
Die automatische Inspektion von Holzprodukten war eine der ersten komplexeren Aufgabenstellung für industrielle Bildverarbeitungssysteme in den späten 80er Jahren. Ungefähr seit diesem Zeitpunkt beschäftigt sich auch das Institut für Digitale Bildverarbeitung der Forschungsgesellschaft JOANNEUM RESEARCH in Graz mit diesen Anwendungen und entwickelte Inspektionssysteme, die unterschiedliche Technologien einsetzen um immer wieder neue Lösungen für die sich ändernden Anforderungen zu bieten.
Alfred Rinnhofer, JOANNEUM RESEARCH Forschungsgesellschaft mbH, Institut für digitale Bildverarbeitung, Wastiangasse 6, A- 8010 GRAZ alfred.rinnhofer@joanneum.at
Inzwischen sind die Ansprüche und die Geschwindigkeiten stark gestiegen – und neue Sensorsysteme erlauben es, auch für den Menschen direkt nicht erkennbare Qualitätsmerkmale auszuwerten oder frühzeitig die im Inneren verborgenen Defekte in den Optimierungsprozess mit einzubeziehen.
Gerade in letzter Zeit kommt einer wertoptimierten Ausnutzung des Rohstoffes Holz eine immer größere ökonomische als auch ökologische Bedeutung zu. Der enorm gestiegene Ölpreis hat zu einer starken Verschiebung der für thermische Verwertung verwendeten Energieträger weg vom Öl und hin zu den nachwachsenden Rohstoffen geführt. Speziell in Österreich, Deutschland und Italien sind enorme Zuwachsraten bei Biomasseheizungen feststellbar. Ein Großteil davon entfällt auf Pelletskessel, die nun im gesamten Leistungsbereich von einigen KW für Einfamilienhäuser bis zu Großfeuerungen in Kraftwerken eingesetzt werden. Bei der Umrüstung alter thermischer Kraftwerke von Kohle zu Pellets entsteht ein Bedarf, der für einzelne Kraftwerke in der Größenordnung des bisherigen österreichischen Gesamtjahresbedarfs liegt.
Wurden früher hauptsächlich die bei der Produktion anderer höherwertiger Produkte anfallenden Sägeabfälle zu Pellets gepresst, um daraus ein Produkt mit Mehrwert zu formen, greifen die Produzenten heute bereits auf Rohholz direkt aus dem Wald zu. Im langen und kalten Winter 05/06 kam es durch die über Erwartung gestiegene Nachfrage zu Lieferengpässen bei Pellets. In der Zwischenzeit wurden nun die Produktionskapazitäten so weit ausgebaut, dass der gestiegene Bedarf an Rohholz zu merklichen Preisanstiegen bei Rundholz führte. Somit kommt einer möglichst effizienten Ausnutzung des begehrten und teuren Rohstoffes eine immer wichtigere Rolle zu. Die perfekte Aufnahme aller erfassbaren Rohdaten und eine richtige Interpretation der gefundenen qualitätsbestimmenden Merkmale müssen daher erste Schritte in einem Optimierungsprozess sein.
Typische Anforderungen und Limitierungen
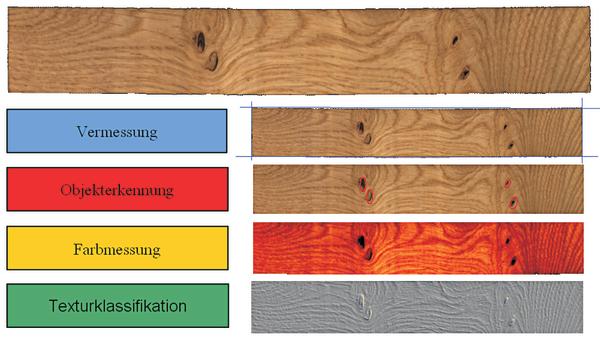
Die Beurteilung der Qualität des Werkstoffes Holz erfordert die Interpretation vielfältiger Merkmale. Manche dieser Merkmale sind klar definierbar und nachvollziehbar zu messen. Dazu gehören zum Beispiel alle Arten von geometrischen Abmessungen und Abweichungen von Sollprofilen.
Schwieriger wird es bei der Beurteilung des natürlichen Eindrucks des Holzes mit seinen unterschiedlichen Erscheinungsbildern, die durch unterschiedliche Schnitte mit konzentrischen Jahresringen entstehen. Sobald diese Jahrringmuster zusätzlich durch lokale Inhomogenitäten wie Äste gestört werden, entstehen Figuren, welche nur sehr schwer quantifizierbar beschrieben werden können. Sortierregeln sind oftmals ein sehr komplexes Regelwerk, das kaum formal beschreibbar ist und in sich Widersprüche und Sonderfälle aufweist. Dies macht die Programmierung der zugrunde liegenden Formalismen extrem schwierig. Dazu kommen Ausnahmen von den formulierten Regeln, die zum bestehenden Regelwerk im Widerspruch stehen, aber interessanterweise von unterschiedlichen Personen in derselben Weise subjektiv gleich interpretiert werden. Und Holz wird nun einmal primär VON MENSCHEN AN MENSCHEN verkauft.
Daher ist es für Anwendungen, bei denen eine Sortierung des Erscheinungsbildes eine Hauptaufgabe darstellt notwendig, Systeme so zu bauen die die zugrunde liegenden Sortierkriterien selbständig aus einer genügend großen Anzahl von Mustern ohne explizite Kenntnis der Regeln extrahieren können. Bei diesem Prozess werden sichtbare Muster in mathematisch beschriebene abstrakte Features abgebildet und mit statistischen Methoden so miteinander in Beziehung gesetzt, dass die Hölzer möglichst fehlerfrei den menschlichen Vorstellungen entsprechend beurteilt werden.
Farbe Möglichkeiten und Grenzen
Der Begriff Farbe wird in der menschlichen Beurteilung der Qualität von Holzoberflächen oft in sehr vieldeutiger Weise eingesetzt – speziell was die Assoziation bestimmter Fehlerarten mit Farben betrifft. Beispielsweise liegt die Farbe von blaufaulem Holz oftmals nicht im blauen Farbspektrum, sondern tritt meist als Vergrauung (kleine Sättigung) in Erscheinung. Aber auch Rotkern, ein typischer Farbfehler bei Buche, unterscheidet sich in vielen Bereichen in seiner Farbe absolut nicht vom Farbspektrum des fehlerfreien Holzes. Dies legt den Schluss nahe, dass unbewusst andere Kriterien als die Farbe für die Erkennung herangezogen werden, zumal das menschliche Auge für eine zuverlässige Erkennung der Farbe (ohne gleichzeitig sichtbare Vergleichsfarbe) nur schlecht geeignet ist.
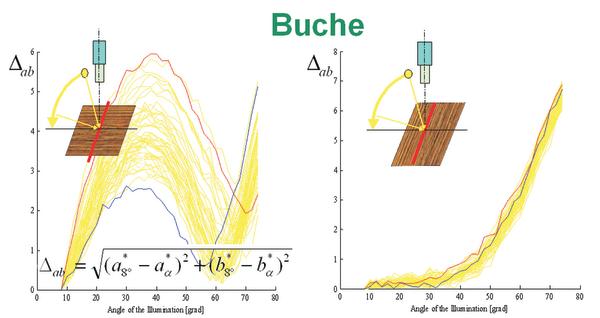
Durch den semitransparenten Charakter der Holzfasern kommt es zusätzlich zu einer Farbverschiebungen, die abhängig ist vom Winkel des Lichteinfalls, dem Winkel der Beobachtung und dem Winkel der Holzfasern zu Licht und Beobachter. Und während ein Mensch ein Produkt in die Hand nehmen kann und dieses bei unterschiedlichen Betrachtungs- und Einfallswinkel inspizieren kann, ist ein Kamerasystem aus Kostengründen meist auf eine einzige, starre Anordnung beschränkt. Um mit dieser Einschränkung alle wesentlichen Farbkenngrößen schnell und kostengünstig bestimmen zu können, sollen diese Effekte berücksichtigt werden.
Zusätzlich erschwerten bisher die hauptsächlich eingesetzten Lichtquellen, Halogen- oder Leuchtstofflampen, eine präzise Farbmessung auf größeren Flächen durch deren Eigenschaft, die spektrale Zusammensetzung des Lichtes stark zu variieren. Diese Variationen können durch die Temperatur, die Einschaltdauer, das Alter und die gesamte Vorgeschichte mit besonderer Bedeutung der letzten Stunden hervorgerufen werden. Der Versuch, die spektrale Lichtcharakteristik an einer nicht im unmittelbaren Aufnahmebereich liegenden Referenzstelle zu messen und für Korrekturen zu verwenden, führt zu keinen befriedigenden Ergebnissen. Hier bringen neue, auf LED Technik basierende Beleuchtungssysteme wesentliche Verbesserungen, zumal diese nun auch in Leuchtstärken zur Verfügung stehen, wie sie für Hochgeschwindigkeits- Zeilenkameraanwendungen benötigt werden. In Verbindung mit Zeilenkameras mit 3 x 12 Bit Farbauflösung mit prismatischer Strahlteilung ist eine präzise Farbbestimmung für große Flächen bei gleichzeitig hoher örtlicher Auflösung gewährleistet. Dieses System bietet beste Voraussetzungen sowohl für eine Laubholz Brettersortierung als auch für die Parkettinspektion, wobei auch Holzarten mit sehr starken Kontrasten bei gleichzeitig feinsten Farbvariationen verarbeitbar sind. Die dafür eingesetzten Algorithmen beruhen großteils auf einer Texturanalyse.
Texturanalyse
Während für die Inspektion von Nadel- Schnittholz schon unzählige Systeme am Markt verfügbar sind, welche oftmals ausschließlich oder als Zusatzinformation die dafür gut geeignete Messung der Lichtausbreitung innerhalb von Holzfasern (Tracheid Effekt) verwenden, verlangt die Inspektion von Laubschnittholz andere Techniken. Neben einer möglichst genauen Farbmessung sind die verschiedenen Qualitäten und lokalen Fehler primär durch unterschiedliche Texturen in mehreren Maßstäben zu unterscheiden. Um geeignete Merkmale zu erhalten, werden komplexe und somit rechenintensive Algorithmen eingesetzt. Die bei einer Inspektionsbreite von 600 mm und einem Vorschub von 120 m/min. entstehende Input Datenrate von mehr als 50 MPixel/Sek. kann in Echtzeit auf Multi- Prozessor Systemen verarbeitet werden, wobei Faltungsoperationen auf Framegrabberkarten mit Hardware unterstützter Verarbeitung ausgelagerten werden. Das Ergebnis der Auswertung steht bereits 2 Sekunden nach Durchlauf des Brettes für eine nachfolgende optimierende Sägesteuerung bereit und hilft so, die notwendigen Wege in der Produktionsanlage kurz zu halten.
Multi Sensor Systeme
Oftmals werden für die vollständige Bestimmung der richtigen Qualität Signale unterschiedlicher Sensor Systeme benötigt. Es kann ein Farbsystem mit einem auf dem Tracheid Effekt beruhendem System ergänzt werden, oder ein Röntgensystem zusätzliche, mit menschlichem Auge nicht direkt sichtbare Informationen zur Verfügung stellen.
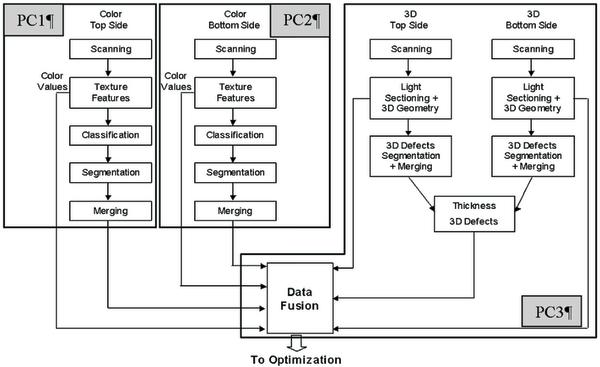
Bei einem Laubholz- Brettersortiersystem bietet ein hochauflösendes, mit Texturalgorithmen operierendes Farbsystem in Kombination mit einem schnellen und in allen Dimensionen hochauflösenden Lichtschnitt – 3D System eine sehr gute Kombination. Der funktionale Aufbau des Systems und die Verteilung auf 3 PCs mit Hardware beschleunigten Framegrabberkarten ist in Bild 3 ersichtlich.
Mit dieser Kombination können zum Beispiel nicht geschliffene Stellen auf der Brettoberfläche mit einem Farbsystem richtig erkannt werden, wobei die Ausschlag gebende Größe des Bereiches, in dem die Solldicke außerhalb der zulässigen Toleranz liegt mit der genauen Dickenmessung bestimmt werden kann. Auch können bei der Kombination der Teilergebnisse der Einzelsysteme Plausibilitätsuntersuchungen die Gesamtfehlerrate deutlich unter die Fehlerraten der isoliert voneinander operierenden Systeme bringen.
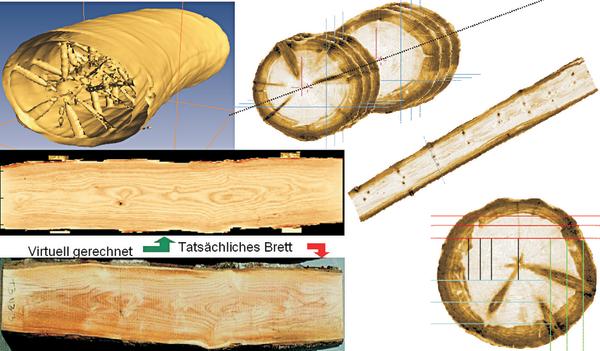
Röntgentechnik und Computer Tomographie für die innere Holzstruktur
Bereits mit herkömmlichen Röntgenanlagen, die im Durchlauf auch bei hohen Geschwindigkeiten Dichteunterschiede im Durchstrahlungsprinzip messen können, lässt sich die Erkennung von Ästen (auch innen liegende, auf der Oberfläche nicht sichtbare) bei Nadelschnittholz stark verbessern. Eine weitere wesentliche Steigerung bei der optimalen Aufbereitung von Holz bietet die Röntgen Computertomographie. Mit dieser Methode können bereits für die allerersten Verarbeitungsschritte im Sägewerk wesentliche Daten über die inneren Strukturen des Bloches generiert werden. Da viele Qualitätsmerkmale durch Dichteunterschiede gekennzeichnet sind, können diese mit Hilfe der Röntgen Computertomographie genau dreidimensional abgebildet und erkannt werden. Ein großer Bedarf besteht im Moment bei der Entwicklung von geeigneten Tomographen für industrielle Online Anwendungen. Medizinische Geräte können wegen einer Vielzahl von technologisch bedingten Beschränkungen (Dauerbetrieb, Geschwindigkeit, Gantry-Durchmesser, Strahlenschutz, ++) dafür nicht eingesetzt werden. Neue Entwicklungen in der Röntgentechnik (Multi-Slice CT, Cone Beam CT) lassen jedoch die Hoffnung zu, dass in absehbarer Zeit auch für den geplanten industriellen Online Betrieb geeignete Geräte zur Verfügung stehen werden.
Dauerhaftigkeitsbestimmung mit Farbmessung
Genaue Farbmessungen und darüber hinausgehende spektroskopische Untersuchungen der Holzoberfläche erlauben auch eine Voraussage der Dauerhaftigkeit (Dauerhaftigkeit ist der Widerstand des Holzes gegen den Abbau durch bestimmte Pilze). Hier besteht ein Zusammenhang zwischen der Dauerhaftigkeit und dem Phenolgehalt. Messungen bestätigen eine Korrelation von Phenolgehalt und der Absorption von bestimmten Wellenlängen im NIR (Nah- Infrarot) Bereich des Lichtes. Dieser Zusammenhang ist ebenfalls mit dem „a – Wert“ des CIE Farbsystems als auch mit den RGB Werten gegeben. Hierbei zeigt sich, dass das für die Klassifikation verwendete Farbsystem (RGB, HSI, CIE L*a*b* ) praktisch keinen Einfluss auf die Güte der Voraussage hat. Auch die getrennte Untersuchung der Frühholz- und Spätholzanteile verbessert die Korrelation nur geringfügig. Hingegen führt die spektrale Auflösung des Reflexionsspektrums zu zuverlässigeren Daten. Auch zusätzliche Features wie der mittlere Jahrringabstand verbessern das Vorhersagemodell, wobei für unterschiedliche Pilzarten auch unterschiedliche Modelle mit jeweils anderen Features heranzuziehen sind.
JOANNEUM RESEARCH, Graz
QE 536
Teilen:







{kind=link}