


Koordinatenmessgeräte (KMG) spielen in der industriellen Qualitätssicherung mittlerweile eine Schlüsselrolle. Laufende Überwachung dieser Messgeräte müsste daher für deren Betreiber eine Routinetätigkeit sein. Wäre dem so, würden nicht immer wieder Fragen nach dem wie und womit auftauchen.
Die Fragen sind auch gar nicht so einfach zu beantworten. Die Gründe hierfür liegen in der Universalität und Komplexität der KMG. Dies ist auch die Ursache für die vielen Normen- und Richtlinienblätter (DIN EN ISO 10360, VDI/VDE 2617) mit einer ansehnlichen Palette von Prüfkörpern, die zum Thema KMG-Überwachung existieren. Diese Situation kann den normalen KMG-Anwender überfordern. Ein Weg aus diesem Dilemma: Ein seit kurzem erhältlicher universeller Prüfkörper. Software mit normgerechten Steuer- und Auswerteprozeduren für Zeiss KMG komplettiert diese Lösung, die sich KMG-Check nennt. Grundsätzlich müssen Betreiber von KMG jederzeit sicher sein, dass das eingesetzte Messgerät den geforderten Spezifikationen der Messunsicherheit entspricht. Dies wird in Normen und Richtlinien (z.B. DIN EN ISO 9001 und 10012, VDA 6.1) gefordert. Nur durch regelmäßige Überwachung, die in relativ kurzen Zeitabständen durchgeführt werden muss, kann diese Forderung über einen längeren Zeitraum erfüllt werden. Wie aber sollte ein von Anwendern und auch von Herstellern akzeptiertes Überwachungsverfahren aussehen? Ein wichtiger Gesichtspunkt für die Akzeptanz Überwachungsverfahrens besteht darin, dass die Fertigungsmesstechnik und damit auch die Koordinatenmesstechnik zunehmend aus der Hand spezialisierter Messtechniker genommen und in den Produktionsprozess integriert wird. Die Überwachung von KMG muss also einfach, schnell und kostengünstig durchführbar sein. Sie muss zudem eine umfassende Aussage über den messtechnischen Zustand des KMG liefern. Außerdem sollte sie mit Normen und Richtlinien übereinstimmen. Dies bedeutet auch, dass die Überwachung den Anschluss an nationale/internationale Längennormale gewährleisten muss (Abb. 1).
Die Lösung
All diese Anforderungen werden mit dem nachfolgend beschriebenen Überwachungsverfahren KMG-Check erfüllt. Herzstück des Systems ist der universelle Prüfkörper. Dieser ist kalibriert. Außerdem gehört dazu eine normgerechte Steuer- und Auswertesoftware (Abb. 1). Was zeichnet dieses Verfahren aus? Es ist der universelle Prüfkörper, der eine Vielzahl verschiedener Prüfmittel, die häufig vorkommende Geometrien an Werkstücken verkörpern, in sich vereinigt. Körper für die Überwachung unterschiedlicher Leistungsmerkmale eines KMG eingesetzt wurden, können jetzt mit nur einem Prüfkörper
– die Antastabweichung des Messkopfsystems,
– dessen Scanningverhalten das Formmessverhalten die Längenmessabweichungen des KMG und sogar
– die Vierachsenabweichungen bei Verwendung eines Drehtisches
überwacht werden.
Warum wird ein Prüfkörper eingesetzt, der zudem noch kalibriert ist? Prüfkörper sind bei Annahme- und Überwachungsverfahren nicht nur für KMG bereits Standard. Dies ist nicht zuletzt darin begründet, dass ein Prüfkörper ganz ähnlich wie ein normales Werkstück gemessen wird. Der Hauptunterschied besteht darin, dass der Prüfkörper durch Kalibrierung in seinen Abmessungen bekannt ist, während man die des Werkstücks erst durch Messung bestimmen will. Die Informationen über den messtechnischen Zustand des KMG ergeben sich dann aus den Abweichungen zwischen den gemessenen und den kalibrierten Abmessungen des Prüfkörpers. Und die Kalibrierung ist wegen des geforderten Anschlusses des Überwachungsverfahrens an nationale/internationale Längennormale notwendig. Nur so kann die Rückführbarkeit – so nennt man den messtechnischen Vorgang eines Anschlusses an das nationale/internationale Längennormal – sicher gestellt werden.
Universeller Prüfkörper
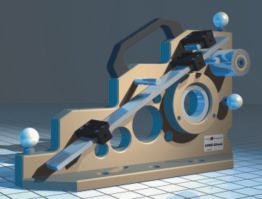
Basis des universellen Prüfkörpers ist ein biegesteifer Grundkörper, auf dem je nach Anwendungsfall hochpräzise, kalibrierte Maßverkörperungen und Formnormale angebracht sind (Abb. 2). Dies sind zwei Parallelendmaße, 50 mm und 400 mm lang, ein Einstellring (Durchmesser 50 mm), ein Kugelnormal aus Keramik (Durchmesser 30 mm) sowie ein so genannter Flickstandard (Durchmesser 50 mm). Dieser Flickstandard – auch Verstärkungsnormal genannt – ist ein Außenzylinder, der zwei angeschliffene Abflachungen mit Tiefen von ca. 10 µm und 250 µm aufweist. Zwei optional erhältliche Keramikkugeln können zusätzlich an den beiden äußeren Enden des Grundkörpers einfach befestigt werden (s. Abb. 2). Sämtliche Maßverkörperungen weisen nur geringe Formabweichungen auf. Messfehler durch unterschiedliche Lage und Anzahl der Antastpunkte können so weitgehend ausgeschlossen werden.
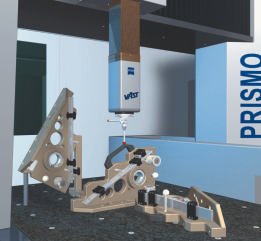
Der universelle Prüfkörper ist für KMG aller Hersteller einsetzbar. Er lässt sich auf Basisplatten oder Geräteschlitten reproduzierbar und stabil befestigen. Adapterwinkel und eine seitliche Auflagefläche ermöglichen ohne großen Aufwand unterschiedliche Orientierungen des Prüfkörpers im Messvolumen des KMG (Abb. 3). Eine umfassende Überwachung des KMG ist damit gewährleistet.
Welche Leistungsmerkmale werden überwacht?
Dies ist zunächst die normgerechte Überwachung des Antastverhaltens des Messkopfsystems nach DIN EN ISO 10360 Teile 2 und 5 und nach VDI/VDE 2617 Blätter 2.1 und 5 bzw. 5.1. Hierfür werden als Formnormale der Einstellring und das seitlich angebrachte Kugelnormal gemessen (s. Abb. 2). Das Kugelnormal wird auch für die Überprüfung der Scanningeigenschaften des Messkopfsystems nach ISO 10360 Teil 4 eingesetzt (s. Abb. 2). Die Leistungsfähigkeit des KMG als Formmessgerät kann mit Hilfe des Einstellrings sowie mit dem Flickstandard in Übereinstimmung mit VDI/VDE 2617 Blatt 2.2 überprüft werden (s. Abb. 2). Neben der Höhe der Abflachungen erhält man dabei die Eigenschaften des verwendeten Filters. Schließlich kann mit den beiden Endmaßen die so genannte Längenmessabweichung (s. Abb. 2) nach DIN EN ISO 10360 Teil 2 und VDI/VDE 2617 Blatt 2.1 abgeschätzt werden. Diese Längenmessabweichung gibt zusätzlich Auskunft über die Geometrie-Genauigkeit des KMG (Führungen, Rechtwinkligkeit). Wird das KMG zusammen mit einem Drehtisch betrieben, kann auch dessen Zusammenwirken mit dem KMG mit dem universellen Prüfkörper geprüft werden. Zu diesem Zweck werden gemäß DIN EN ISO 10360 Teil 3 die beiden in der Höhe versetzten und an den Enden des Grundkörpers angebrachten Kugeln (s. Abb. 2) in verschiedenen Winkelstellungen des Drehtisches gemessen. Daraus werden dann die drei Vierachsenabweichungen berechnet (Drehtisch = vierte Achse).
Steuer- und Auswertesoftware
Die Steuer- und Auswertesoftware ist für alle Zeiss KMG sofort einsetzbar. Natürlich kann sie auch in die Software anderer Hersteller implementiert werden – so bereits realisiert für die Software QUINDOS. Diese Steuer- und Auswertesoftware bietet den normgerechten CNC-Ablauf der Messungen sowie die Auswertung der Messungen und Analyse der Ergebnisse für die Überwachung sämtlicher, oben aufgeführter Leistungsmerkmale des KMG. Die Analyse der Messergebnisse erfolgt auf der Basis von so genannten Überwachungsfaktoren, wie sie im Blatt 5 der VDI/VDE Richtlinie beschrieben sind. Diese Überwachungsfaktoren zeigen mit einer einzigen Zahl den Grad der Ausnutzung des Grenzwertes MPE (MPE = Maximum Permissible Error) an. Sie weisen für ein KMG, dessen ermittelte Abweichungen sich innerhalb MPE befinden, einen Wert zwischen 0 und 1 auf. Diese Faktoren eignen sich damit sehr gut für die Führung von Qualitätsregelkarten. In Abb. 4 ist beispielhaft für die Messung der Antastabweichungen an einer Kugel und die Längenmessabweichungen an den beiden Endmaßen der entsprechende Ausschnitt aus dem Messprotokoll dargestellt. Angegeben sind für die Antastung der Kugel mit Einzelpunkten und im Scanningmodus die Antastabweichung P (Spannweite zwischen 25 radialen Abständen), die Scanning-Antastabweichung T (Spannweite zwischen allen radialen Abständen gemessen auf vier Scanninglinien), die Dauer des Scanningtests, die Durchmesser sowie die Überwachungsfaktoren. Für die Längenmessungen an den Endmaßen sind die maximalen Längenmessabweichungen E und die Überwachungsfaktoren aufgeführt. Die zur Berechnung der Überwachungsfaktoren notwendigen Grenzwerte (MPE) werden dabei vom Betreiber des KMG festgelegt. Zusätzlich zu diesem Messprotokoll können nach Bedarf auch die Rundheitsplots ausgegeben werden.
Anwendungen und Fazit
Der Prüfkörper ist besonders für die umfassende und schnelle Überwachung von KMG konzipiert. Dabei sollte der Prüfkörper immer vollständig gemessen werden, also ohne Maßverkörperungen oder Formnormale (s. Abb. 2) auszulassen. Denn ein vollständiger Messablauf (ohne Drehtisch) dauert im Mittel nur etwa 15 Minuten. Eine wirtschaftlich und technisch sinnvolle Überwachungsstrategie für ein KMG kann dann aus einem Messzyklus bestehen, bei dem z.B. in einem wöchentlichen Rhythmus der Prüfkörper in jeweils nur einer Stellung gemessen wird. In Übereinstimmung mit den oben angeführten Normen und Richtlinien sollte der Prüfkörper mit seinen Endmaßen dabei immer raumschräg (in Diagonalenrichtung) im Messvolumen des KMG angeordnet werden. Wechselt man wöchentlich die Diagonale, so sind nach vier Wochen alle Raumdiagonalen des KMG überwacht, und ein neuer Messzyklus kann beginnen. Bei dieser Überwachungsstrategie werden also das Antastverhalten des Messkopfsystems – übrigens in unterschiedlichen Orientierungen – und die Geometrie-Genauigkeit des KMG in relativ kurzen Zeitabständen überwacht, und das mit einem geringen Zeitaufwand. Man trägt so auch der Tatsache Rechnung, dass das Messkopfsystem häufiger überprüft werden muss, da es erfahrungsgemäß vergleichsweise empfindlich auf äußere Einflüsse reagiert. Will man größere Arbeitsbereiche überwachen ( > 400 mm) muss zudem der Prüfkörper an mehreren Orten gemessen werden, um so eine Genauigkeitsaussage über den gesamten Arbeitsbereich des KMG zu erhalten. Weiterhin lassen sich bedingt durch die verschiedenen Aufstellmöglichkeiten auch Messungen parallel zu den Geräteachsen ausführen, was spezielle Fehlerdiagnosen zulässt. Äußerst hilfreich ist es auch, die ermittelten Überwachungsfaktoren zur Überwachung der Messbeständigkeit anschaulich in einer Qualitätsregelkarte zu führen. Überschreitet ein Überwachungsfaktor den Wert 1, können geeignete Maßnahmen zur Fehlerbeseitigung veranlasst werden. Fazit: Dem KMG-Anwender steht mit dem KMG-Check ein vielseitiges, aussagekräftiges und kostengünstiges Prüfverfahren für Koordinatenmessgeräte zur Verfügung.
Teilen:







{kind=link}