
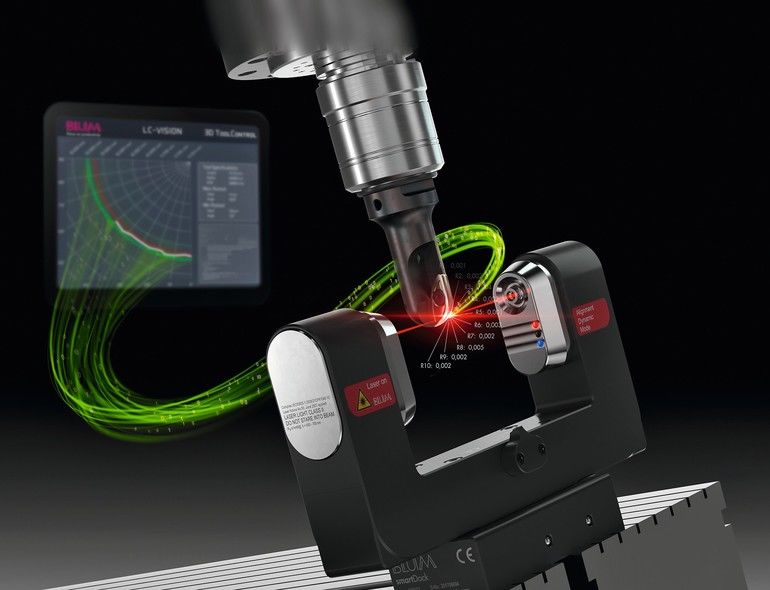

„Die Werkzeugmaschine wird immer mehr zur Messmaschine – und nun rückt die Überwachung der Spindel in den Fokus der Metallverarbeiter“, sagte Winfried Weiland, Marketingleiter von Blum-Novotest, auf der EMO in Hannover. Highlight auf der Messe war beim Messtechnikspezialisten aus Grünkraut die neue Visualisierungs- und Auswertesoftware LC-Vision für die Digilog-Lasermesssysteme von Blum. „Die Anwendung hebt das Thema Werkzeugmessung in der Maschine auf das nächste Level, da sie erstmals eine Live-Visualisierung und Analyse der während des Messvorgangs erfassten Werte direkt auf der Maschinensteuerung ermöglicht“, so Weiland.
Zum Einsatz kommt die Software beispielsweise in Kombination mit der Option Spindlecontrol, die ebenfalls neu entwickelt wurde. Mit Hilfe dieser Anwendung können Digilog-Messsysteme den Zustand der Spindel bei unterschiedlichen Drehzahlen erfassen und frühzeitig beispielsweise auf Lagerschädigungen und daraus entstehende Ungenauigkeiten in der Bearbeitung hinweisen. Diese Daten können auch für eine vorbeugende Wartung genutzt werden. So kann eine Spindel rechtzeitig überholt werden, bevor es zu einem Totalausfall und ungeplantem Maschinenstillstand kommt.
Praktische Anwendung findet Spindlecontrol auch, um die Aufwärmzeiten von Maschinen in der Hochpräzisionsbearbeitung zu minimieren: Mithilfe der Funktion kann der Nutzer feststellen, wann die Maschine einen thermisch stabilen Zustand erreicht hat und mit der Bearbeitung begonnen werden kann. Selbst eine Vibrationsanalyse abhängig von Spindeldrehzahl und -bereich ist möglich: Anhand der Daten können Unregelmäßigkeiten erkannt werden, die zum Beispiel auf eine Lagerschädigung hinweisen. Für den Fall, dass kein digiloges Lasermesssystem von Blum installiert ist, gibt es mit „Portable Spindlecontrol“ (PSC) eine mobile Lösung zur Spindelüberwachung, die Spindlecontrol-Software läuft dabei auf einem externen PC.
Bei Renishaw war auf der EMO mit dem XK10 ein neues Lasersystem zur Maschinen-Geometriemessung für die Maschinenkalibrierung zu sehen. Es kann an linearen Führungen eingesetzt werden, um deren Geradheit, Rechtwinkligkeit, Ebenheit, Parallelität und Nivellierung sicherzustellen, und um die Spindelrichtung und Koaxialität von Drehmaschinen zu beurteilen. Unter Verwendung der Echtzeit-Anzeige des XK10 Systems können diese Abweichungen direkt während des Aufbaus gemessen und ausgerichtet werden. Darüber hinaus ist das XK10 ein leistungsfähiges Diagnose-Tool, um Fehlerquellen nach einer Kollision oder im Rahmen einer regelmäßigen Wartung zu ermitteln.
Lasermesssystem statt Granit-Messplatten
Das XK10 kann geometrische und rotierende Komponenten für Maschinen mit Achsenlängen bis zu 30 m messen und ausrichten. Dieses Lasersystem ersetzt die sonst benötigen Normale wie Granit-Messplatten und Prüflineale, die zu kalibrieren sind und mit erheblichem Kostenaufwand transportiert werden müssen. Das eigenständige modulare System, das einfach an den Maschinenführungen befestigt wird, ermöglicht kürzere Einrichtzeiten und Messungen an der Maschine als herkömmliche Verfahren. In einem schnellen, zweistufigen Verfahren vereinfacht es komplexe Messungen wie die Parallelitätsprüfung, da es nicht solchen Einschränkungen unterliegt wie herkömmliche Verfahren, die sich durch die Abstände der Schienen untereinander ergeben.
Auf dem Stand vorn Marposs war die Produktreihe Mida mit Messmitteln für Werkzeugmaschinen einschließlich passender Softwareprodukte zu sehen — angefangen bei Ready2Probe für die einfache Programmierung von Messzyklen bis hin zum CNC Probing Recorder, einer automatischen Messdatenerfassung für die Überprüfung der Produktionsqualität. Am Beispiel der Inspektion eines Elektromotorgehäuses auf einer Werkzeugmaschine wurde deutlich, wie die einzelnen Mida-Komponenten aufeinander abgestimmt arbeiten: Der scannende Schaltmesskopf mit Funkübertragung WRSP60 maß die Rundheit eines zylindrischen Sitzes und zeigte die Verschiebung vom Sollprofil in einem Polardiagramm an. Die kamerabasierte Werkzeugvermessung VTS WF85 prüfte das Profil und die Oberfläche der Schneiden, um sehr gute Ergebnisse beim Finalisieren der Werkstücke zu garantieren.
Für das Messen geneigter Oberflächen bietet sich der hochpräzise Schaltmesskopf VOP40p von Marposs an, der mit Piezotechnik arbeitet. Durch die Hyper-Probing-Software wird das Bearbeitungspotenzial der Maschine optimal genutzt und erlaubt Messungen bis zu einem Vorschub von 5.000 mm/min.
Für die Überwachung von Werkzeugen auf dem Bearbeitungszentrum hatte Marposs ebenfalls Lösungen im Gepäck: Für die Verschleiß- und Brucherkennung von Werkzeugen eignet sich Gemtmutp. Werkzeugunwuchten und Vibrationen, die auf Spindelschäden hinweisen, werden mit Gem VM03 erkannt. Gemtmuro verwendet die Daten eines induktiven Wirbelstromsensors, um Rundlaufabweichungen des Werkzeughalters zu erkennen, die durch Späne am Spindelfutter verursacht werden. Und TBD leistet schließlich eine schnelle, axiale Werkzeugbrucherkennung auch für sehr kleine Werkzeuge. ■
Die Autorin
Sabine Koll
Redaktion
Quality Engineering

Messtechnik für die Produktion
Mit dem Mistar 555 hat Mitutoyo auf der EMO ein neues kompaktes CNC-Koordinatenmessgerät für raue Produktionsumgebungen vorgestellt. Seine spezifizierte Längenmessabweichung erreicht das Gerät bei einer Temperatur zwischen 10 und 40°C. Der Ziffernschrittwert beträgt 0,1 μm. Es wird mit einem Messkopfsystem für Einzelpunktmessungen und für scannendes Messen ausgeliefert und kann mit einer Tasterwechseleinrichtung erweitert werden. Nach dem Aufspannen des Werkstücks können vorkonfigurierte Messprogramme ausgeführt werden. Das ebenfalls neue manuelle Beladungssystem sorgt zudem für ein korrektes Platzieren des Werkstücks. In Hannover wurden die Messdaten der Mistar 555 in die IoT-Plattform Field System einer Fanuc-Werkzeugmaschine eingespeist, für die auf der Messe der Startschuss erfolgte.

Hier finden Sie mehr über:






{kind=link}