




Energieeffizienz und Komfort müssen sich nicht ausschließen; oft gehen sie sogar Hand in Hand. Ein Beispiel liefert die Automobilindustrie mit der Herstellung von Komponenten wie beispielsweise Felgen. Hier erhöht der maximale Rundlauf der Räder nicht nur die Fahrsicherheit, sondern auch den Fahrkomfort bei gleichzeitig reduziertem Energieverbrauch dank vermindertem Rollwiderstand. Doch um optimalen Rundlauf zu gewährleisten, werden bereits in der Qualitätssicherung hohe Anforderungen an die eingesetzte Messtechnik gestellt.
Dipl.-Ing. (FH) Nora Crocoll, Redaktionsbüro Stutensee
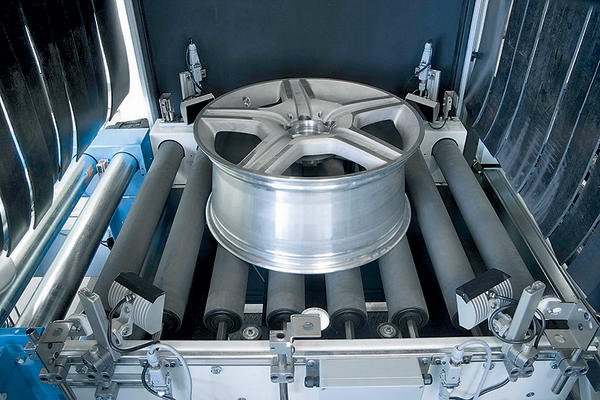
Die Firma Hofmann aus dem hessischen Pfungstadt hat sich spezialisiert auf Schwingungsdiagnose und Auswuchttechnik. Das Unternehmen bietet eine breite Lösungspalette rund um das Auswuchten von rotierenden Teilen sowie zur Messung und Analyse von Schwingungen (Bild 1). Dazu gehören unter anderem: Entwicklung, Produktion und Montage von Auswuchtmaschinen und komplexen Auswuchtanlagen, aktive Auswuchtsysteme sowie Schwingungsmess- und Auswuchtgeräte. Für die Vermessung von Unwuchten an Alugussrädern hat das Unternehmen einen Prüfstand entwickelt, der sich voll in die Produktionslinie integrieren lässt (Bild 5).
Neue Gesetzeslage fordert Erfindergeist
Das Auswuchten von Fahrzeugrädern wurde früher durch Ansetzen von Bleigewichten vorgenommen. Als der Einsatz von Blei verboten wurde, kam Zink als alternativer Werkstoff ins Spiel. Da dieser aber leichter ist, stiegen die Anforderungen der Fertigungstoleranzen an die beiden Komponenten Felge und Reifen, oder anders gesagt: Bei zu großen Einzelunwuchten der beiden Komponenten konnten die später komplettierten Räder mit einem Zinkgewicht nicht mehr ausgeglichen werden. Vor diesem Hintergrund müssen die Unwuchten von Felgen und Reifen nun vorab kontrolliert werden. Die Firma Hofmann entwickelte daher einen Prüfstand, der die Unwucht einer Felge exakt ermitteln kann. Durch Messung von Frequenz- und Phasengang lässt sich die Höhe und der exakte Ort der Unwucht ausfindig machen. Felgen, die außerhalb der vorgegebenen Unwuchttoleranz liegen, werden nach Markieren der Position der Unwucht aus der Produktion ausgeschleust und nachbearbeitet (Bild 3). Der sehr kompakte Prüfstand lässt sich ohne großen Aufwand direkt in die Bandstraße einer bestehenden Produktionslinie integrieren.
Da üblicherweise in einer Fertigungsanlage für Aluminiumgussfelgen sehr viele verschiedene Modelle hergestellt werden, muss die Maschine vor der Prüfung den Typ erkennen. Eine Kennzeichnung mit herkömmlichen Methoden wie beispielsweise Barcodes ist nicht möglich, weil jede Alufelge im Laufe des Fertigungszyklus vom Guss bis zur abschließenden Lackierung und Reinigung verschiedene Stationen durchläuft. Für die Ermittlung der Unwucht ist jedoch relevant zu wissen, welches Modell vermessen wird. Hier kommt ein cleveres Bildverarbeitungssystem ins Spiel, das für jede Felge den eindeutigen Typ ermittelt (Bild 4).
Bei der Entwicklung des Vision-Systems zur Erkennung der Felge kooperierten die Hessen mit DMC Vision & Motion Dr.-Ing. Meißner GmbH (DMC) aus Bernau am Chiemsee. Das Unternehmen hat sich spezialisiert auf Videomesstechnik in den verschiedensten Industriebereichen. „In der Automobilindustrie wird typischerweise bei kurzen Taktzeiten rund um die Uhr gefertigt“ sagt Dr.-Ing. Hans-Georg Meißner (Bild 2), Geschäftsführer bei DMC und Systemintegrator von Omron. „Für ein Bildverarbeitungssystem bedeutet das, es muss bei kurzen Zykluszeiten zuverlässige Ergebnisse liefern. Gleichzeitig ist auch ohne Wartung eine lange Lebensdauer gefragt, weil bereits schon kurze Anlagenausfälle sehr teuer werden können. Ebensolche Anforderungen haben zur Partnerschaft Omron und DMC sowie zum Einsatz der Omron Vision Systeme geführt. Hier wissen wir aus Erfahrung mit anderen Projekten, wie zuverlässig das System über Jahre hinweg läuft. Gleichzeitig sind die geforderten Geschwindigkeiten kein Problem.“
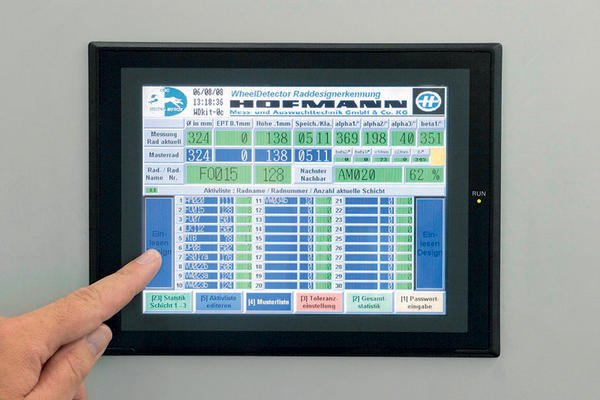
Der gesamte Prüfzyklus dauert in Abhängigkeit der Radgröße zwischen 15 und 18 s pro Rad, darin eingeschlossen ist die Zuführung ins Vision-System, Erkennung des Typs, Weitertransport zur Unwuchtmessung, die Unwuchtmessung selbst sowie das Abführen des Prüflings. Die eigentliche Bilderkennung benötigt in diesem Prozess nur knapp 1 s. „Abhängig von der Komplexität des Raddesigns ermittelt das System innerhalb von 200 bis 450 ms den Radtyp.“ so Meißner weiter. „Dazu gehen wir quasi umgekehrt vor wie der Raddesigner und prüfen an verschiedenen Kriterien des Raddesigns wie z.B. Durchmesser, Anzahl der Bohrlöcher oder Anzahl, Abstand und Winkel der Speichen, um welches Rad es sich handelt (Bild 6). Die ermittelten Werte vergleichen wir dazu mit den hinterlegten Mustern der Datenbank.“ Weitere 0,3 s benötigt das System zur Positionsermittlung des Ventillochs. Da dessen Position relevant ist für das Rotationsverhalten des Rades, muss diese jeweils vor der Unwuchtprüfung bestimmt werden. Gleichzeitig dient diese Position als Nullpunkt der Messung.
Gutes Zusammenspiel gewährleistet
Zu den kurzen Verarbeitungszeiten bei der Raderkennung tragen nicht nur die cleveren Algorithmen der Bildverarbeitungsexperten bei. „Einerseits müssen wir natürlich, trotz schwieriger Bedingungen wie Reflexionen an der Felge, die einzelnen Kriterien für das jeweilige Rad möglichst schnell erfassen“ meint Dr. Meißner. „Andererseits ist es aber auch wichtig, dass die Datenverarbeitung ebenso schnell ist, also dass wir die ermittelten Werte in möglichst kurzer Zeit mit den hinterlegten Werten der Musterteile in der Datenbank vergleichen können.“ Hier kommt es den Bildverarbeitungsexperten entgegen, dass sie neben dem Vision-System mit dem Touch-Screen NS8 und zur Datenverwaltung mit der SPS des Typs CJ1G ebenfalls Komponenten aus dem Hause Omron einsetzten können. „So ist einerseits eine zuverlässige und vor allem sehr schnelle Kommunikation der einzelnen Komponenten miteinander gewährleistet“ so Dr. Meißner. Andererseits reduziert es den Entwicklungsaufwand einer Anlage, wenn man sich nicht mit verschiedenen Bedienkonzepten auseinandersetzen und mit unterschiedlichen Schnittstellen beschäftigen muss. Zudem hat es auch bei der Wartung Vorteile: Sollte doch einmal eine Anlagenkomponente ausfallen, gibt es für Vision-System, Steuerung und Touch-Screen einen eindeutigen Ansprechpartner.
Einlernen leicht gemacht
Die Schnittstelle zum Anwender bildet der Touch-Screen. Mit seiner Hilfe können auch neue Felgentypen unkompliziert im laufenden Betrieb ins System eingelernt werden. Liegt die neue Felge in der Messstation, ermittelt die Anlage nach Betätigen der Teach-In-Taste die typischen Kriterien automatisch. Der Anwender muss nur noch den Felgennamen eingeben, schon wird der neue Designtyp künftig sicher erkannt. Alle hinterlegten Daten werden – wie auch die Messdaten – auf eine CF-Karte gespeichert. Somit können beim Einsatz mehrerer Messstände in einer Fertigungsanlage die Kriterien für die Räder einfach von einer Anlage auf die nächste kopiert werden. Am Touch-Screen werden zudem alle aktuellen und historischen Messdaten übersichtlich dargestellt. So kann der Anwender sehr schnell erkennen, wenn z.B. am Rad eines Typs immer wieder der gleiche Fehler auftritt und nahe liegt, dass die Form für den Kokillenguss fehlerhaft ist. Passwortgeschützte Bereiche vermeiden die Fehlbedienung durch nicht autorisiertes Personal. Bei Hofmann ist man sehr zufrieden mit der Bildverarbeitungslösung aus dem Hause Omron, nicht zuletzt auch wegen des guten Supports. „Die Zusammenarbeit mit Herrn Meißner war sehr angenehm und unkompliziert“ meint Daniel Kircher (Bild 7), Geschäftsführer der Hofmann Mess- und Auswuchttechnik GmbH & Co. KG. „Es hat uns begeistert, wie er sich gerade auch in der heißen Phase engagiert hat und alles daran setzte, dass das Projekt termingerecht fertig wird.“ Damit zeigt die beschriebene Anwendung, dass man mit Standardkomponenten ideal angepasste Lösungen finden kann, wenn man Systemintegrator und Komponentenlieferanten möglichst früh bei der Entwicklung einer neuen Anlage mit ins Boot nimmt.
Omron Electronics, Langenfeld
QE 526
Teilen:







{kind=link}