



Eine individuelle Fertigungssteuerung ist ohne Identifizierung der unterschiedlichen Komponenten kaum denkbar. Neben Qualitätsaspekten rücken zunehmend auch Vermarktungsstrategien in den Blickpunkt, wenn es um die Rück- oder Nachverfolgbarkeit von Teilen geht: So entsteht das Wunschauto heute aus einem Baukasten genau bekannter Komponenten. Die Voraussetzung dafür: Data Matrix Codes (DMC) und eine leistungsfähige Sensorik, wie in der Gießerei eines führenden bayerischen Automobilherstellers.
Birgit Gottsauner, Automation and Drives, Siemens AG, Nürnberg
Doch grau ist nicht nur alle Theorie… Grau sind zunächst einmal die meisten Gussteile, die in der Gießerei bei BMW im bayerischen Landshut hergestellt werden. Im dortigen Werk arbeiten derzeit rund 3.300 Mitarbeiter in den Bereichen Gießerei, Interieur, Exterieur sowie in der Produktion von Gelenkwellen und Austauschmotoren. Eine Besonderheit der Landshuter Leichtmetallgießerei: Für die Serienproduktion kommen abhängig vom Motorenkonzept, den technologischen Anforderungen und dem Produktionsvolumen fünf verschiedene Gießverfahren zum Einsatz: Sandguss, Niederdruck- und Schwerkraft-Kokillenguss, Druckguss und Lost-Foam-Guss.
So entstehen aus rund 38.000 Tonnen Aluminium und Magnesium jährlich etwa 1,5 Millionen Leichtmetallbauteile für die Kurbelgehäuse und Zylinderköpfe sämtlicher BMW-Motoren, vom Zweizylinder für Motorräder bis hin zum Zwölfzylinder: Die Gussteile werden im Werk auch roh bearbeitet. Abnehmer sind die Motorenwerke des BMW-Konzerns in München, Steyr (Österreich) und Hams Hall (Großbritannien), wo Endbearbeitung und die Motorenmontage erfolgen.
Information im Quadrat
Bei BMW in Landshut hatte man schon früh die Idee, die Gussteile durch einen eindeutigen Code identifizierbar zu machen und diesen mit einem Kamerasystem vollautomatisch auszulesen. Zum Einsatz kommt dabei ein Data Matrix Code (DMC) mit 16×16 Bildpunkten auf einer Fläche 8×8 mm, der früher genadelt wurde und heute mit einem Laser aufgebracht wird. Gespeichert werden eine interne Motornummer, das Produktionsdatum und der Gießplatz. Diese Informationen dienen lediglich zur Identifizierung der Komponenten im Werk. Die eigentlichen Produktions- und Qualitätsdaten für die weitere Fertigungssteuerung und Rückverfolgung werden im Leitrechner in Datenbanken gesammelt und geführt. Der DMC bleibt für die gesamte Fertigung relevant, außer an solchen Stationen, die ihn durch einen eigenen ergänzen bzw. ersetzen.
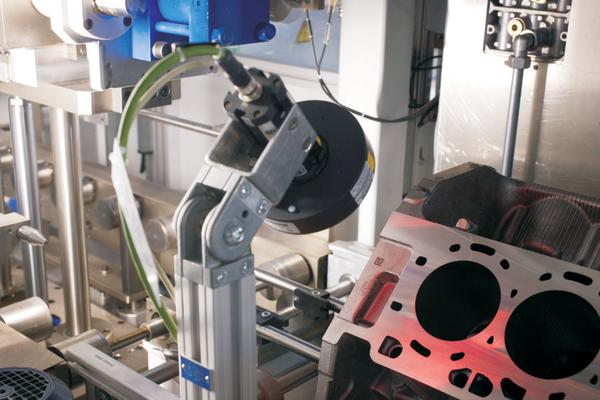
Beim Kamerasystem setzt BMW im Bereich der Rohbearbeitung der Kurbelgehäuse und Zylinderköpfe für den V8-Motor seit 2 Jahren auf Codelesegeräte Simatic VS130-2 von Siemens. Es handelt sich hierbei um ein so genanntes intelligentes Kamerasystem mit eingebauter Bildanalysefunktion, spezialisiert auf die Erkennung codierter Informationen im industriellen Umfeld. Der Sensorkopf sitzt IP65-geschützt in einem Aluminiumprofilgehäuse und arbeitet mit einem CCD-Chip, der wahlweise 640×480 oder 1.024×768 quadratische Pixel auflöst. Mit dem fest eingebauten Fixfokusobjektiv können drei Bildfeldgrößen von 70×50, 40×30 und 20×15 mm erfasst werden. Für mehr Flexibilität bei Objektabstand und Bildfeldgröße ist auch eine Ausführung mit C/CS-Mount-Anschluss lieferbar, mit der weitere Objektive mit entsprechendem Bajonett eingesetzt werden können.
Im rechten Licht
In der Rohbearbeitung werden die Gussteile entgratet und die Angüsse abgefräst, abgesägt oder abgeknackt. Doch schon zuvor müssen die Komponenten anhand des DMC identifiziert werden. Deshalb hat sich als Lichtquelle eine LED-Ringleuchte bewährt, die um das Objektiv herum oder auch abgesetzt montiert werden kann und für optimale Lichtverhältnisse sorgt. BMW setzt in Landshut standardmäßig rotes Blitzlicht (Wellenlänge 680 nm) ein. Für besonders schwierige Kontrastverhältnisse steht im System auch eine Infrarot-Blitzleuchte (880 nm) zur Verfügung.
Die Bildauswertung erfolgt getrennt von der eigentlichen Kamera in einem Auswertegerät, das üblicherweise im Schaltschrank montiert wird, sich aber dank Schutzart IP40 auch für den Einsatz unmittelbar an der Linie eignet. Die Kamera kommuniziert mit dem Auswertegerät über Profibus. Die Analysedaten der Auswertung gelangen über Industrial Ethernet und die jeweilige Zellensteuerung – meist eine SPS Simatic S7 400 – weiter zum Leitrechner der Gießerei.
Für BMW ist gerade die Bildanalyse im Auswertegerät von besonderer Bedeutung. Denn die ursprünglich eingesetzten Kamerasysteme eines anderen Herstellers waren nicht nur ein gutes Stück teurer, sondern benötigten zur Auswertung einen eigenen PC. Insbesondere aus Datensicherheitsgründen und zum Schutz vor Viren ist BMW aber bestrebt, die Anzahl der Rechner im Werksnetz möglichst gering zu halten. Die 25 Codelesegeräte von Siemens, die in der Rohbearbeitung in Landshut mittlerweile im Einsatz sind, kommen dieser Strategie ideal entgegen.
Bestens unterstützt
Hauptproblem bei der automatischen Erkennung des Codes ist der Kontrast der DMC-Bildpunkte zur Oberfläche, denn deren Farbe kann von Gussteil zu Gussteil beträchtlich variieren. Dies um so mehr, wenn die Teile vorher gehärtet werden. Auch deshalb nutzte BMW beim Systemwechsel auf die neue Kamera die Unterstützung durch Siemens. Dies betraf in erster Linie die Auswahl der geeigneten Beleuchtung, damit trotz variierender Farben der Oberfläche sichergestellt werden konnte, dass die aufgelaserten Codes vollautomatisch und fehlerfrei erkannt werden können. Die enge Zusammenarbeit erstreckte sich aber auch auf die Bildverarbeitungssoftware, für die in der Anwendungstechnik bei Siemens in Nürnberg neue Releases geschrieben wurden, um die Bandbreite der verarbeitbaren Bildsignale zu vergrößern. In einer typischen Win-Win-Situation profitierten somit der Kunde von der optimierten Applikation bei sich im Werk und der Hersteller von der Ertüchtigung seines Produkts für neue Anwendungen.
Siemens AG, Nürnberg
QE 527
Teilen:







{kind=link}