

Rasante Produktion und gleichzeitig extreme Qualitätssicherheit duldet heutzutage keinen Widerspruch. Am markanten Beispiel der Fertigung von Lampen für die Automobilindustrie im Philips-Werk in Chartres/Frankreich wird dies besonders deutlich.
Kamillo Weiß, Fachjournalist, Leinfelden
Als Spezialist und größter Hersteller von Indikatorenlampen gehen diese Beleuchtungskörper in die ganze Welt. Die gesamte Produktion wird zu 100% der Qualitätskontrolle und der Fertigungsüberwachung unterworfen. Jedes Element der Beleuchtungskörper (der Sockel, der Glühfaden, das Glas usw.) wird sowohl auf Maßgenauigkeit als auch auf viele weitere Merkmale überprüft. Philips hat sich eine Ausfallquote von weniger als 10 ppm (parts per million) zum Ziel gesetzt. Bei einem Produktionstempo von 8.000 Beleuchtungskörpern pro Stunde ist nur ein leistungsstarkes industrielles Bildverarbeitungssystem in der Lage diese Kontrollen zuverlässig zu gewährleisten. Durch die leistungsstarken Vision-Sensoren In-Sight konnte man auf ein PC-basiertes System verzichten.
Lösung mit Nachhaltigkeit
Die Anwendungen optischer Kontrollsysteme für Glasprodukte sind immer komplex, wegen der natürlichen Schwankungen der Bauteilbeschaffenheit. Bedingt durch die im Laufe des Jahres 2000 zunehmende Notwendigkeit des Einsatzes industrieller Bildverarbeitungssysteme hatte sich Philips dazu entschlossen, eine Reihe auf dem Markt angebotener verschiedener Bildverarbeitungssysteme zu testen. Ziel dieser eingehenden Untersuchung war es, für alle derartigen Anwendungen eine gewisse Standardlösung zu finden. Anforderung war neben der zügigen Aufgabenrealisierung auch die deutliche Reduzierung von Aufwand und Kosten für Einrichtung, Schulung und Instandhaltung derartiger Systeme.
Als wichtige Entscheidungskriterien von Philips für die Familie der In-Sight Vision-Sensoren von Cognex erwiesen sich: Die einfache Installation der kompakten Vision-Sensoren als Stand-alone-Einheit direkt vor Ort, die integrierte Ethernetschnittstelle für die Datenkommunikation, die herausragende Leistungsfähigkeit der äußerst feinfühlig und sicher arbeitenden Bildverarbeitungs-Tools, die einfache Bedieneroberfläche, und die dialogorientierte grafisch unterstützte Programmierung. Inzwischen sind mehr als 20 In-Sight Systeme allein im Werk Chartres installiert.
Im Sinne einer Kosten minimierenden und effizienteren Fertigung gilt es frühzeitig fehlerhafte Teile – noch vor jedem weiteren Schritt wertsteigernder Maßnahmen – im Produktionsprozess zu identifizieren und auszusortieren. Aufgrund einer genauen Kostenverfolgung für jede Komponente der Beleuchtungskörper ist eine gute finanzielle Rechtfertigung für die Implementation eines Visionsystems direkt im Produktionsfluss gegeben. Dadurch wird die Ausschussrate der komplett montierten Beleuchtungskörper begrenzt. Aus diesem Grund ist das Werk Chartres sowohl mit In-line Prüfsystemen, als auch mit Systemen für die Endkontrolle ausgestattet. Im Jahr 2003 wurden die Fertigungsstraßen für die T10-Lampen mit einem Abschlussprüfsystem der visuellen Inspektion ausgerüstet.
Eines der grundlegenden Ziele war eine deutliche Steigerung in der Lebensdauer der Lampen. Außerdem war die Sicherstellung der geometrischen Maßhaltigkeit für die weitere fehlerfreie Handhabung von Zentraler Bedeutung. Dadurch können die Lampen vom OEM oder vom Automobilhersteller vollautomatisch in die Fahrzeuge eingebaut werden.
Prüfalgorithmen höchster Zuverlässigkeit
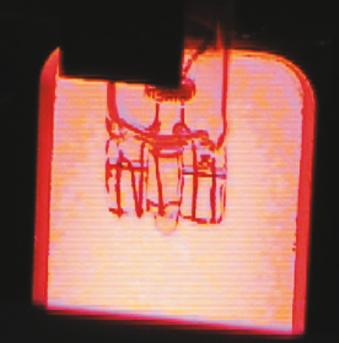
Die einzelnen Komponenten der Lampen müssen innerhalb sehr genauer Toleranzen zusammengefügt werden. Das Bildverarbeitungssystem muss einerseits die Durchführung der Prüfungen sicher gewährleisten und andererseits aber auch den normalen Schwankungen und Abweichungen der Glaskomponenten Rechnung tragen. Diese Abweichungen können aufgrund der Zusammensetzung des Glasmaterials manchmal kritisch werden. Die Art und Weise der Montage des Glases, des Glühfadens und der Metallhalterungen der Wendel bedingt, dass jeder Beleuchtungskörper seine eigenen charakteristischen Merkmale hat. Am Prüfort unterscheidet sich jeder Beleuchtungskörper vom vorhergehenden und vom nachfolgenden. Die Abbildung des Kolbens variiert ebenfalls, je nach der Farbe des verwendeten Glases oder in Abhängigkeit von den auftretenden Spiegelungen der verwendeten Metallteile. Deshalb ist es für das Visionsystem eine wirkliche Herausforderung, diese von der Beschaffenheit des Produkts verursachten Variationen in definierbarer Bandbreite zu akzeptieren. Es gilt nur jene Beleuchtungskörper auszusortieren, die wirklich fehlerhaft sind.
Aufgaben der beiden In-Sight Systeme sind:
- der erste Vision-Sensor In-Sight 1000 kontrolliert den Lampensockel
- das zweite Prüfsystem mit In-Sight 4000 kontrolliert die aus Sockel und Kolben bestehende Montageeinheit. (Die Kamera verwendet hier ein raffiniertes Prismensystem, wodurch das Produkt von zwei Seiten kontrolliert werden kann.)
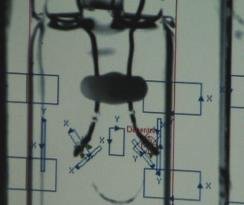
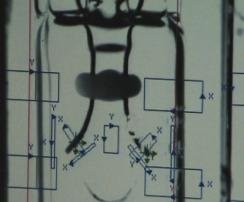
Die nachfolgenden Abbildungen demonstrieren die Bandbreite der Abweichungen der zu prüfenden Produkte. Der in der linken Abbildung gezeigte Kolben ist fehlerhaft, weil er zu weit außerhalb der Mitte platziert ist. Obwohl der Metallfaden des in der rechten Abbildung gezeigten Beleuchtungskörpers durch eine Lichtbrechung im Glaskolben kaum sichtbar ist, wird die Lampe als in Ordnung registriert. Für die zuverlässige Auffindung der komplexen Merkmale und für die richtige Entscheidung hinsichtlich Akzeptanz / Zurückweisung ist die umfangreiche Leistungsfähigkeit der Cognex Vision-Tools, wie z. B. PatFind, erforderlich.
Die Anforderungen dieser Anwendung können von den Cognex Vision-Tools perfekt erfüllt werden. Die unterschiedlichsten geometrischen Werkzeuge (die Erfassung von Kanten – gerade Linien oder Kreisbögen – Segmenten, Konstruktionslinien, Kreise und Schnittpunkte, die Berechnung von Abständen zwischen Punkten oder zwischen einem Punkt und einer geraden Linie) werden bei dieser Anwendung eingesetzt. Sie erlauben die Berechnung der Symmetrieachsen des Produktes, und die Berechnung der Abstände in Bezug auf die Achsen. Sie ermöglichen auch die äußerst flexible Durchführung vieler Einrichtarbeiten und die schnelle Erfassung aller notwendigen Maße des einzulernenden Musterteiles. Die Flexibilität und Robustheit des PatFind Werkzeugs ermöglichen die korrekte Erfassung und Berücksichtigung definierbarer Abweichungen des Glases, sowohl im Hinblick auf die Geometrie als auch hinsichtlich der Nuancen des Farbtons.
Die schnelle Beherrschung der Bildverarbeitungssysteme durch das Personal und die Verminderung der Instandhaltungskosten hat sich bestätigt. „Es gibt für uns keinen Grund einen Fachmann für industrielle Bildverarbeitungssysteme zu beschäftigen“, sagt Jean Leriche, technischer Werksleiter. „Unsere eigenen Kenntnisse der Abläufe hat uns die Optimierung der Anwendung ermöglicht“.
Nachdem das System seit einigen Monaten in Betrieb ist, sind die Verantwortlichen von Philips mit den erzielten Ergebnissen und der Leistungsfähigkeit der Vision-Sensoren In-Sight sehr zufrieden. Deshalb befindet man sich bereits in der Ausweitung der Anwendungen von Bildverarbeitungssystemen am Standort Chartres. Dieses Beispiel zeigt die Nutzung der Vernetzungsmöglichkeiten der In-Sight 1000 und In-Sight 4000 Vision-Sensoren mit integrierter Ethernet-Schnittstelle zur Prozessoptimierung, die lückenlose Dokumentation mit Bildspeicherung fehlerhafter Produkte, und die vollständige Rückverfolgbarkeit im Prozess. Gegenwärtig laufen Projekte zur Untersuchung neuer Anwendungen für andere Produkte.
QE 524
Teilen:







{kind=link}