufenden Band im Sekundentakt.
Dipl.-Inform.(FH) Michael Kiefer, Geschäftsführer RTE, Pfinztal
Grundsätzlich lässt sich die akustische Prüfung in zwei Bereiche unterteilen, die Geräusch- oder Schwingungsprüfung und die Resonanz- oder Klanganalyse. In beiden Fällen wird die Qualität des Prüflings aufgrund seiner akustischen Eigenschaften bewertet, um Fehler an Bauteilen oder im Prozess zu erkennen. Ob ein Geräusch schön klingt, lässt sich bisher nicht in Bewertungskriterien fassen, da dies auch im Auge (oder Ohr) des Betrachters liegt und wesentlich von seinen persönlichen Erfahrungen abhängt.
Der erste Schritt für eine erfolgreiche Umsetzung akustischer Prüftechnik ist immer, sich mit dem Produkt auseinander zu setzen und es möglichst umfassend zu verstehen. Nur so ist es möglich, eine Geräusch – FMEA durchzuführen und aufgrund der Erkenntnisse über das Produkt auf die akustischen Eigenschaften Rückschlüsse zu ziehen.
Der zweite Schritt ist die Betrachtung der Fertigungsumgebung und des Prozesses. Sind diese nicht bekannt oder nicht beherrscht, so führen sie zu einem instabilen Prüfprozess, der keine reproduzierbaren Ergebnisse liefert.
Geräusch- oder Schwingungsprüfung
Bei der Geräuschprüfung werden Bauteile untersucht, die im Betrieb Schwingungen erzeugen und damit Geräusche, die auf der einen Seite beim Menschen störend empfunden werden, auf der anderen Seite Rückschlüsse auf Produktionsfehler zulassen. Das einfachste Beispiel ist die Überwachung der Unwucht eines Elektromotors. Der Motor regt sein Gehäuse mit der Frequenz seiner Drehzahl zu Schwingungen an. Je größer die Unwucht, um so mehr wird die Frequenz angeregt. Diese kann in einem begrenzten Frequenzband gemessen und bewertet werden. So lässt sich aus einer Vielzahl von Frequenzkomponenten auf bestimmte Fehlerursachen und sogar Bauteile schließen. Wurden diese Methoden zuerst hauptsächlich in der Automobilindustrie eingesetzt, so hat sich in den letzten Jahren die akustische Prüftechnik auch in der Haustechnik bei Jalousie-, Tür- und Toröffnern, in der Medizin bei Gehhilfen wie motorisierten Rollstühlen oder Prothesen und auch in exotischen Bereichen wie der Papierprüfung oder das Kratzverhalten von Schreibfedern ausgeweitet.
Um das komplexe Organ des menschlichen Gehörs besser abbilden zu können, werden zur klassischen Frequenzanalyse neue Verfahren wie Rauhigkeit oder Schärfe eingesetzt, die das Empfinden des Menschen besser abbilden können. Dies lässt sich sehr gut anhand der Amplitudenmodulation zeigen. Bei der Amplitudenmodulation wird eine Trägerfrequenz mit einer zweiten Frequenz überlagert. Dies führt beispielsweise bei einem Elektromotor unter Belastung zu einem leiernden Geräusch. Insbesondere bei einer Modulationsfrequenz zwischen 20Hz und 250Hz ergibt sich eine wahrnehmbare Rauhigkeit. Die größte Rauhigkeit wird bei einer Modulationsfrequenz von 70Hz empfunden. Bei einer Amplitudenmodulation zwischen 1 und 20Hz spricht man auch von Grummelgeräuschen. Das menschliche Gehör reagiert bei einer Modulationsfrequenz von 4Hz besonders sensibel. Das liegt vermutlich daran, dass die bevorzugte Modulationsfrequenz menschlicher Sprache, die Silbenfrequenz, ebenfalls bei 4 Hz liegt (Plomb 1983, Fastl 1984).
Um brauchbare Ergebnisse zu erzielen, muss die Prüfung unter möglichst realistischen Bedingungen, nahe der späteren Einbausituation durchgeführt werden. Dazu ist eine Entkopplung von Störgrößen wie Luft- und Trittschall zwingend notwendig. Die Befestigung des Prüflings muss an den späteren Befestigungspunkten vorgenommen werden, um den Bauteil die Möglichkeit zur Schwingung zu geben (Bild 1). Meist wird eine berührende Messung über Beschleunigungssensoren durchgeführt, die direkt am Prüfling befestigt werden. Die Position der Sensorik ist entscheidend für die Messergebnisse, da beispielsweise an einer Gehäuseversteifung nur eine geringe Schwingamplitude zu erwarten ist. Der optimale Messpunkt kann experimentell, oder beispielsweise über ein Laser-Scanning ermittelt werden, bei dem das Schwingverhalten visualisiert wird.
Prozesskontrolle
Eine Vielzahl von Anwendungen erschließt sich der Akustik in der Prozesskontrolle. Viele Ereignisse werden hier akustisch vom Menschen überwacht oder als Signal für einen bestimmten Betriebszustand gewertet. Nachfolgend zeigen zwei Beispiel, wie hier akustische Ereignisse ausgewertet werden können.
In der Endmontage am Band bei Porsche werden zu jedem Fahrzeug die Reifen auf die ausgewählten Felgen gezogen und befüllt. Dabei muss sicher gestellt werden, dass der Reifen in die Felge eingesprungen ist. Dies wurde dadurch erreicht, dass alle Reifen auf 5 bar aufgefüllt und anschließend der Reifendruck auf die notwendigen 2,5 bar abgesenkt wurde. Beim Einsprung des Reifens in die Felge wird ein impulshafter Knall erzeugt, der mit Hilfe eines Mikrofons erfasst und mit einer nachgeschalteten Einheit ausgewertet wird. Nachdem beide akustischen Ereignisse für die innere und äußere Felgenschulter aufgetreten sind, kann auf den Betriebsdruck gefüllt werden. Eine Auswertung der Ereignisse zeigte, dass 97% der Reifen bereits bei einem Druck unter 2,5 bar eingesprungen waren und somit nicht mehr auf die 5 bar aufgefüllt werden mussten.
Im zweiten Beispiel soll die Drehzahl eines Elektromotors ermittelt werden. Alle gängigen Verfahren wie optische Sensoren oder die Auswertung des Stromsignals konnten nicht angewendet werden, da der Motor vollkommen gekapselt in einem Gehäuse integriert ist und über eine Elektronik angesteuert wird. Hier wird nun der Effekt ausgenutzt, dass der Motor das Gehäuse mit der Frequenz seiner Drehzahl in Schwingung versetzt. Diese Schwingungen werden über einen Körperschallsensor aufgenommen und spektral analysiert. Über eine gezielte Suche im Spektrum kann aus der dominanten Linie wieder auf die Drehzahl des Motors zurückgerechnet werden. Dieses Verfahren wird erfolgreich bei der Prüfung von Standheizungen eingesetzt.
Resonanzanalyse
Wenn man einen Körper anschlägt, dann schwingt er in seinen Resonanzfrequenzen. Bei der akustischen Materialprüfung nutzt man nun diesen Effekt, um auf den Zustand des Prüfobjektes zu schließen. Aus den Resonanzfrequenzen lassen sich werkstückspezifische akustische Kennwerte (finger print) berechnen und damit Gütemerkmalen zuordnen.
Die Resonanzanalyse ist eine volumenorientierte Prüfmethode, die das ganze Prüfobjekt betrachtet. Bei der akustischen Resonanzanalyse wird das Prüfobjekt reproduzierbar erregt (angeschlagen) und der „Klang“ mit einem Mikrofon (Luftschall) oder Laservibrometer (Körperschall) aufgenommen. Die detaillierte und zuverlässige Beurteilung der Prüfobjekte erfolgt über einen Vergleich mit hinterlegten Mustern und ist daher ein vergleichendes Verfahren.
Ein Vorteil der Resonanzanalyse als volumenorientiertes Verfahren ist die Aussage über den Zustand des gesamten Prüfobjektes, weitestgehend unabhängig vom Fehlerort. Die Prüfentscheidung erfolgt innerhalb von wenigen Sekunden – zerstörungsfrei und ohne Umweltbelastung. Dieses Verfahren erlaubt daher eine schnelle Beurteilung und ergänzt die klassischen zerstörungsfreie Prüfmethoden.
Entscheidend für die Umsetzbarkeit der Prüfverfahren in den Herstellungs- und Fertigungsprozess ist die Schnelligkeit der Prüfung und damit der Kosten-/Nutzenfaktor einer Prüfanlage. Im Allgemeinen ist man mit der Taktzeit an die Serienproduktion gebunden, wodurch nur eine teil- oder vollautomatische Anlage diese Anforderungen erfüllen kann.
Wesentliche Voraussetzung für die erfolgreiche Anwendung in der Serienprüfung ist das Engineering. Dabei muss man sich systematisch mit dem Prüfobjekt, dem Material, der Lagerung bei der stoßweisen oder kontinuierlichen piezoelektrischen Anregung, geeigneten Anregungs- und Messposition sowie der geeigneten Sensorik befassen.
Ein Anwendungsbeispiel ist die Rissprüfung an Gehäusedeckeln aus Aludruckguss. Durch die verschiedenen Bearbeitungsvorgänge wie Drehen, Bohren, Fräsen und Schleifen können Risse im Körper entstehen, die nicht toleriert werden.
Durch einen Roboter werden die Prüfobjekte dem Band entnommen und in der Prüfanlage abgelegt. Damit werden alle Prüfobjekte in der gleichen Weise in das Prüfnest der akustischen Resonanzanalyse orientiert. Bei dieser Anlage erfolgt eine Mehrfachmessung, wobei das Prüfobjekt aus mehreren Richtung angeregt wird. Die Kombination der Ergebnisse wird zu einem Gesamtergebnis zusammengefasst. Nach der Prüfung wird das Teil über einen zweiten Greifarm entnommen und in die Ausgabestelle abgelegt. Als NIO (nicht in Ordnung) klassifizierte Teile werden über eine Ablage überwacht ausgeschleust.
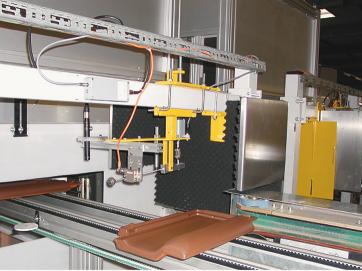
Eine weitaus größere Herausforderung stellt die Prüfung von Naturprodukten wie Dachpfannen dar. Da der Rohstoff Ton im Vergleich zu den metallischen Produkten einer relativ großen Schwankung unterliegt, die wiederum Auswirkungen auf das Resonanzverhalten des Prüflings haben, war es bisher nicht möglich, diese mit akustischen Verfahren automatisiert auf Risse zu prüfen. Hier war eine subjektive 100% Prüfung durch Anschlagen der Dachpfannen vermutlich bereits seit Jahrhunderten Stand der Technik.
Durch ein neuartiges Verfahren ist es der Firma RTE nun gelungen, die komplexen Variationen des Fertigungsprozesses zu kompensieren und so eine normierte Frequenzanalyse durchzuführen. Sämtliche Produktionsstandorte der Firma Lafarge Dachsysteme in Deutschland wurden damit ausgerüstet. Die entscheidende Grundlage für reproduzierbare Ergebnisse war die mechanische Anregung. Hier wurden viele Anschlagvarianten und Anschlagpunkte getestet. Bild 2 zeigt die Anschlageinheit mit einem integrierten Mikrofon. Die Dachpfannen werden in der Vorbeifahrt angeregt und geprüft. Innerhalb einer Sekunde steht das Ergebnis fest und wird an die Bandsteuerung übergeben.
Zusammenfassung
Wie alle oben angeführten Beispiele zeigen, führt der Erfolg akustische Mess- und Prüftechnik nur über die ganzheitliche Betrachtung der Aufgabenstellung. Ohne das Verständnis von Produkt, Prozess und Umwelt sind diese Aufgaben nicht zu lösen. Entscheidend ist das Engineering, die eingesetzten Produkte zur Umsetzung sind dabei zweitrangig. RTE kann dabei auf eine 20 jährige Erfahrung zurückblicken und bietet seinen Kunden schlüsselfertige Anlagen.
Ausblick
Das Potenzial der akustischen Prüftechnik ist noch lange nicht ausgeschöpft. Vielerorts wird noch subjektiv geprüft oder werden akustische Ereignisse eher zufällig von Mitarbeitern erkannt und verwertet. Die Akustik wird als Informationslieferant in den nächsten Jahren an Bedeutung gewinnen und hier bisherige aufwändigere Verfahren ergänzen oder ganz ersetzen. Die Mobilität wird durch die Weiterentwicklung der Miniaturisierung vorangetrieben und kann speziell bei der Überwachung manueller Montagevorgänge (z. B. Steckermontage, Einrastkontrolle) eine nachgeschaltete optische Prüfung ersetzen.
RTE Akustik + Prüftechnik, Pfinztal
QE 547
Teilen:







{kind=link}