

Die rasant fortschreitende Entwicklung der optischen Sensorik lässt die herkömmliche berührende Methode der Messung auf Koordinatenmessmaschinen in Zusammenhang mit dem Flächenrückführen des Reverse Engineerings als überholt erscheinen. Dabei setzt ein Großteil der Industrie, und hier speziell der Automobilindustrie, nach wie vor auf taktile Koordinatenmessgeräte; nicht nur zur 3D Prüfung von Bauteilen für die Qualitätssicherung in der Produktentwicklung oder Serienfertigung, sondern eben auch um im Design, dem Prototypen- oder Werkzeug- und Formenbau Objekte oder geänderte Bereiche in ein bereits bestehendes oder neues CAD Modell zu überführen.
Dipl. Wirt. Ing. (FH) Thomas Hassler, Holometric Technologies, Essingen
Betrachtet man die Automobilindustrie als Indikator für die Richtung der Entwicklung für 3D Messtechnik, so messen laut Studie des Fraunhofer Institutes Allianz Vision diesen Jahres immer noch 58% der Firmen in der Automobil- und Zulieferindustrie rein taktil. Somit befindet sich eine große Anzahl taktil messender KMGs, welche auch zur Flächenrückführung verwendet werden können, bei Firmen im Einsatz. Oftmals werden 3D Messgeräte – taktil oder optisch – bei den Unternehmen durch interne Dienstleistung für das Digitalisieren mit dem Ziel „Flächenrückführung“ verwendet. 36% der an der Studie beteiligten Firmen verwenden die 3D-Messtechnik sowohl zur reinen Qualitätskontrolle im Fertigungsprozess, als auch in der Produktentwicklung, und somit in Bereichen, welche Flächenrückführung einsetzen.
Trend zu Optik
Durch die Tatsache, dass 1999 noch 75% der Firmen in der Automobil und Zulieferindustrie rein taktil gemessen haben und heute „nur noch“ 58%, zeigt sich, dass die Entwicklung in Richtung optische Messtechnik oder eben in die Verwendung beider Technologien – wo von Vorteil – hinführt. So messen laut Fraunhofer Studie bereits 31% der Firmen mit rein berührungsfrei basierten Verfahren und 11% setzen bereits beide Verfahren ein oder nutzen Multisensorikgeräte. Prognosen der Branchenkenner gehen für die nächsten Jahre von zweistelligen Wachstumsraten für den Bereich optische 3D-Messsysteme aus.
Betrachtet man nun die 3D Messtechnikverfahren so lassen sich als große Vorteile der taktilen Messtechnik nennen: hohe erreichbare Genauigkeit bis in den Submikrometerbereich, weitestgehend unabhängiges Messverfahren bezüglich der Oberflächen- oder Materialeigenschaften, gute Zugänglichkeit von zu messenden Stellen durch spezielle Tasterkonfigurationen, geringer Nachbereitungsaufwand der Messergebnisse, sehr breites Einsatzspektrum, voll automatisierbar auch in der Serienfertigung und eine genaue Erfassung von Beschnitt- oder Bördelkanten. Grundsätzlich kann man hier schaltende und messende Systeme; manuell, motorisch oder CNC geführte Geräte, sowie mobile und immobile Systeme unterscheiden. Die Geometrie der Erfassung an sich ist jedoch immer punktförmig. Beide Lösungen – schaltend und messend – werden für das taktile Digitalisieren in der Praxis verwendet. Ein Digitalisieren mit manuell geführten Horizontalarmmessgeräten oder Messarmen kann sehr schnell und ohne großen Vorbereitungsaufwand sowohl flächig als auch für die Erfassung von Geometrien wie Bohrungen oder Kanten verwendet werden. Diesen Vorteil wissen die Kunden auch in der Praxis zu schätzen.
Auch für die optischen 3D Messtechnik Systeme sind die Vorteile weithin bekannt, die da sind: schnelle flächendeckende Erfassung von Objekten, keine Antastverformung von weichen oder nicht biegesteifen Bauteilen, mobiler Einsatz für ein breites Spektrum von Aufgaben. Die optischen Verfahren an sich lassen sich in drei Bereiche einteilen, welche die Geometrie der Erfassung betrachten. Es gibt 1D (punktförmig) schaltende und messende Systeme, welche lediglich einen Abstand zum Bauteil feststellen können. Die zweite Gruppe 2D erfasst über eine projizierte Laserlinie die Kontur des Objektes, das so genannte Lichtschnittverfahren. Geräte der 1D und 2D messenden Sensoren finden sich auch auf 3D Koordinatenmessgeräten der Portal- oder Horizontalarmbauweise, als auch auf Messarmen. Hierdurch wird bereits eine Verbindung der Vorteile taktiler Messtechnik und optischer Messtechnik erreicht. Im Rahmen des ia.cmm, welche sich aus 3D Koordinatenmessgeräteherstellern zusammensetzt, wird in der Projektgruppe OSIS (Optical Sensor Interface Standard) in Kooperation mit führenden Herstellern optischer Messtechnik eine einheitliche Regelung für die Verwendung optischer Sensoren an Koordinatenmessgeräten erarbeitet. Dies betrifft zum einen die mechanische Aufnahme des Sensors, die elektronische Datenübertragung, die Einbindung des Sensors in die Systemarchitektur des KMGs, als auch die Bestimmung der erzielbaren Genauigkeiten optischer Sensorik auf KMGs. 27% der bei der Fraunhofer Allianz Vision befragten 3D Messtechnik-Anwender sehen in der Kombination von taktiler und optischer 3D Messtechnik für die Zukunft ein großes Fortschrittspotential. Die letzte Gruppe der optischen Sensorik, welche ebenfalls auf dem Verfahren der Triangulation basiert, stellt die Gruppe 3D Geometrie erfassenden Systeme dar. Dieses, mittlerweile wohl am erfolgreichsten in der Industrie angewandte Verfahren, basiert auf der Erfassung eines projizierten Streifenmusters mit Hilfe einer Digitalkamera. Dieses Verfahren der Streifenprojektion, oder auch strukturierte Beleuchtung genannt, ermöglicht es mit einem Messfeld von bis zu 2mx2m die Topographie des Objektes schnell und für kleine Messfelder mit hoher Ortsauflösung zu erfassen.
Neue Technologien – neue Anwendungen
Neben den oben erwähnten optisch triangulierenden Systemen, gibt es noch Spezialsysteme, welche andere Ansätze für die 3D Vermessung von Koordinaten nutzen. Ganz neue Möglichkeiten in der 3D Messtechnik eröffnen Computertomographiesysteme, da sie nicht nur sichtbare oder ertastbare Bereiche der Messobjekte erfassen können, sondern das Innerste von Messobjekten zugänglich machen. Neben der Materialprüfung eröffnet dies für die Inspektion von Bauteilen in der industriellen Qualitätsprüfung und eben auch für das Digitalisieren und anschließende Flächenrückführen von Objekten ein noch weiteres Anwendungsfeld.
In der industriellen Anwendung gibt es viele unterschiedliche Aufgaben und Möglichkeiten für die Flächenrückführung, und auch unterschiedliche Bereiche innerhalb der Unternehmen für die Flächenrückführung notwendig ist und auch angewandt wird. Zusammenfassend lassen sich aber für die meisten der Anwendungsfälle folgende Gründe nennen: im ersten Fall soll ein neu erstelltes physikalisches Objekt in den Prozess der Produktentwicklung und späteren Fertigung, und somit in die digitale Welt überführt werden. Im zweiten Fall besteht bereits eine Modellbeschreibung des Objektes im CAD, Änderungen im Designprozess oder auch Anpassungen während der Fertigungsvorbereitung, machen jedoch Änderungen des physikalischen Modells notwendig, welche im Datensatz aktualisiert werden müssen. Im dritten und letzten Fall besteht bereits ein Werkstück, eine Form oder ein Werkzeug, welches wieder für die Produktion, in gleichem oder abgewandeltem Zustand wieder verwendet werden soll.
Taktiles digitalisieren von Werkzeugen und Formen
Das Digitalisieren mit taktil arbeitenden 3D Koordinatenmessmaschinen bietet sich zum Einen besonders an für Bauteile mit zahlreichen Beschnittkanten, wie z.B. Blechteile, zum anderen kann man sehr gezielt Bereiche in Werkzeugen und Formen, welche durch oftmals manuell durchgeführte Änderungen an den Fertigungsprozess angepasst wurden, in den originären Datensatz zurück führen. Über eine vorherige Ausrichtung des Bauteils zu dem zugehörigen über Standardschnittstellen IGES und VDA-FS importierten Datensatz, können in der Software „dimension“ komplette oder getrimmte Flächen für das Nachdigitalisieren ausgewählt werden.
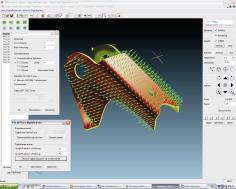
Die Anbindung an die 3D Koordinatenmessgeräte, z.B. Carl Zeiss IMT GmbH, ermöglicht es der Software erzeugte Messabläufe an die Steuerung zu senden, und die auf dem Objekt digitalisierten Punkte in „dimension“ zu verwenden. Darüber hinaus ermöglicht es „dimension“ dem Anwender frei Bereiche zu definieren, welche in einem parametrisierbaren Raster von Scanninglinien die Oberfläche des Bauteiles erfassen. Hierbei wird ebenfalls für das KMG ein Messablauf erzeugt, für welchen Parameter wie z.B. unidirektionale oder bidirektionale Datenerfassung, automatische Kompensation des Tastkugelradius oder Wahl der Sicherheitsebene eingestellt werden können. Nach Erfassen des flächigen Bereiches kann anschließend die Beschnittkontur im Werkzeug ermittelt werden, um ein Beschneiden der erzeugten Flächen zu ermöglichen.
Durch diesen Messablauf können die Istdaten der Fläche wie sie nun zur Verfügung stehen mit „dimension“ aufgenommen und für die Erstellung einer aktualisierten Fläche verwendet werden. Die ursprüngliche Fläche wird zur Hilfestellung des Systems für die Approximation als Referenz verwendet. Selbst die ursprünglichen Berandungskurven des Flächenbeschnittes können weiter verwendet werden, solange diese im physikalischen Objekt nicht verändert wurden.
Flächenrückführung
Beim optischen Digitalisieren liegt der Schwerpunkt der Flächenrückführungsarbeit in der Nachbereitung der Daten für die Modellerstellung. Als Datenformat optischer Sensorik hat sich mittlerweile das STL Format des Stereolithographiebereiches als Quasistandard durchgesetzt, da hier bereits – im Gegensatz zur Punktewolke – ein flächenhafter Eindruck des Objektes entsteht. Zum anderen bringt die Facettierung bereits eine Orientierung der Messdaten in Bezug auf Innenseite/Außenseite mit sich.
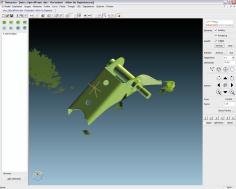
Auf Basis des STL Datensatzes werden in „dimension“ Bereiche auf welchen eine Fläche erzeugt werden soll ausgewählt und selektiert. In diesen ausgewählten Bereich wird nun eine Freiformfläche gerechnet mit dem Ziel den Abstand zu den Istdaten so gering wie möglich zu halten. Dies kann zum einen über die Parametrisierung der Fläche erreicht werden, zum anderen über die Parameter der Einpassung an sich. Mit weiterführenden Einstellungen kann zum Beispiel auf die Komplexität der zu erstellenden Fläche eingegangen werden, oder es können auch Punkte, welche an starker Krümmung liegen stärker gewichtet werden.
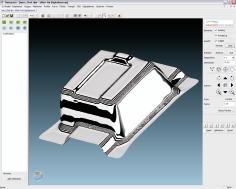
Ergebnis dieses Vorganges ist die Freiformfläche. Es werden nach Erstellung dieser auch die erreichten Genauigkeiten, wie z.B. maximaler Abstand eines Punktes oder mittlerer Abstand aller Punkte zur erzeugten Fläche in „dimension“ ermittelt.
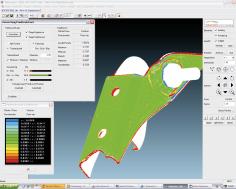
Durch Analysefunktionen können die erzeugten Flächen durch z.B. Falschfarbendarstellung der Punktabweichung oder Krümmungsanalyse überprüft werden, und gegebenenfalls neu parametrisiert werden.
Nach erfolgter Flächenrückführung können die Ergebnisse über Standard-CAD-Schnittstellen wie z.B. VDA-FS oder IGES aus „dimension“ an ein beliebiges CAD System exportiert werden.
QE 515
Unsere Webinar-Empfehlung

Erhalten Sie bei den Quality Days einen Einblick in die aktuellen Trends und neuesten Lösungen rund um die Qualitätssicherung. Diesmal steht das Thema „Optische Messtechnik" im Mittelpunkt.
Teilen:







{kind=link}