


Makellose Qualität von Bauteilen ist für die weltweit führenden Autohersteller ein unabdingbarer Bestandteil in der Auftragsvergabe. Aus diesem Grund verwendet die Miniature Precision Components Inc. (MPC), Inspektions-Sensoren, um die automatisierte Montage von Öleinfülldeckeln fehlerfrei zu gewährleisten.
Dipl.-Ing. Kamillo Weiß, Foto- und Fachjournalist (Nach Unterlagen von Cognex) Tel. 0711/755956, Fax 0711/752198 Kamillo.Weiss@kamillo-pr.de
Die vier Fertigungswerke von MPC beliefern die Automobilindustrie und andere Branchen mit hochwertigen Spritzgussteilen und -baugruppen. Einwandfreie Qualität ist für das Unternehmen mehr als nur Verpflichtung. Der Hersteller ist seit 1989 einer der bevorzugten Q1 Lieferanten von Ford und hat zahlreiche Lieferantenauszeichnungen von GM, Nissan, Harley Davidson und Chrysler bekommen.
Qualität durch optimierte Automatisierung
„Wir steigern die Qualität durch effiziente Automatisierung. Die Bildverarbeitungssysteme sind sehr wichtige Bestandteile unserer Automatisierungsstrategie in den letzten sieben Jahren”, erläutert Shane Harsha, der Leiter der Fertigungstechnik von MPC.
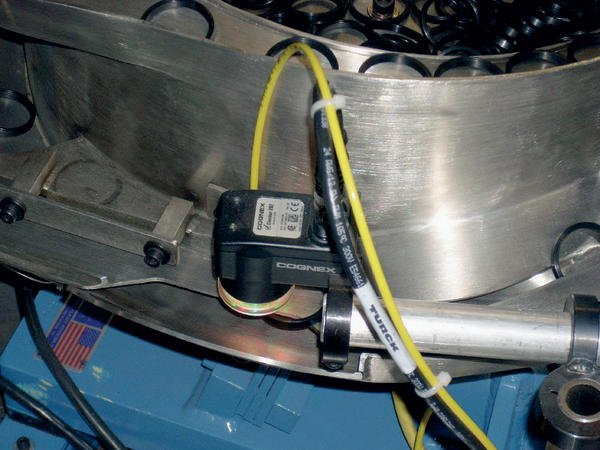
Das automatisierte Montagesystem für Öleinfülldeckel ist ein typisches Beispiel. Der zuständige Fertigungsleiter hat die herkömmliche Werkzeug- und Sensortechnik durch die Vision-Sensoren der Produktfamilie Checker von Cognex erweitert. Diese Aufrüstung garantiert eine stark verbesserte Wiederholgenauigkeit. Die Produktion von fehlerfreien Öleinfülldeckeln konnte dadurch effektiver gestaltet und der ganze Prozess optimiert werden.
„Da die Checker Vision-Sensoren besonders einfach einzurichten und aufzubauen sind, bieten sie eine kostengünstige Lösung für Inspektionen, bei denen herkömmliche Sensorlösungen nicht zuverlässig sind und ein komplettes Bildverarbeitungssystem zu teuer ist”, erläutert Harsha.
Fehlerfreie Millionenauflage
Das Montagesystem von MPC für Öleinfülldeckel montiert O-Ringe in geformte Thermoplastikdeckel und bringt oben auf den Deckeln einen Aufdruck an. Das System verwendet zwei Vibrationsförderer, einer führt dem Prozess die O-Ringe zu und der andere die Öleinfülldeckel. Am Ende des Inline-Förderers übergibt ein Beschickungsarm die O-Ringe an die erste Station auf einer Montagedrehscheibe.
Sobald ein O-Ring in eine Spannvorrichtung auf der Scheibe eingelegt ist, wird zur zweiten Station weitergeschaltet. Dort führt ein weiterer Inline-Förderer blanke Deckel einem zweiten Beschickungsarm zu, der die Deckel oben auf die eingelegten Dichtungen drückt. Um den Prozess abzuschließen, läuft die montierte Deckel-/Dichtungsbaugruppe auf der Drehscheibe durch die Druck- und Endkontrollstationen.
Die genaue Kontrolle der Ausrichtung von O-Ring und Deckel ist sehr wichtig. Nur die richtig eingesetzte Dichtung gewährleistet die einwandfreie Funktion der Deckel. Der Öleinfülldeckel muss vor dem Aufdrucken des Symboles „Ölkanne“ richtig ausgerichtet sein, um auch hier die strengen Qualitätsanforderungen zu erfüllen.
Da sich die mechanischen Werkzeuge und konventionellen Sensoren im Montagesystem für die Öleinfülldeckel als unzuverlässig herausgestellt haben, wählte MPC drei Checker 202 Bildverarbeitungssensoren, welche die richtige Ausrichtung von O-Ring und Deckel sicherstellen. Ein Vorteil des Checker 202 liegt darin, dass er über eine integrierte sogenannte Leiterlogik (ladder logic) verfüg. Damit wird das Koordinieren von Kontrollergebnissen mit den nächsten Steuerungsschritten der SPS unterstützt. Das ermöglicht den effektiven Einsatz von kontaktplangesteuerten und ablaufgesteuerten Regelungen innerhalb einer vorgegebenen Regelstrategie.
Der erste Vision-Sensor erfasst umgedrehte O-Ringe zwischen dem Vibrationsförderer und dem Inline-Förderer. Ein zweiter Bildverarbeitungssensor überprüft, dass der O-Ring richtig in der Spannvorrichtung auf der Scheibe positioniert ist, bevor der Deckel aufgepresst wird. Der dritte Checker stellt sicher, dass der Deckel vor der Montage mit dem Aufdruck richtig ausgerichtet ist.
Jeder O-Ring besitzt auf einer Seite einen Dichtungswulst. Der Dichtungswulst muss nach unten zeigen, wenn die Dichtung auf die Montagescheibe gelangt. Wenn nicht, schaltet die Maschine ab. Der Bediener muss vor dem Neustart der Maschine eingreifen und die Dichtung neu ausrichten. Die vormals mechanische Einrichtung im Vibrationsförderer zur korrekten Lage des O-Rings erwies sich als unzuverlässig, was häufig zum Maschinenstillstand führte und den Produktionsfluss reduzierte. Dadurch konnte die Fertigungsrate von 360 auf 200 Deckel pro Stunde sinken. Auf das Jahr hochgerechnet ergab dies nicht tolerierbare Kosten in der Größenordnung von etwa 120.000 $. Allein schon dieser Aspekt erzwang die Notwendigkeit neuer Lösungsansätze.
Einfache Einrichtung, leistungsstarker Betrieb
Harsha und sein Team überprüften die Angebote und Leistungsmerkmale der am Markt erhältlichen Vision-Sensoren. Die Entscheidung fiel nach der Machbarkeitspräsentation zu Gunsten der Inspektions-Sensoren aus der Produktfamilie Checker 200 von Cognex.
Zu seinen Erfahrungen bemerkt Harsha: “Dank geringer Größe, eingebauter Beleuchtung, variablem Arbeitsabstand, Leiterlogik und Freilauffähigkeit sind diese Geräte leicht zu installieren. Sie müssen nicht an eine SPS angeschlossen werden, es müssen keine Triggersensoren installiert und verkabelt werden, und durch die Einrichtung in vier Schritten ist das der einfachste Bildverarbeitungssensor, den ich je verwendet habe”.
Im Gegensatz zu den klassischen Bildverarbeitungssystemen konnte man die gesamte Inspektion mit dem Checker in wenigen Minuten einrichten.
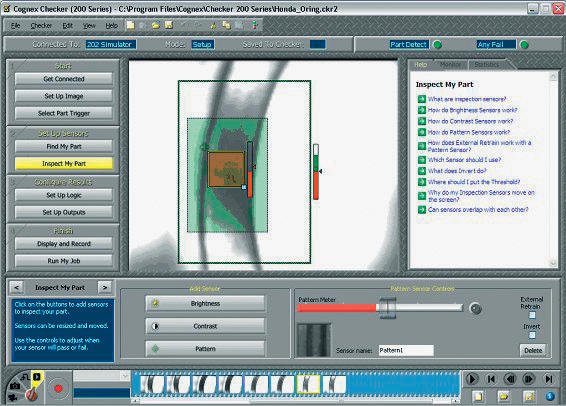
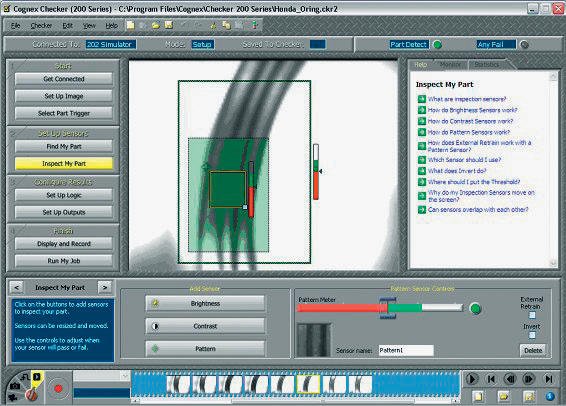
Die Verwendung von Checker ist so einfach: Den integrierten Teilelokalisierungssensor auswählen und dann die Inspektionssensoren auf die zu inspizierenden Merkmale stellen.
Das Gerät enthält drei Typen von Inspektionssensoren, die sich für eine Vielzahl von Anwendungen in vielen Industriebereichen eignen:
- Helligkeitssensoren suchen helle und dunkle Bereiche
- Kontrastsensoren überprüfen Merkmale, die helle und dunkle Bereiche wie zum Beispiel Datencodes, Linien und Barcodes enthalten
- Mustersensoren wissen wie ein Merkmal aussieht und signalisieren, wenn es fleckig ist.
Um umgedrehte O-Ringe in dieser Anwendung zu erkennen, wurde der Checker 202 so eingerichtet, dass der Teilelokalisierungssensor zuerst nach dem O-Ring im Bild sucht. Dann wird der Mustersensor an der richtigen Stelle angebracht, um das Vorhandensein bzw. Nichtvorhandensein des Dichtungswulstes zu kontrollieren. Der Mustersensor bleibt in einer festen Position zum Teilelokalisierungssensor, so dass er immer an der richtigen Stelle ist, um die Form des Dichtungswulstes zu suchen. Wenn der Dichtungswulst fehlt, sendet der Bildverarbeitungssensor ein Signal über einen Optokoppler direkt an ein pneumatisches Magnetventil, das den umgekehrten O-Ring von der Linie zurück in den Vibrationsförderer bläst. Für den extrem schnell arbeitenden Checker waren die geforderten Taktraten ein leichtes Spiel.
Da die Lösung dieser Aufgabe in Einrichtung, Installierung und Programmierung des Inspektionssensors weniger als eine Stunde dauerte, wurde beschlossen, den Montageprozess der Öleinfülldeckel durch zwei weitere Sensoren zu verbessern und völlig fehlerfrei zu gestalten.
Beide Sensoren werden in der nächsten Station verwendet, wo der Deckel auf den O-Ring aufgepresst wird. Einer ist auf dem beweglichen Beschickungsarm montiert. Der zweite ist über dem Inline-Förderer, der die Deckel dem Prozess zuführt, montiert.
Einfacher Weg zur Null-Fehler-Rate
Der Checker am beweglichen Arm wird fast genauso eingerichtet wie der Sensor am Vibrationsförderer. Zuerst wird mit dem Sensor für die Teilelokalisierung der O-Ring im Bild gesucht, dann kontrolliert der Mustersensor das Vorhandensein bzw. Nichtvorhandensein des Dichtungswulstes. So gewährleistet der Inspektionssensor, dass der O-Ring vor dem Aufpressen des Deckels richtig eingelegt ist.
Der dritte Checker wurde über dem Inline-Förderer – der die Deckel dem Prozess zuführt – montiert. Genau oberhalb des Beschickungsarms, der den Deckel und O-Ringe auf die Montagescheibe presst.
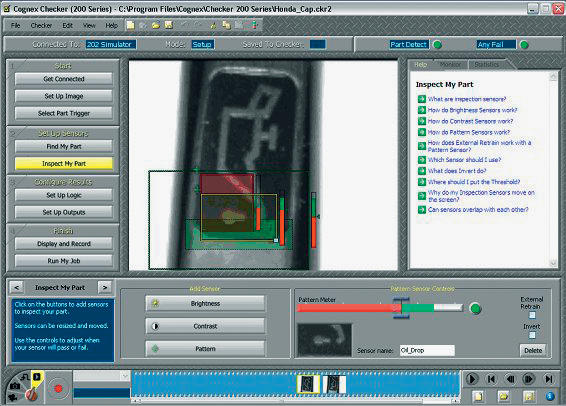
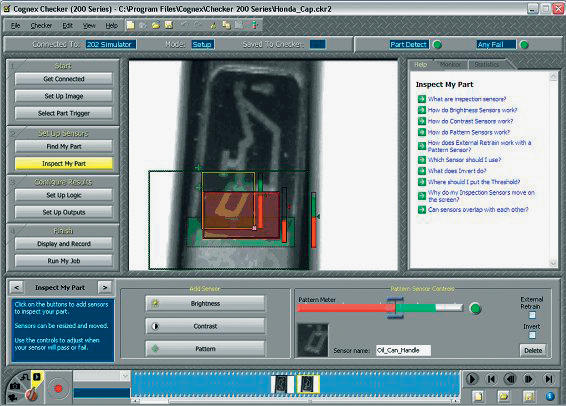
Dieser Sensor überprüft die Ausrichtung des Deckels, dessen Einrichtung sich ebenfalls sehr einfach gestaltet. Zuerst wird dem Sensor die Teilelokalisierung beigebracht. Er erkennt den Eckenradius des Öleinfülldeckels und dann werden zwei Mustersensoren so eingerichtet, dass sie die grafische Darstellung von Ölkannengriff und Öltropfen erkennen. Im Checker können prinzipiell beliebig viele sich sogar überlappende Mustersensoren eingerichtet werden. Über die eingelernten Muster bestimmt er exakt die Ausrichtung des Deckels. Wenn richtig ausgerichtet, dann signalisiert der Sensor dem Beschickungsarm, dass er den Deckel vor dem Ablegen auf der Montagescheibe um 180 Grad drehen muss. Durch die Checker konnte man eine Null-Fehler-Rate im Fertigungsprozess erzielen, die Taktraten auf einem hohen Niveau stabilisieren und gleichzeitig den Ausschuss auf ein Minimum reduzieren. Dementsprechend ergab sich ein mehr als beeindruckendes Ergebnis in der Amortisation. Die damit gemachten Erfahrungen in der Gestaltung günstigerer Fertigungsprozesse und die daraus folgenden wirtschaftlichen Vorteile führten bereits zur Überprüfung weiterer Fertigungsschritte und deren Optimierungsmöglichkeiten. Die Leistungsfähigkeit des Checkers liefert perfekte Lösungen für viele weitere Anwendungen der Inspektion und Fehlerbeseitigung.
Cognex Germany, Karlsruhe
Messe VISION: Halle 4, Stand D71
QE 529
Unsere Webinar-Empfehlung

Websession Quality Day zu den Themen „Medizintechnik" sowie "Kunststoffverarbeitung"
Teilen:







{kind=link}