
Der Weg zum Gigabit-Chip erfordert absolut zuverlässige Messtechnik im Grenzbereich des physikalisch Machbaren. Die Firma Carl Zeiss entwickelt Messverfahren und fertigt hochgenaue Messanlagen zur Vermessung von optischen Bauteilen für die eigene Produktion. Perfekte Linsenoberflächen sind eine Voraussetzung der Ultrapräzision von Optiken für die Halbleiter-Lithografie. Die hier messtechnisch eingesetzten Videokameras müssen höchste Anforderungen erfüllen.
Dipl.-Ing. Kamillo Weiß, Freier Fachjournalist, Leinfelden-Echterdingen
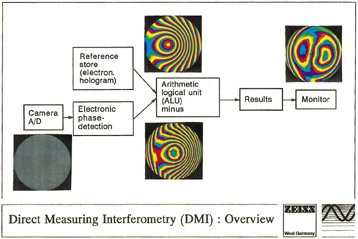
Ohne die extrem genau gefertigten Objektive wäre die hochintegrierte Chipfertigung gar nicht möglich. Die Struktur des Chips wird in einem mikrolithografischen Prozess erstellt, der äusserst hohe Anforderungen an die Projektionsobjektive stellt. Für die extrem genaue Vermessung der Serienteile dieser lithografischen Objektive hat Zeiss ein besonderes Verfahren der Interferometrie entwickelt, mit dem die gegenwärtigen Messanforderungen erfüllt und zukünftige gelöst werden. Diese Messtechnik arbeitet vereinfacht erklärt in folgender Weise: Es wird die Interferenz des Laserlichtes von 632,8 nm Wellenlänge gemessen, welche durch die Abweichungen von der idealen Linsenform entsteht.
Das Interferenzbild der geprüften Linse wird auf den CCD-Chip der Videokamera abgebildet und aufgenommen. Eine eigens von Zeiss entwickelte Bildverarbeitungssoftware (Direct Measuring Interferometry DMI) bereitet dieses Bild rechnerisch auf und stellt das Ergebnis in aussagefähigen farbigen Mustern dar.
Mit Beginn des neuen Jahrtausends soll der 1 G-bit Chip weltweit produziert werden. Er wird nur noch Strukturgrössen von 0,18 µm haben wird. Dementsprechend bewegen sich die Anforderungen an die Messgenauigkeiten für Linsenoberflächen deutlich unter 1 Nanometer. Gegenwärtig werden bei Carl Zeiss in feinstklimatisierten Anlagen zur hochgenauen Vermessung der Linsenoberflächen Reproduzierbarkeiten von weniger als 1 nm RMS erzielt. In enger Partnerschaft liefert das Unternehmen die lithografischen Objektive an den weltweiten Lieferanten von Wafer-Steppern, das holländische Unternehmen ASML.
Dazu bemerkte Dr. Bernd Dörband, Leiter der Messtechnik im Bereich Service Produktion bei Carl Zeiss in Oberkochen:
„Wir bewegen uns in Dimensionen einer Fertigungs- und Messgenauigkeit, die sich der Laie nur schwer in griffiger Weise vorstellen kann. Die Ultrapräzision zur Vermessung unserer lithografischen Objektivkomponenten von 10“ Durchmesser würde ausgedehnt auf die ganze Länge des Bodensees bedeuten, daß man bei absoluter Ebenheit der Wasseroberfläche noch Höhendifferenzen von etwa 50 µm feststellen könnte.“
Synergien der Präzision
Im Technologiezentrum Optik in Oberkochen bilden 120 Mitarbeiter einen Entwicklungs- und Servicebereich mit Nutzen für den ganzen Zeiss-Konzern. Unter den vier Abteilungen für Beschichtung, Fertigungstechnologie Optik, Gittertechnologie/Holographie geht es in der vierten Abteilung um Messtechnik, die man nirgendwo kaufen kann. Ein sehr wichtiges Aufgabengebiet hierbei sind Entwicklung und Bau von hochgenauer Messtechnik zur Überprüfung jeder einzelnen Linse, die in mikrolithografischen Objektiven eingesetzt werden. Die Entwicklungsarbeit bewegt sich ständig an der Grenze des Machbaren, woraus dann die Messtechniken für den serienmässigen Einsatz entstehen.
Schlüsseltechnologien wie dieses Messverfahren, welche letztendlich Voraussetzung für die Produktion immer höher integrierter Chips sind, benötigen selbstverständlich auch Komponenten höchster Qualität. Diese Messtechnologie wird aber auch noch für andere Bereiche wie zum Beispiel der Weltraumtechnik zur Vermessung grosser Teleskopspiegel eingesetzt. Jede neu ausgewählte Komponente muss einen positiven Beitrag zur Leistungssteigerung in Genauigkeit und Zuverlässigkeit erbringen.
Die Aufnahme des Interferenzbildes stellt sehr hohe Anforderungen an die Videokamera. Die Qualität des aufgenommenen Bildes ist für die weitere rechnerische Aufbereitung mittels Bildverarbeitungssoftware von grosser Bedeutung. Je genauer und störungsfreier dieses Bild ist, desto besser sind auch die endgültigen Ergebnisse. Die Videokamera ist damit ein Glied in der Kette dieser Schlüsseltechnologie.
Kompromissloses Auswahlverfahren
In die Interferenzmesstechnik integriert, musste die neue Videokamera unter Fertigungsbedingungen eine Reproduzierbarkeit der Messgenauigkeit von unter 1 nm gewährleisten. Um aus dem großen Angebot von Videokameras die mit den besten Ergebnissen zügig zu finden, wurde von Zeiss eine Marktstudie an die Fraunhofer Gesellschaft an der Universität in Karlsruhe vergeben.
Wichtige Parameter in der Auswahl waren vor allem:
l eine hohe Bildeinzugsgeschwindigkeit, um zeitlich bedingte Einflussmöglich keiten zu reduzieren,
l der elektronische Shutter,
l das Auflösungsvermögen im Subpixel- bereich von bis zu 1/100 Pixel,
l ein geringes Rauschen,
l ein sehr gutes Kontrastverhalten ohne Schmiereffekt,
l die Linearität,
l ein digitales Bild direkt vom Imager,
l nicht zuletzt aber auch die fachliche Kompetenz und zukünftige Kontinuität des Lieferanten.
Dazu bemerkte Frau Dipl.-Phys. Henriette Müller – Projektleiterin dieser interferometrischen Prüfanlage – aus der Abt. Messtechnik bei Carl Zeiss in Oberkochen:
„In der Praxisstudie von der Fraunhofer Gesellschaft verblieben nach der ersten Aussortierung etwa sechzig Anbieter. Davon kamen dann sieben in die engere Wahl. Unter diesen erfüllten etwa drei bis vier Anbieter einen Grossteil der von uns geforderten Parameter. Die TM-1010 und die neue TM-1040 von Pulnix hoben sich bezüglich unserer geforderten Parameter deutlich ab. Vorteilhaft war auch die kompetente fachliche Beratung und Unterstützung dieses Anbieters.“
Im Grenzbereich des Machbaren geht es natürlich auch oft um die Realisierung individueller Wünsche, weil nur damit weitere Verbesserungen erzielbar sind. So setzt man die TM-1040 mit einem Imager ein, bei dem das sonst generell eingeklebte Deckglas entfernt wurde. Da man ohnehin in den Messanlagen unter Reinraumbedingungen und Feinstklimatisierung arbeitet, ist diese Arbeitsweise unproblematisch und es wird noch eine weitere Leistungssteigerung in der Präzision erzielt.
Die neue Generation von Messanlagen für die hochgenaue Vermessung von Linsenoberflächen wird daher mit der Videokamera TM-1040 ausgestattet. Diese Progressive Scan Megapixel-Videokamera mit einer Clockfrequenz von 40 MHz und einer Frequenz im Vollbildmodus von 30 Bildern/Sekunde verfügt über einen CCD-Imager von 1 024 x 1 024 Pixel und dem Interline Transfer Prinzip. Damit liefert sie immer Momentaufnahmen, weil alle Pixel absolut zeitgleich belichtet und zeitgleich in den internen Speicher des CCD-Chip transferiert werden. Der CCD-Chip ist durch Passstifte und frontseitige Auflagefläche mit einer Genauigkeit im µm-Bereich zum C-Mount per Verschraubung extrem genau dauerhaft justiert. Der 9,1 x 9,2 mm große Bildchip neuester Generation hat quadratische 9 x 9 µm grosse Pixel. Der Imager zeichnet sich durch einen ausserordentlich kleinen Schmiereffekt aus, eine sehr wichtige Eigenschaft für die sehr hohe Konturschärfe.
Herausragend gegenüber anderen Produkten erweist sich die hohe Dynamik von 50 000 Elektronen, womit auch schwierige Licht- und Kontrastverhältnisse gemeistert werden können.
Mit Verschlusszeiten von vier Sekunden bis 1/16 000 Sekunden bietet sich eine hohe Einsatzflexibilität. Über die externe asynchrone Steuerung lassen sich drei verschiedene Shutter-modes von external VINIT, Fast- und Slow-mode, als auch der Automatikshutter (EE shutter) einsetzen. Als Schnittstellen verfügt die Kamera über einen 10-bit digitalen Progressive Scan RS-422 Ausgang, den analogen RS-343A oder auch den RS 170 Ausgang.
Unsichtbares wird wahrnehmbar
Die minimalen Abweichungen der Linsenoberfläche können sich als fast schon künstlerische Muster zeigen. Wie empfindlich dieses interferometrische Messverfahren ist, zeigt sich auf sehr plastische Weise beim Besuch im Labor. Zwischen dem optisch aufgeweiteten Laserstrahl mit einer Wellenlänge von 632,8 nm und der dann zu prüfenden 10“ Linse befindet sich ein freier Luftraum. Normalerweise ist die geschlossene Messanlage mit einer Abweichung kleiner 1/10 °K klimatisiert.
Jede minimale Störung wirkt sich bereits auf das Interferenzbild aus, was sich dann in faszinierenden Bildergebnissen zeigen kann. Kommt man mit der Hand nur in die Nähe dieses Zwischenraumes, oder berührt die Fassung der zu prüfenden Linse, so verändert sich sofort das Muster des Interferenzbildes da die optisch konstante Gegebenheit des Luftraumes gestört wird.
Künstlerische Bilder
Geradezu künstlerische Bilder entstehen, wenn ein Feuerzeug oder ein mit Azeton getränkter Wattebausch in diesen Strahlengang gehalten wird.
Was man in diesem Fall als Spielerei empfinden könnte, ist auch ein bedeutendes technologisches Verfahren, um zum Beispiel das physikalische Verhalten von Strömungen oder chemischen Reaktionen zu untersuchen und um diese visuell darstellen zu können.
Weitere Informationen A QE 400
Unsere Webinar-Empfehlung

Erhalten Sie bei den Quality Days einen Einblick in die aktuellen Trends und neuesten Lösungen rund um die Qualitätssicherung. Diesmal steht das Thema „Optische Messtechnik" im Mittelpunkt.
Teilen:







{kind=link}