




Die Prüfung von langfaserverstärkten Verbundwerkstoffen wird in Europa und Nordamerika stark durch die Flugzeugindustrie angetrieben. Die normativen Grundlagen für die heute gängigen Prüfmethoden wurden größtenteils schon vor rund 30 Jahren gelegt und ständig weiterentwickelt.
Schwer bedienbare Prüfwerkzeuge und aufwendige Methoden der Dehnungsmessung sind heute immer noch in vielen Prüflaboren üblich. Mit Zunahme des Prüfaufkommens steigt auch der Druck zur Rationalisierung der Probenvorbereitung und der Prüfmethodik.
Komplexes Anforderungsprofil
Aufgrund der Faserorientierung ist die Messung der Werkstoffeigenschaften im Vergleich zu anderen Werkstoffen, wie z.B. Metallen oder Kunststoffen, ungleich komplexer. Schon der Zugversuch beschreibt entsprechend Faserrichtung und -aufbau sehr unterschiedliche Charakteristika. Druck- und Biegeeigenschaften lassen sich nicht anhand von Zugeigenschaften einfach vorhersagen, müssen also extra abgeprüft werden. Im Bereich der Schereigenschaften haben sich mehrere Prüfverfahren herausgebildet, mit denen Eigenschaften in unterschiedlichen Scherrichtungen charakterisiert werden können. Das Rissverhalten spielt eine signifikante Rolle und das Verhalten der Composites nach einer Schädigung kann von elementarem Interesse sein. Lebensdaueruntersuchungen sind im Bereich der Luftfahrt und des Windkraftwerksbaus unerlässlich. Hinzu kommt, dass die einzelnen Eigenschaften bei der üblichen Betriebstemperatur und -feuchte bekannt sein müssen. Das sind bei außen liegenden Flugzeugkomponenten in der Regel –55°C, aber wenn es um abgasnahe Bauteile geht können auch Temperaturen von +250°C und mehr interessant sein.
Breites Normenumfeld
Aktuell beschreiben mehr als 150 Normen die physikalische Prüfung der langfaserverstärkten Composites. Manche dieser Normen werden selten genutzt, andere dagegen sind sehr üblich. Neben den internationalen und nationalen Normenreihen von ASTM, ISO, EN und DIN gibt es Normen der Aerospace-Industrie zu denen Airbus, Boeing und die NASA gehören, sowie Normen von Interessensverbänden wie die Composites Research Advisory Group des Royal Aerospace Establishment (RAE) oder der bis 2006 existierende Suppliers of Advanced Composite Materials Association (SACMA).
Die größte Anzahl Prüfarten wird heute in der ASTM beschrieben, die in der Industrie sehr verbreitet ist. In Europa werden die EN-Normen häufig angewendet, die sich aus den Luftfahrtnormen entwickelt haben, leider teilweise aber schon in den 90er Jahren im Stadium des Normentwurfs stehengeblieben sind. Die Flugzeughersteller setzen üblicherweise ihre Normen und Qualitätssicherungs-Verfahrensanweisungen im Umfeld ihrer Zulieferer durch.
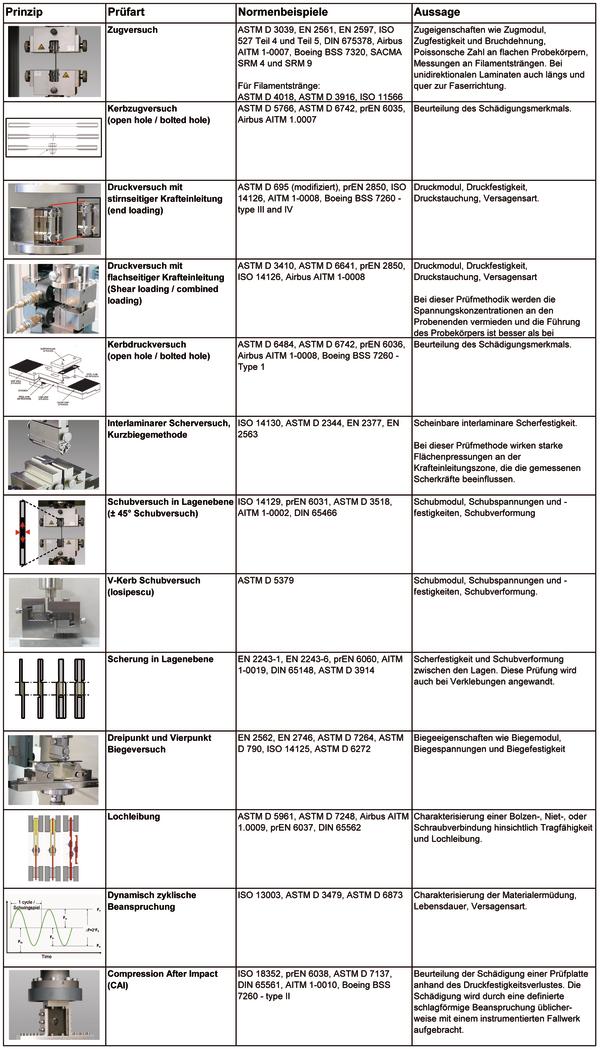
Inhaltlich lässt sich diese Vielzahl der Normen in nur rund 20 verschiedene Verfahren einteilen, die jede für sich ein bestimmte Aussagekraft haben, eine Werkstoffstruktur gezielt behandeln, ein Problem in der Qualitätssicherung lösen oder das Verhalten gegenüber Standardbauteilen wie Schrauben oder Bolzen untersuchen. (Bild 7)
Spezifische Prüfmethoden
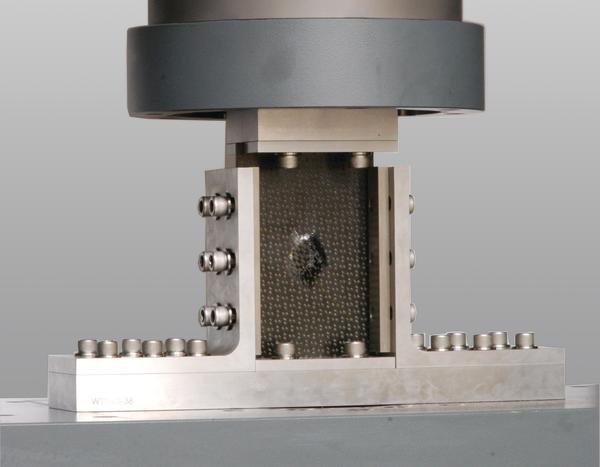
Neben den klassischen Prüfmethoden wie Zug, Druck oder Biege, werden im Bereich der Composites sehr spezifische Prüfungen angewandt. Ein Beispiel ist das Compression-After-Impact (CAI) Verfahren. Hier wird das Verhalten der Composites nach Schädigung untersucht, z.B. durch Vogel- oder Steinschlag. Prüfplatten werden dazu mit einer vorher festgelegten Energie durch Schlag geschädigt. Das hierfür geeignete Prüfmittel ist ein Fallwerk, das bei einer Fallhöhe größer 0,5 m einstellbare Energien zwischen 10 J und ca. 100 J erzeugt. (Bild 1). Die Instrumentierung des Fallwerks erlaubt dabei eine genauere Überwachung des Schädigungsvorgangs. Zusätzlich kann die Aufnahme des Schlagvorgangs mit einer Hochgeschwindigkeitskamera von Interesse sein. Die so vorbereiteten Prüfplatten werden dann mit Hilfe einer statischen Prüfmaschine und eines genormten Werkzeugs bis zum Versagen belastet (Bild 2). Die Verringerung der Druckfestigkeit gegenüber einer ungeschädigten Prüfplatte ist das ermittelte Maß für die Schädigung.
Intelligente Lösungen
Hohe Zugfestigkeiten und empfindliches Biegeverhalten sind typische Eigenschaften eines unidirektional gelegten Kohlefaserverbundes (CFK). Daraus entstehen zwei wesentliche Anforderungen für den Zugversuch. Die Krafteinleitung in den Probekörper muss großflächig erfolgen, was über Krafteinleitungselemente, so genannte Aufleimer, erreicht wird und der Zug muss exakt axial ausgerichtet sein. Probenhalter, die nach dem Keil- oder Keil-Schraub Prinzip arbeiten sind hierfür üblich. Die exakte Ausrichtung kann im einfachen Fall mit Hilfe eines mit drei Dehnungsmessstreifen (DMS) applizierten Probekörpers durch Vergleich der gemessenen Probendehnung kontrolliert werden. Zur weitergehenden Überprüfung, z.B. im Rahmen einer Nadcap Zertifizierung, werden spezielle Hilfsmittel eingesetzt mit denen Winkel- und Achsfehler in allen Richtungen nachgewiesen werden können.
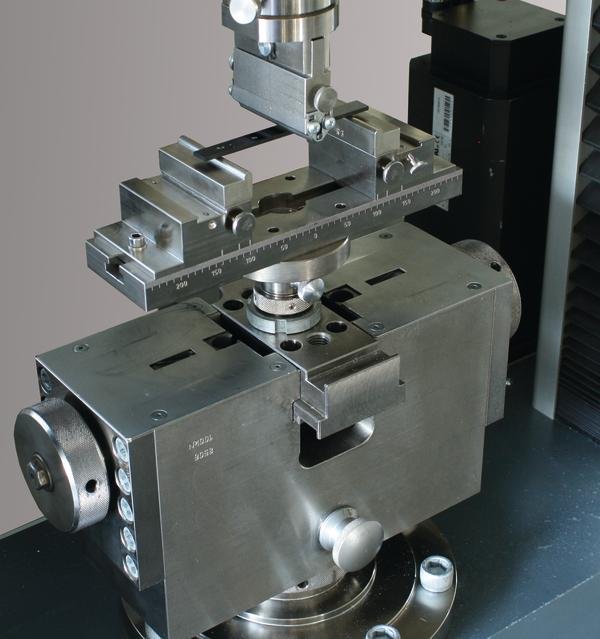
Aufgrund der vielen unterschiedlichen Prüfarten sind Umrüstungsarbeiten an der Material-Prüfmaschine häufig. Um den Arbeitsaufwand gering zu halten, werden die Prüfmaschinen mit zwei Arbeitsräumen ausgestattet. Zum Beispiel im oberen Arbeitsraum die Zugprobenhalter, mit denen die Zugversuche, Scherung in Lagenebene (IPS) und die Lochleibungsversuche ohne Umrüstungsaufwand durchgeführt werden. Der untere Arbeitsraum steht dann für ein weiteres Werkzeug zur Verfügung, das kann zum Beispiel eine Druckeinrichtung sein. (Bild 3)
Weitere Werkzeuge für Drei- und Vierpunkt Biegeversuche, Interlaminare Scherfestigkeit (ILS) oder den V-Kerb Scherversuch nach dem Iosipescu-Verfahren werden komfortabel über Einschübe angeschlossen, die anstelle der Keilbacken in die Zugprobenhalter eingesetzt sind. So funktioniert die Umrüstung sehr schnell und hat den Vorteil, dass die eingestellte axiale Ausrichtung der Probenhalter zueinander bei der Umrüstung nicht verloren geht. (Bild 4)
Eine besondere Herausforderung stellt der Druckversuch dar. Er ist quasi die Königsklasse unter den Prüfmethoden, da mit diesem Versuch nicht nur die Festigkeit der Faser, sondern die Eigenschaften des gesamten Verbunds gemessen werden. Die Herausforderung besteht darin, eine Druckverformung bis zum Versagen des Werkstoffs möglichst ohne Ausknickung, also biegefrei in einen flachen ebenen Probekörper einzuleiten. Verschiedene Methoden sind zu diesem Zweck entwickelt worden.
Stirnseitige Krafteinleitung. Dieses Verfahren wurde aus dem Druckversuch an Kunststoffen nach ASTM D 695 entwickelt. Der Probekörper wird während des Druckvorgangs zwischen zwei angelegten Stützelementen geführt, die ein Ausknicken verhindern sollen. Boeing entwickelte die Methode weiter und sorgte für eine rechtwinklige Stellung der Führungselemente zur Druckfläche. Zwei Prüfreihen sind jeweils notwendig: Zur Bestimmung des Druckmoduls werden Probekörper ohne Aufleimer verwendet um sicherzustellen, dass der Verbund im Messbereich exakt axial belastet wird. Zur Messung der Druckfestigkeit werden Probekörper mit Aufleimern eingesetzt um eine vorzeitige Zerstörung des Verbundes an den Krafteinleitungsstellen zu vermeiden.
Klemmung des Probekörpers (Schubeinleitung): Ähnlich wie im Zugversuch erfolgt die Krafteinleitung durch Spannklemmen. So können Druckmodul und Druckfestigkeit in einem einzigen Prüfablauf ermittelt werden. Das Verfahren erfordert allerdings eine Überwachung der Biegung, die im Bereich zwischen 10% und 90% der Gesamtstauchung einen Wert von 5% oder 10% – je nach Norm – nicht übersteigen darf. Im Bereich der Druckvorrichtungen gibt es eine Reihe nennenswerte Entwicklungsschritte. Frühe ASTM Normen beschrieben die so genannte „Celanese“-Druckeinrichtung. Sie bestand aus kegelförmigen Backenaufnahmen, die in einem Rohr geführt wurden und nach den Keilspannprinzip mit zunehmender Druckkraft eine ansteigende Spannkraft aufbauten. Das Problem dieser frühen Vorrichtung lag in ihrer exakten Festlegung auf die Probendicke. Schon geringe Abweichungen führten zu einer linienförmigen Auflage der Kegel, die dann leicht zum Abkippen neigten. Eine Weiterentwicklung der Spanneinrichtung liegt in der DIN 65380 und der prEN 2850 vor. Hier wurden die kegelförmigen Spannelemente durch Keile ersetzt, was das Problem des Abkippens löst. In der ASTM wurde die Celanese-Druckeinrichtung durch die IITRI-Druckeinrichtung ersetzt. Sie verwendet ebenfalls Flachkeile, stellt aber auch die Art der Führung auf eine Zweisäulen-Führung um, die eine erhöhte Verdrehsicherheit bietet. Die Probekörper werden in einer speziellen Ausrichtstation zunächst mit den Spannkeilen verbunden und dann in den Spannkopfkörper eingesetzt.
Alle vorgenannten Prüfwerkzeuge sind relativ bedienerunfreundlich und der Probekörper schwer für die Dehnungsmessung zugänglich. Die Keile müssen sehr sauber und gleichmäßig geschmiert gehalten werden um eine gute axiale Kraftübertragung zu gewährleisten. Die Anzahl der Fehlversuche, bei denen übermäßige Biegung im Probekörper auftritt ist relativ hoch. Entsprechend aufwendig und teuer gestaltet sich die Prüfung.
Eine Lösung des Problems stellt die hydraulische Druckeinrichtung HCCF (Hydraulic Composites Compression Fixture) dar, die ausschließlich von der Firma Zwick unter Ausnutzung eines Patents der IMA Dresden vermarktet wird (Bild 5). Anstelle der Keile der IITRI-Einrichtung tritt eine parallel schließende hydraulische Einspannung mit exakt zueinander ausgerichteten Flachbacken. Dies hat gleich mehrere Vorteile: Die Zugänglichkeit des eingespannten Probekörpers bleibt sehr gut, der Einspannvorgang wird stark vereinfacht und während der Prüfung entfallen die Keilbewegungen, die eine unliebsam verstärkende Wirkung aller auftretenden Biegemomente haben. Weiterhin kann die HCCF auch für die „combined loading“ Prüfmethode eingesetzt werden, die in der ASTM D 6641 beschrieben ist.
Bedienerfreundliche Software
Während die Prüfwerkzeuge den Kontakt zwischen Probekörper und Prüfeinrichtung herstellen, ist die Software das Bindeglied zum Bediener. Sie stellt die Prüfabläufe, die Auswertung, die Datenspeicherung und die Protokollierung zur Verfügung. Mit vorgefertigten Standard-Prüfvorschriften kann der Bediener von komplizierten Einstellaufgaben entlastet werden und die exakte Wiederholbarkeit der Prüfungen wird sichergestellt. Neben der Darstellung der Kurvengrafiken und Ergebnisse ermöglicht die Prüfsoftware testXpert II auch typische Kontrollfunktionen für Schiefzug und Biegung.
Automatisierung
Mit Zunahme der Prüfhäufigkeit und der Anforderungen an die Wiederholbarkeit von Prüfungen tritt die Frage nach der vollen Automatisierbarkeit in den Vordergrund. Ein Automat legt die Probekörper immer exakt gleich ein und sorgt damit für sehr gleichmäßige Prüfbedingungen. Außerdem können Routineprüfungen außerhalb der üblichen Arbeitszeiten des Labors verlegt werden, was einen echten Kapazitätsgewinn darstellt. Hexcel war weltweit der erste Composites Hersteller, der vollautomatisierte Prüfsysteme eingesetzt hat. Zwischenzeitlich sind branchenweit weitere Anlagen erfolgreich im Einsatz und führen Zugprüfungen an Filamentsträngen und an Flachprobekörpern durch, messen die Scherung in Lagenebene (IPS) und die Scherung durch Überlappung. Auch die Biegeeigenschaften im Dreipunkt- und im Vierpunkt-Verfahren und die interlaminare Scherfestigkeit (ILSS) im vollautomatischen Ablauf bei Raumtemperatur oder in einer Temperierkammer können bestimmt werden. Hier ist bereits der Schritt von der Einzelprüfung im Forschungslabor in die Mengenprüfung mit industrieller Praxis vollzogen (Bild 6).
Zwick, Ulm www.zwick.de
Teilen:







{kind=link}