

Die berührungslose Wanddickenmessung von Halbschalen zur Lagerung von Kurbel- oder Nockenwellen war in der Linie bisher auf die Messung im Scheitel limitiert. Die neueste Systemgeneration aus der Serie DIMENSIONCONTROL 8202 ermöglicht nun eine kapazitive Prüfung von Lagerschalen in drei Spuren, bzw. 6 Messpunkten. Sie ergänzt die bestehende Systemreihe, welche die wesentlich langsamere und verschleißintensive taktile Messung der Schalen ersetzte. Mit über 100 Schalen pro Minute wird die Wanddicke von Lagerschalen kapazitiv im Scheitel und den Schenkeln gemessen. Die Schalen werden anschließend gemäß dem Messergebnis in bis zu 5 Klassen sortiert.
Dipl.-Inform. (Univ.) Achim Sonntag, Leiter des Bereichs Systemlösungen, MICRO-EPSILON, Ortenburg
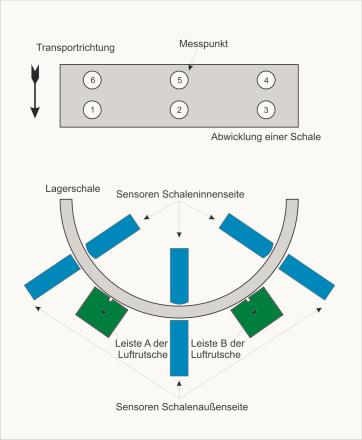
In Verbrennungsmotoren werden Kurbel- und Nockenwelle an mehreren Punkten mit je zwei Halbschalen gelagert. An die Geometrien dieser Lagerschalen werden in Bezug auf Dicke, Konzentrizität und Parallelität höchste Anforderungen gestellt. Ziel ist es, die Langlebigkeit zu erhöhen und die Geräuschentwicklung zu reduzieren, sowie den Kraftstoffverbrauch zu senken. Die Anforderungen an das Messsystem sind daher vielfältig: Primär muss die Wanddicke im Scheitel und an den beiden Schenkeln geprüft werden. Dazu ist die Parallelität zwischen Messpunkten in Transportrichtung und die Konzentrizität zwischen Messpunkten quer zur Transportrichtung von hohem Interesse (siehe Abb. 1). Gefordert ist auch eine nicht zu verachtende Reproduzierbarkeit von ±0.15 µm bei 6 s. Da die Prüfung in der Produktionslinie erfolgt, muss eine Taktzeit von kleiner einer Sekunde eingehalten werden. Bei den genannten Genauigkeiten und Geschwindigkeiten kommt nur eine berührungslose Messung in Frage.
Messtechnik
Für die Messung der oben genannten Merkmale werden 3 Sensorpaare achsengleich gegenüberstehend angeordnet. Die Lagerschalen müssen für jede Messspur durch einen dieser Sensorspalte aus zwei kapazitiven Wegsensoren geführt werden. Diese Förderung erfordert höchste Präzision, damit die geforderte Reproduzierbarkeit erreicht wird. Aus diesem Grund wurde eine geneigte Luftrutsche entwickelt, auf der die Schalen nahezu reibungsfrei auf einem Luftkissen durch die Sensorspalte gleiten (siehe Abb. 1). Die Bewegung der Schale wird nur durch ihre eigene Geometrie bestimmt und durch die Gravitationskraft angetrieben. Damit ist der Transport in hohem Maße stabil und reproduzierbar. Diese Technologie erwies sich jeder anderen Methode, die Schale zu fördern, als weit überlegen. Aufgrund der benötigten hohen Linearität und Auflösung wurde als physikalisches Messprinzip für die Sensoren die kapazitive Technologie (Micro-Epsilon capaNCDT Serie 600) gewählt.
Um die Wanddicke zu ermitteln, muss für jede Spur der Abstand der beiden gegenüberstehenden Sensoren bekannt sein. Dieser wird mit Hilfe eines Kalibriervorgangs bestimmt. Hier wird mit einer sog. Masterschale, deren Dicke genau bekannt ist, und den beiden Sensorsignalen der Messspalt durch Addition der drei Größen berechnet.
Um bei kleinen Schalendurchmessern eine Kollision des Sensors auf der Innenseite der Schale zu vermeiden, wird der obere der beiden Sensoren halbkreisförmig geschliffen und damit der Innen-Krümmung der Schale angepasst. Die Linearität des Sensors wird durch die abgerundete Form der Sensorstirnfläche erheblich beeinträchtigt. Darum wird eine softwaretechnische Linearisierung der Sensoren durchgeführt, um die Linearität wieder auf die erforderliche Qualität zu verbessern. Das Verfahren zur Durchführung der Linearisierung ist von Micro-Epsilon entwickelt und patentiert. Es wird häufig eingesetzt, wenn es darum geht, geometrisch angepasste Sensoren für äußerst anspruchsvolle Messaufgaben zu verwenden.
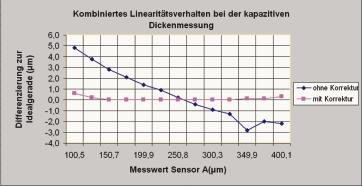
Zur Durchführung der Linearisierung wird im Kalibriervorgang nach der Ermittlung des Messspaltes die Masterschale durch den Messbereich der beiden Sensoren bewegt. Auf diese Weise wird in Abhängigkeit der beiden Sensorsignale die Abweichung der gemessen Dicke vom Istwert der Masterschale erfasst. Werden die Messbereiche der beiden Sensoren an der X- und Y-Achse eines dreidimensionalen Koordinatensystems aufgetragen, so ergibt die Verschiebung der Masterschale eine Diagonale von der X-Achse zur Y-Achse. Über dieser Diagonale entsteht ein Gebirge, das die kombinierte Linearitätsabweichung der Sensorik wiedergibt. Mit einem Funktionenmodell, das gemäß den physikalischen Ursachen des Linearitätsverhaltens entwickelt wurde, wird das vorher gewonnene Fehlergebirge approximiert und eine Korrekturfunktion berechnet. Bei der Dickenmessung wird dann jeder Messwert mit dieser Funktion korrigiert. Die Verbesserung der Linearität durch das Kompensationsverfahren wird in Abb. 2 dargestellt.
Das kapazitive Sensorprinzip
Das Prinzip der kapazitiven Wegmessung basiert auf der Wirkungsweise des idealen Plattenkondensators. Eine Abstandsverschiebung der Platten bewirkt eine Änderung der Gesamtkapazität. Bei einem Sensorsystem werden die beiden Plattenelektroden durch den Sensor und das Messobjekt gebildet. Durchfließt ein Wechselstrom konstanter Frequenz den Sensorkondensator, so ist die Amplitude der Wechselspannung am Sensor dem Abstand zum Messobjekt (Masse-Elektrode) proportional. In der Verstärkerelektronik werden die Wechselspannungssignale demoduliert und als Analogsignal ausgegeben. Durch spezielle Auswertung des Blindwiderstandes des Plattenkondensators erreicht man ohne zusätzliche Linearisierung einen streng proportionalen Zusammenhang. In der Praxis wird diese Linearität durch den Aufbau der Sensoren als Schutzringkondensatoren nahezu ideal verwirklicht. Dies gilt unabhängig von der Leitfähigkeit für alle Metalle als Messobjekt.
Messablauf
Die kapazitiven Wegsensoren sind in drei stabile C-Rahmen integriert, deren Gabelabstand einstellbar ist. In einem Rüstvorgang kann das System so auf verschiedene Schalendurchmesser eingestellt werden. Die Luftrutsche ist aus zwei verstellbaren Leisten aufgebaut, um auch hier eine Justage auf verschiedene Durchmesser zu ermöglichen. Die Schalen werden über ein Gurtsystem vereinzelt und der Rutsche zugeführt und anschließend im gleitenden Zustand vermessen. Aus jedem erfassten Dickenprofil werden an zwei Umgebungen Mittelwerte gebildet, welche schließlich die Zielgröße der Messung darstellen. Diese Vorgehensweise wurde gewählt, um der traditionellen Qualitätsprüfung mit Messtastern zu entsprechen. Jeder Mittelwert entspricht somit einem Messwert, der mit taktilen Gebern erfasst wird. In Abhängigkeit des Messergebnisses im Scheitel wird die Schale in die entsprechende Größenklasse sortiert.
Software
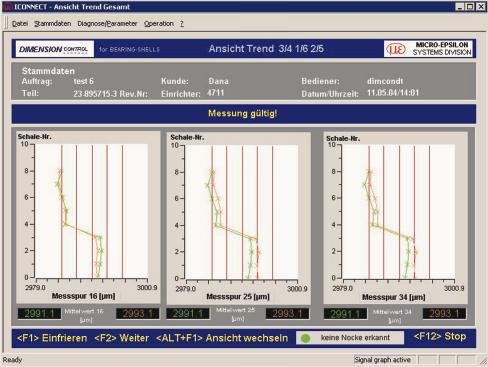
Alle Funktionen, wie Datenerfassung, Messdatenanalyse, Archivierung und Visualisierung, als auch Steuerung der Maschine wurden mit ICONNECT programmiert. ICONNECT ist eine grafische Entwicklungs- und Laufzeitumgebung von MICRO-EPSILON, die eine umfangreiche Modulbibliothek für die Mess- und Prüftechnik zur Verfügung stellt. Dieser Software-Baukasten wurden im eigenen Hause entwickelt und bildet eine Kernkompetenz bei den mechatronischen Systemlösungen.
Die Analysesoftware DIMENSIONCONTROL für die Lagerschalenprüfung gibt dem Bediener und Betreiber in der Version 3.0 eine Fülle an neuen Funktionen an die Hand. Auch die messtechnischen Fähigkeiten wurden in vielen Belangen ganz entscheidend erweitert.
In einer Trendansicht für alle 6 Messpunkte kann die Produktionslinie optimal überwacht und nachgestellt werden (siehe Abb. 3). Eine vollständige Bedienerführung bei der Kalibrierung des Systems ermöglicht eine leichte Einarbeitung von neuem Personal und garantiert eine präzise Justage des Systems.
Zur Überprüfung der Prüfmittelfähigkeit sind alle notwendigen Verfahren implementiert, so dass der Maschinenbetreiber selbständig diese Tests jederzeit durchführen kann. Es existiert eine Schnittstelle zur Statistiksoftware Q-DAS, die als Standard für die Auswertung der Verfahren in der deutschen Automobilbranche gilt. Die Visualisierung kann sowohl mit metrischen, als auch mit englischen Maßen durchgeführt werden. Sie ist in deutscher, englischer, französischer, italienischer, polnischer und slowakischer Sprache implementiert und bedienerspezifisch umschaltbar.
Die integrierte Material- bzw. Teiledatenbank ist um alle Parameter erweitert, die für Oberflächenkontrolle und Vermessung von Schalenmerkmalen mit Hilfe von Bildverarbeitung notwendig sind. Somit können die Wanddickenmessautomaten mit den von MICRO-EPSILON entwickelten Bildverarbeitungssystemen der Serie DIMENSIONCONTROL 8252 verkettet und mit einer einzigen Datenbank betrieben werden.
MICRO-EPSILON, Ortenburg
QE 521
Teilen:







{kind=link}