
In der Vergangenheit war in der deutschen Industrie ein ständiger und direkter Kontakt zwischen den Mitarbeitern der Fertigung und Fertigungsplanung einerseits und den Mitarbeitern der Montage und der Erprobung andererseits. Durch diesen Kontakt wurden die Erzeugnisse ständig verbessert und der Fertigungsprozess optimiert. Oft war die Konstruktion an diesen Beratungen nicht beteiligt. Daher wurden die Zeichnungen nicht geändert und nicht ergänzt. Unvollständige und falsche Zeichnungen waren die Folge. Die Erzeugnisse funktionierten dennoch.
Dipl. Ing. G. Henzold,Ratingen
Außerdem wurden die Zeichnungen nach veralteten Methoden bemaßt und toleriert. Man verwendete Maße mit ± Toleranzen. Wegen der Toleranzadditionen und weil eindeutige Bezugssysteme, zylindrische Toleranzzonen und andere Toleranzerweiterungen und Präzisierungen (z.B. die Maximum-Material-Bedingung und die projizierte Toleranzzone) damit nicht möglich waren, ergaben sich unnötig kleine Toleranzen. Oft ließen sich auf diese Weise die Funktionsansprüche nicht richtig beschreiben. Diese Zeichnungen führten wegen der zu kleinen Toleranzen zu unnötig teurer Fertigung und konnten dennoch die Qualität nicht gewährleisten. In vielen Unternehmen der deutschen Industrie bestehen derartige Zeichnungen heute noch. Sie sind unvollständig und falsch.
Wenn diese Zeichnungen im Zuge der Globalisierung und des Outsourcing zu fremden Fertigern kommen, die die Absprachen zwischen ursprünglicher Fertigung und Montage und Erprobung nicht kennen, wird nach der Zeichnung gefertigt. Die Folge sind nicht funktionierende Erzeugnisse. Von dieser Erfahrung hört man heute überall.
Globalisierung erfordert vollständig und richtig tolerierte Zeichnungen. In vielen US-amerikanischen Unternehmen wird dies bereits seit langem praktiziert. Dazu gehört die richtige Anwendung der
Form- und Lagetoleranzen nach ISO 1101
Bezüge und Bezugssysteme nach ISO 5459
Positionstoleranzen nach ISO 5458
Profiltoleranzen nach ISO 1660
Hüllbedingung nach ISO 8015
Maximum-Material-Bedingung nach ISO 2692
Minimum-Material-Bedingung nach ISO 2692
projizierten Toleranzzone nach ISO 10 578
Regeln für flexible Teile nach ISO 10 579
Allgemeintoleranzen, z.B. nach ISO 2768.
Nach diesen Normen lassen sich die geometrischen Funktionserfordernisse direkt und vollständig angeben (was mit der veralteten Methode der ± Toleranzen oft nicht möglich war). Die neue Methode vermeidet Toleranzadditionen und es ergeben sich die größtmöglichen Toleranzen. Die Toleranzen sind oft um ein Vielfaches größer als die Toleranzen der veralteten Methode. Man erhält bessere Qualität zu geringeren Kosten.
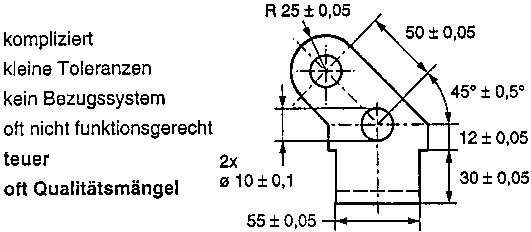
Das folgende Beispiel soll den Unterschied zwischen der veralteten Methode und der neuen Methode veranschaulichen. Bild 1 zeigt ein Beispiel bemaßt und toleriert nach der veralteten Methode. Bild 2 zeigt das Beispiel nach der neuen Methode. Das Teil soll mit seiner Kontur in ein Gegenstück passen und Bolzen an bestimmten Orten aufnehmen können.
In Bild 1 ist nicht klar, was primäres, sekundäres und tertiäres Bezugselement ist. Demzufolge ist unklar, was die richtige Lage der Bohrungen und der Rundung in Bezug auf die Bodenfläche und auf die Seitenflächen ist. Außerdem ist unklar, wo der Scheitelpunkt des Winkels 45° liegt (z.B. im Lochzentrum oder auf der Mittelebene der Seitenflächen).
Die Toleranzen sind sehr klein, weil sie die Toleranzadditionen berücksichtigen müssen. Es ist kompliziert und schwierig zu erkennen, welche Toleranzadditionen auftreten können. Außerdem ist die Zeichnung unvollständig, weil wegen fehlender Allgemeintoleranzen für Form und Lage die Rechtwinkligkeitsabweichungen zwischen Grund- und Seitenflächen und die Symmetrieabweichungen der Lochachsen nicht toleriert sind. Die Zeichnung hat sehr kleine Toleranzen (teure Fertigung), ist unvollständig und lässt daher funktionsuntaugliche Teile zu (Qualitätsmängel).
Bild 2 zeigt das entsprechende Teil nach der neuen Methode bemaßt und toleriert. Die Toleranzen geben direkt (nicht auf Umwegen) die Funktionserfordernisse an (siehe oben).
Im Vergleich zum Bild 1 sind die Toleranzen wesentlich größer, Bemaßung und Tolerierung sind vollständig und entsprechen der Funktion.
Man erhält nach Bild 2 das Teil zu geringeren Kosten (wegen der größeren Toleranzen) und funktionstauglich (bessere Qualität). Die Zeichnung kann weltweit ohne zusätzliche Erklärungen angewendet werden.
Schulung und Information
Die Anwendung der neuen Methoden nach den oben genannten Normen erfolgt zwar nach einfachen Regeln, wegen der vielen Auswahl- und Kombinationsmöglichkeiten besteht jedoch weitgehend Unsicherheit über die richtigen Zeichnungseintragungen und deren Interpretationen.
Daher bedarf es der Schulung der Mitarbeiter, die z.B. vom Autor angeboten wird.
Vorgesetzte sollten in die Lage versetzt werden, moderne Zeichnungen lesen zu können und zu erkennen, welche innerbetrieblichen Maßnahmen notwendig sind, um die richtige Anwendung herbeizuführen. Auch dazu bietet der Autor Informationsveranstaltungen für Führungskräfte an.
Darüber hinaus hat der Autor die über Jahre mit der Industrie gefundenen und bewährten Lösungen zur Form- und Lagetolerierung der verschiedensten Funktionsfälle gesammelt, in einfachen Prinzip-Beispielen veranschaulicht und in einer CD vereinigt. Ein hierarchisches Inhaltsverzeichnis und ein umfangreiches Stichwortverzeichnis lassen die betreffenden Beispiele per Mausklick schnell auffinden. Ziel ist es, den Inhalt der CD den Konstrukteuren über das firmeninterne Netzwerk zur Verfügung zu stellen. Die CD stellt eine Ergänzung zum DIN Beuth-Kommentar Form und Lage und zum DIN Normenheft 7 Anwendung der Normen über Form- und Lagetoleranzen in der Praxis dar.
Der Autor ist aus der Industrie stammender Sachverständiger und Berater für Geometrische Produkt-Spezifikationen GPS, Leiter entsprechender Lehrgänge und Workshops im Haus der Technik Essen und in Industrieunternehmen im In- und Ausland. Er ist Vorsitzender des entsprechenden Normenausschusses im DIN und langjähriger Mitarbeiter der entsprechenden Komitees der ISO (International Standardization Organization).
Weitere Informationen A QE 307
Teilen:







{kind=link}