



In der Automotivindustrie sind die Vorgaben bezüglich der Produktqualität für die Zulieferer sehr streng ausgelegt. Ganz im Interesse der Endkunden werden für die unterschiedlichen Bedienkonsolen makellose Teile verlangt.
Dipl.-Ing. Kamillo Weiß, Fachjournalist, Leinfelden-Echter- dingen
Der sehr harte Wettbewerbsdruck in der Zulieferindustrie bedingt trotz komplexer Anforderungen einerseits die Flexibilität der Qualitätskontrollsysteme mit höchster Zuverlässigkeit, und andererseits kurze Entwicklungszeiten für das komplette Engineering von vollautomatischen Prüfzellen einschließlich der optimierten Prozesskommunikation.
In diesem Umfeld galt es auch für das mit rund 500 Mitarbeitern stark expandierende Unternehmen Ing G. Dekorsy GmbH, in Radolfzell am Bodensee, Wettbewerbsvorteile zu erarbeiten. Die Kernkompetenzen des Unternehmens betreffen Systemtechnologien für die Automobil-, aber auch für die Audio-, Video- und Telekommunikationsindustrie. Das umfasst den Werkzeugbau, Präzisionsspritzguss, Zwei- und Mehrkomponenten-Kunststoffverarbeitung, die Oberflächentechnik als auch die Laserbeschriftung. Qualität, Präzision, Innovation und Flexibilität sind zentrale Bestandteile der Unternehmensphilosophie. Das offenbart sich auch in der erst seit Mai 2006 installierten vollautomatischen Prüfzelle für Klima- und Navigationsbedienblenden. Mit dieser Qualitätskontrollstation der Firma Weber Systemtechnik aus Wetzlar werden im Dreischichtbetrieb weit über 400.000 produzierte Bedienblenden im Jahr extrem zuverlässig auf ihre Qualität kontrolliert. Durch die äußerst präzise Bildverarbeitung werden die sehr strengen Vorgaben der Automotivkunden mit zulässigen Fehlerraten im niedrigen ppm-Bereich (parts per million) sogar deutlich unterschritten.
Hohe Prüftiefe und Prozess-Sicherheit
Mit einer bereits bestehenden Anlage industrieller Bildverarbeitung eines anderen Anbieters hatte man schon ein paar Jahre positive Erfahrungen gemacht. Eine neue Prüfanlage wurde aber notwendig, da das bestehende System in der Prüfzeit, dem Durchsatz und Handling die neuen wesentlich umfangreicheren Anforderungen aus dem Automotivbereich nicht mehr erfüllen konnte. Aus dem detailliert erstellten Pflichtenheft ergaben sich umfangreiche komplizierte Anforderungen, die bewältigt werden mussten. Je nachdem, um welche Bedienblenden es sich handelte, ergaben sich weit über 50 Merkmale, die präzise und absolut zuverlässig in kurzer Zeit geprüft werden mussten.
Aus den Angeboten fiel die Entscheidung für die Prüfanlage zu Gunsten der Weber Systemtechnik GmbH. Sie gliedert sich in vier wesentliche Gründe.
Der Erste war die überzeugende gute Einbindung in die gesamte Steuerung der Automationsanlage mit Handlingssystem bis einschließlich dem Fertigungsnetzwerk. Das Zweite war die Empfehlung eines sehr bedeutenden Automotivkunden, der mit einer ähnlichen Anlage gute Erfahrungen gemacht hat. Der Dritte sehr gewichtige Grund war der gesamte Aspekt der Bildverarbeitung in Hard- und Software von Cognex. Dies betraf sowohl die äußerst zuverlässigen und sehr präzise arbeitenden Algorithmen und Visiontools, die einfache Bedieneroberfläche für das Maschinenpersonal, die Flexibilität der Bildverarbeitungs-Entwicklungsumgebung VisonPro und deren komfortable Programmierung. Und nicht zuletzt war die gesamte Prüfanlage als offenes System auf dem neuesten technologischen Stand konzipiert. Das ermöglicht durch seine Umrüstflexibilität auch den Einsatz für zukünftige andere Bedienblenden. Des Weiteren verfügt dieser Anbieter über umfangreiche Erfahrungen in der Konzipierung und Lieferung von kompletten Automatisierungslösungen.
Optimierter Prüfprozess
Die Symbole der Bedienkonsolen werden zunehmend filigraner und aufwendiger. Das stellt damit auch immer höhere Anforderungen an den Kunststoff, Lack und Laser und letztendlich auch an die anschließende penible Prüfung. In einer kompletten Taktzeit von weniger als 30 Sekunden müssen mehr als 50 verschiedene Merkmale sehr genau kontrolliert werden. Das heißt, die Bildverarbeitung selbst muss in weniger als 20 Sekunden bewältigt werden.
Es müssen Fehler erkannt werden wie beispielsweise Laserversatz, Drehung der Symbole sowie falsch oder gar nicht gelaserte Symbole. Es wird überwacht, ob die Symbole exakt in Lage und Position auf der Taste sind. Mit einer Prüfgenauigkeit von 1/10 mm wird die Position und Strichstärke der Zeichen überprüft und auch deren Vollständigkeit und Richtigkeit.
Besonderes Prüfmerkmal ist die Qualität der Laserbearbeitung. Sind die Symbole vollständig ausgelasert, oder hat der Laser eventuell zu tief oder zu kräftig gearbeitet. Das hat dann zur Folge, dass der Kunststoff verbrennt, was schwarze Einschlüsse zur Folge hat. Zuerst besteht die Blende aus weißem Kunststoff. Dann wird sie schwarz lackiert und der Laser brennt den Lack an den vordefinierten Stellen wieder weg. So entstehen die Symbole. Der Farbauftrag hat dabei etwa eine Schichtstärke 22 bis 30 µm.
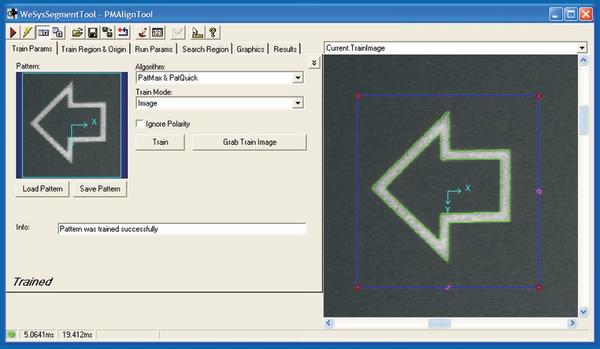
Bei diesen Aufgaben zeigen sich in markanter Weise die Vorteile der Vision-Software PatMax von Cognex. Dieses patentierte Verfahren verwendet im Gegensatz zur Grauwertkorrelation die geometrischen Grundstrukturen von Objekten in einem dreistufigen Verfahren. Zuerst werden die wichtigsten Einzelmerkmale eines Objektes wie Kanten, Abmessungen, Formen, Winkel, Bögen und Schattierungen isoliert identifiziert. Die räumlichen Verhältnisse zwischen diesen zentralen Merkmalen des eintrainieren Bildes werden mit dem Echtzeit-Bild verglichen. Aus der Analyse der geometrischen Informationen sowohl der Merkmale als auch deren räumliche Relation wird dann die Position des Objektes eindeutig und mit höchster Genauigkeit bestimmt. Merkmale wie z.B. Konturen mit geringem Kontrast können dadurch wesentlich zuverlässiger, genauer und schneller erkannt werden. PatMax erschließt sehr hohe Auflösungen bis in den Subpixelbereich und sichere Winkelbestimmungen von Objekten bis 0,02 Grad. Das Visiontool ist invariant gegenüber Lage, Orientierung und Maßstabsveränderung des Objektes. Durch gleichzeitige Untersuchung von Kontur und Struktur des Objektbildes können wechselnde Beleuchtungs- und Kontrastverhältnisse eliminiert werden.
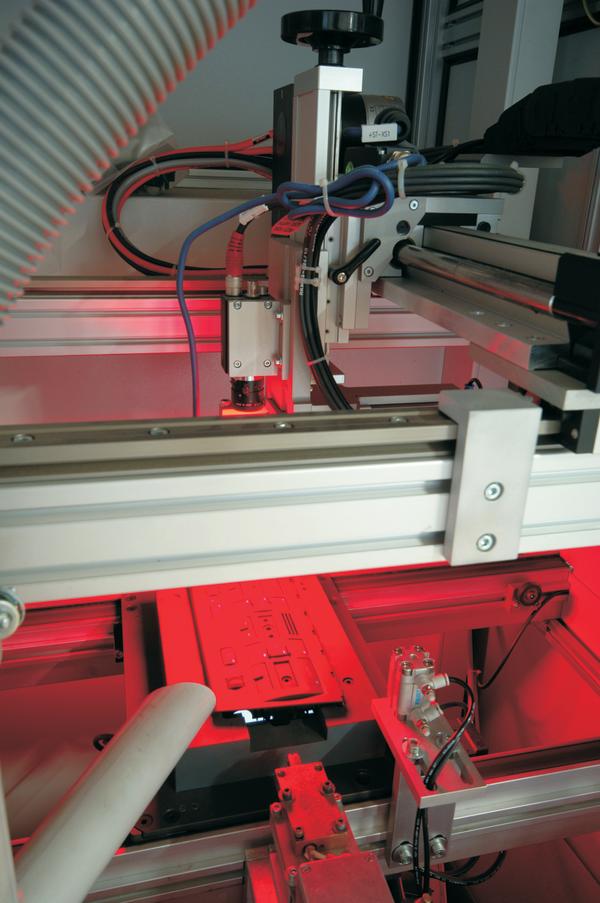
Des Weiteren werden die Symbole auch gegeneinander geprüft. Das heißt, sind die Symbole auf der linken Seite genauso hell wie auf der rechten Seite des Paneels? Auf der linken Seite wird dabei zum Beispiel eine Toleranz gesetzt, dann wird geprüft ob das rechte Teil innerhalb der Toleranz des linken liegt. Im anderen Falle ergibt das Unterschiede in der Ausleuchtung und der Farbe. Diese Differenzen auf der Bedienkonsole machen sich dann besonders nachts bei eingeschalteter Hinterbeleuchtung für die Fahrzeuginsassen deutlich bemerkbar. Das ist auch der Grund, warum in der Prüfzelle zwei verschiedene Beleuchtungen eingesetzt werden. Einmal die Hinterleuchtung mit Weißlicht und einmal mit rotem Auflicht. Es gibt viele Merkmale der Laserbearbeitung, die nur mit der einen oder der anderen Beleuchtung erkennbar sind. Das subjektive Qualitätsurteil, durch die individuell abhängige menschliche visuelle Wahrnehmung, muss ersetzt werden durch ein objektives Qualitätsurteil. Deshalb greift man auf entsprechende Referenzmuster zurück, um eine Art Kalibrierung vorzunehmen. Um in dieser breiten Merkmalspalette präzise Ergebnisse zu erzielen werden auch weitere sehr fein arbeitende Tools des Softwarepaketes PatMaxAligne von Cognex verwendet. Die Analyse der enormen Datenflut in nahezu Echtzeit wird durch den Einsatz des Framegrabber MVS 8600 von Cognex bewältigt.
Gesicherte Flexibilität
Das Systemhaus Weber hat eine kundenspezifische Bedieneroberfläche über der Entwicklungsumgebung VisionPro angeordnet. Dadurch greift der Bediener vor Ort gar nicht auf VisionPro direkt zu, sondern bewegt sich vor allem auf der sehr einfachen Oberfläche – ohne tief in VisionPro einsteigen zu müssen. Das macht es für den Anwender besonders einfach und komfortabel. Dennoch ist der schnelle Zugriff auf die besonders einfache Parametrierung von Merkmalen gegeben, die eine jederzeitige Anpassung der Anwendung ermöglicht.
Dazu gehört auch der derzeitige Stand der Technik, dass man jederzeit per VPN Verbindung auf die ganze Anlage zugreifen und in schneller Reaktionszeit Anpassungen oder Optimierungen vornehmen kann. Die vorhandene Fernwartung ist allerdings wesentlich luxuriöser ausgestattet, so dass man den kompletten Zugang und die Kontrolle zum Anlagen-PC von Wetzlar aus erhält. Im Falle von irgendwelchen Defekten in der Anlage ermöglicht dies die sehr schnelle Reaktion und Einkreisung des Problems sowie dessen Beseitigung. Des Weiteren ist die Anlage so ausgelegt, dass die zügige Umrüstung für zukünftige andere Blenden erfolgen kann. Deshalb ist auch die Kamera auf einem verfahrbaren Modul montiert.
Die vollständige Realisierung des kompletten Projektes konnte zum Nutzen für Dekorsy recht zügig erfolgen. Dabei erwies es sich als Vorteil, dass die komplette Prüfzelle bei der Weber Systemtechnik GmbH einschließlich dem Einlernen aller Merkmale in Probebetrieb genommen wurde. Das ermöglichte es dann, die gesamte Prüf- und Handlingsanlage innerhalb nur eines Wochenendes in der Fertigungslinie zu installieren und den problemlosen Betrieb regulär aufzunehmen. Auch dieser Aspekt erwies sich als ein Beitrag zur zügigen Anlagenamortisation.
Cognex, Karlsruhe
QE 504
Teilen:







{kind=link}