


Die Absicherung qualitativ hochwertiger Produkte ist ohne entsprechende Messtechnik schon in der Vorfertigung undenkbar. Messen am Arbeitsplatz, das heißt noch in vielen Unternehmen in erster Linie das manuelle Messen mit Messschieber, Mikrometer oder Messuhr. Ein qualifizierter Werker weiß damit auch umzugehen, und mit den Messergebnissen lässt sich üblicherweise gut zu Recht kommen – aber die Ergebnisse sind werkerabhängig und lassen damit ungewünschten und nicht dokumentierbaren Interpretationsspielraum.
Franz J. Gruber Freier Journalist
Zudem werden die Ergebnisse selten in ein CAQ System integriert sondern werden aufgeschrieben und verschwinden damit als wertvolles Datenmaterial in Aktenschränken. Dass es genauer, schneller und vor allem auswertbar geht, beweist der Möbelbeschlag-Hersteller Hettich mit Stammsitz in Kirchlengern. Dort haben längst 3D-Koordinatenmessgeräte mit Multisensortechnik die bis dato üblichen, handgeführten Messmittel in der Werker-Selbstprüfung ersetzt.
Bekannt für beste Qualität
Hettich International gehört mit weltweit ca. 5500 Mitarbeitern zu den globalen Größen in der Möbelbeschlag-Industrie. Wobei das Produktspektrum längst über das hinausgeht, was man gemeinhin unter Beschlägen versteht – der firmeneigene Slogan „Zu Hause in guten Möbeln“ trifft das Portfolio, das sich vom Funktionsteil bis zum Design-Accessoire erstreckt, schon eher. Das Unternehmen ist mit 36 Niederlassungen weltweit vertreten, unter anderem auch mit Produktionsstandorten in Europa, Amerika und Asien. Die Möbelindustrie, Handel, Handwerk und die Heimwerker-Branche – in diese Bereiche liefert Hettich weltweit. Made by Hettich gilt in diesen Branchen längst als der Standard für Qualität und das Familienunternehmen tut einiges, um den Standard nicht nur zu halten sondern ständig zu verbessern. Qualität will konstruiert und produziert werden.
Inspector FQ ersetzen übliche Arbeitsplatzprüfmittel
Gleich mehrere 3D-CNC-Koordinatenmessgeräte Inspector FQ von Werth Messtechnik, Technologieführer in der Multisensor-Koordinatenmesstechnik, haben die üblichen Arbeitsplatzprüfmittel in der Vorfertigung ersetzt. Dabei wurde parallel in der Qualitätssicherung der Berufszweig Messtechnik installiert, der wohl eine weltweit einzigartige Programmstruktur für die 3D-Koordinatenmessgeräte realisiert hat, die eine Werkerselbstprüfung ermöglicht. Aus diesem Bereich werden die softwareseitige Bedienung der Messgeräte und die Masterprogramme vorgegeben. Die QS in dem Produktbereitstellungsprozess trainiert die Werker und wandelt die Masterprogramme in die Varianten um. Derzeit befinden sich auf jedem Messgerät ca. 1.600 Programme. Um die Ausfallsicherheit zu erhöhen, sind diese Programme auf mehreren Messgeräten in der Vorfertigung gespiegelt, die den hohen Qualitätsstandard von Hettich absichern.
Schubkästen öffnen und schließen sanft
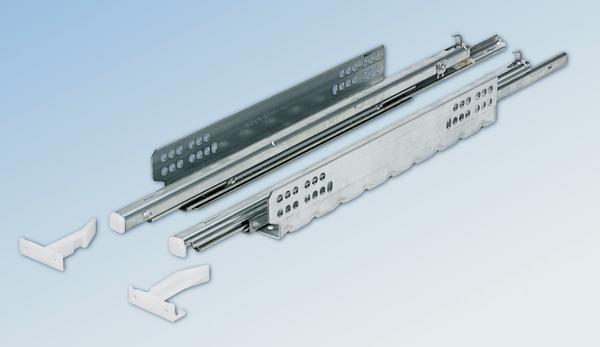
Mehrere Profilieranlagen sind in Kirchlengern im Einsatz, auf denen Bauteile für Auszugssysteme (Bild 1) für Küchen-, Bad-, Büromöbel und Weiße Ware entstehen. Diese Bauteile werden wiederum auf Montagelinien montiert. Dass es in dieser Prozesskette genau zugehen muss, weiß jeder, der sich (etwa beim Kauf einer Küche) mit dem Thema auseinandergesetzt hat: Wenn sich ein Schubkasten wie schwerelos sanft öffnen und schließen lässt, dann liegt das Geheimnis nicht zuletzt in der Fertigungsqualität. Es gilt also, während des Produktionsprozesses die Spezifikationen im Auge zu behalten.
Vor allem schneller zu messen stand dabei im Vordergrund und die Entscheidung, in Werth Inspector FQ-Geräte (Bild 2) zu investieren ergab sich fast von selbst. Die bei Hettich eingesetzten Systeme bieten eine Kombination aus Bildverarbeitungssensor und Taster und stehen in Kirchlengern nunmehr für flexible Koordinaten- bzw. Multisensormesstechnik – und damit für Qualitätssicherung par excellence.
Der Werth Inspector FQ gilt als das weltweit schnellste Multisensor-Koordinatenmessgerät und findet naturgemäß überall dort Anwendung, wo hohe Messgeschwindigkeit gefordert ist, also bei echten Stückzahlen. Dass die verschleißfreien Lineardirektantriebe mit höchsten Positioniergeschwindigkeiten aufwarten, mag bei der Einzelmessung nur unwesentlich ins Gewicht fallen – bei vielen Teilen dagegen sind die Einsparpotenziale allein dadurch enorm: Schneller messen zu können, heißt (auch bei Hettich) den Durchsatz kräftig steigern zu können. .
Aber das ist es nicht allein, wie sich in einem eindrucksvollen Vergleich am realen Teil, einem so genannten Aufstellhaken, zeigt. Hierbei handelt es sich um ein Blechumformteil mit mehreren Ausbrüchen und Bohrungen. Die Überprüfung der Hakenhöhe erfolgte bislang mit einer Prüflehre, andere relevante Merkmale wie etwa die Hakenposition wurden mit einer Messuhr oder dem Messschieber gemessen. Auch standen bislang manuelle Messgeräte zur Verfügung, um die relevanten Messgrößen zu erfassen.
Messzeit halbiert
Mit konventioneller taktiler Messtechnik wurden pro Teil gute 17 Minuten benötigt, Versuche mit konventioneller Multisensor-Technik ergaben schon 10 Minuten für einen Messzyklus. Der Werth Inspector FQ konnte aber selbst diese Marke eindrucksvoll schlagen: Mit der nunmehr bei Hettich eingesetzten Multisensor-Koordinatenmesstechnik mit der schnellen FQ-Technologie wurde dieser Zeitrahmen auf die Hälfte reduziert. Mit optischem und taktilem Sensor ist der Messablauf in einer Aufspannung reproduzierbar und werkerunabhängig möglich. Gemessen werden Längen und Breiten, Lochpositionen, Stanzbilder, Drallung, Biegung und so weiter. Den größten Part übernimmt dabei der Bildverarbeitungssensor: 60 Prozent der Merkmale werden optisch gemessen (Bild 3). Die Kameraelektronik des Bildverarbeitungssensors wandelt die durch das Objektiv einfallenden optischen Signale in ein digitales Bild um, das über einen Bildschirm für den Werker sichtbar wird. Eine entsprechende Software sorgt dafür, dass Maße und Toleranzen (wie beim taktilen Sensor auch) angezeigt und dokumentiert werden können.
Optisch und taktil gemeinsam
Aber auch wenn der Charme des berührungslosen Messens durch optische Sensorik ohne Zweifel gegeben ist, ganz ohne taktile Sensorik geht es nicht. Es gibt Geometrien, bei welchen die Optik keine Chance hat, etwa bei Hinterschneidungen. Mit dem Taster können Merkmale gemessen werden, die für den Bildverarbeitungssensor nicht sichtbar sind. Mit einem messenden Tastsystem können zudem dreidimensionale Konturen und Flächen gescannt werden. Dies gilt für ebene Schnitte wie auch für vorgegebene Bahnen mit beliebig vielen Messpunkten. Für den Taster bleiben im konkreten Beispiel noch die restlichen 40 Prozent der Messaufgaben. Was den Zeitverbrauch für den gesamten Messzyklus betrifft, so ist das Verhältnis in etwa umgekehrt – für den 40-%-Anteil benötigt der Taster ca. 70 Prozent der gesamten Zykluszeit.
Diesbezüglich hat die Optik die Nase vorn, aber letztlich ist es neben der hohen Maschinendynamik die Kombination von Optik und Taster, die die Inspector-Messgeräte – auch betriebswirtschaftlich – unschlagbar machen. In der Gesamtbilanz reduzieren sich die Messkosten pro Teil dramatisch, um mehr als die Hälfte und dadurch amortisieren sich die Investitionen innerhalb weniger Monate.
Das automatisierte und vor allem schnelle Messen hat in Kirchlengern ein Ziel, nämlich die Qualität der Endprodukte noch weiter zu verbessern. Der Werker legt das Teil lediglich auf die Aufnahmevorrichtung des Koordinatenmessgeräts und ruft das Messprogramm ab. Der Rest erfolgt automatisch und anhand des ausgegebenen Prüfprotokolls kann der Werker sofort erkennen, ob die Produktionsmaschine an der einen oder anderen Stelle nachgestellt werden muss.
Rüstzeiten, Prüfkosten und Verwaltung minimiert
Multisensor-Koordinatenmessgeräte ermöglichen es, selbst komplexe Teile in einem Arbeitsgang zu messen, da sämtliche Sensoren im identischen Koordinatensystem arbeiten. Existierende Messprogramme lassen sich leicht an entsprechende Änderungsstände anpassen. Die Rüstzeiten und Prüfkosten pro Teil verringern sich erheblich, da prinzipiell alle Teile auf ein und demselben Gerät geprüft werden können, und nicht jedes Teil spezielle Messvorrichtungen bzw. Lehren erfordert. Die Herstellung von Kalibrier- und Meisterteilen entfällt. Damit verbundene Kosten für Kalibrierung und Instandhaltung (Prüfmittelverwaltung) sind somit ebenfalls nicht existent. Die Rückführbarkeit der Messergebnisse auf staatliche Normale der Messergebnisse ist implizit gegeben. Gleichwohl stehen die Messgeräte der Fa. Werth in Konkurrenz zu Messmitteln die nicht so flexibel sind, aber höhere Durchsatzzeiten ermöglichen. Hier spielen die Messtechniken von Kameraprüfungen in den Anlagen und der Lasermesstechnik an Prüfplätzen eine große Rolle, der sich auch die Fa. Werth ständig stellen muss. Diese Investitionssummen rechtfertigen bei einer großen Teilvielfalt sehr schnell den Einsatz der entsprechenden Multisensor Gerätetechnik. Alles in allem sprechen die zu erzielenden Kostenvorteile eine eindeutige Sprache.
Werth Messtechnik, Giessen
QE 515
Teilen:







{kind=link}