




Die Härte ist ein wichtiger Parameter in der Qualitätssicherung. Viele andere mechanische Eigenschaften, die den Gebrauchswert eines Produktes wesentlich mitbestimmen, stehen mit der Härte in enger Beziehung. Zunehmende Bedeutung gewinnt die mobile Härteprüfung. Viele dazu eingesetzte Prüfgeräte sind aber z. B. zur Prüfung dünnwandiger Produkte ungeeignet. Nicht das Härteprüfgerät UHP 100, das über eine neue Prüfmethodik verfügt und dadurch neue Anwendungen möglich macht.
Dr.-Ing. habil. Günter Michalzik, UTS Testsysteme GmbH, Ulm-Einsingen
Die in den verschiedenen mobilen Härteprüfgeräten verwendeten Meßprinzipien und Prüfverfahren eignen sich in der Regel nicht für die Prüfung von Produkten geringer Dicke oder von dünnwandigen Strukturen.
Neue Möglichkeiten bieten sich hier für die Härteprüfung aus der präzisen Messung der Eindringtiefe unter Prüfkraft. Dieses Prüfverfahren erfaßt den Eindringvorgang unter Prüfkraft und bezieht für die Definition der Härte im Gegensatz zu den klassischen Härteprüfverfahren die elastischen und plastischen Eigenschaften der Werkstoffe ein. In Anlehnung an die Definition der technischen Härte ist die unter Prüfkraft ermittelte Härte ein physikalisch sinnvoller Härtewert.
Das Prüfverfahren
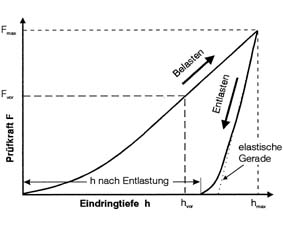
Beim Kraft-Eindringtiefe-Verfahren, oft auch als registrierende Härteprüfung bezeichnet, werden die wirkende Prüfkraft und die Eindringtiefe eines Eindringkörpers während des gesamten Prüfvorgangs sowohl bei Krafterhöhung als auch bei Kraftrücknahme gemessen (Bild 1).
Während des Eindringens der als Eindringkörper bevorzugt verwendeten quadratischen Diamantpyramide (Öffnungswinkel a =136° entsprechend Vickers) werden die Prüfkraft und die zugehörige Eindringtiefe der Spitze des Eindringkörpers gemessen.
Der Start der Prüfung ist durch die Berührung des Eindringkörpers mit der Oberfläche des Prüfobjektes definiert. Die Genauigkeit des Prüfverfahrens wird deshalb in hohem Maße von der präzisen Bestimmung des Nullpunktes der Prüfkraft-Eindringtiefe-Kurve bestimmt.
Die unter Prüfkraft ermittelte Eindringtiefe umfaßt die elastischen und plastischen Verformungen. Da diese Prüfmethodik auf alle Werkstoffe – Gummi, Kunststoff, Metall, Hartstoff, Glas, Holz u. a. m. – anwendbar ist, hat sich der Begriff Universalhärteprüfung herausgebildet [1].
Bei ausreichender Dicke – mindestens 10 x Eindringtiefe – können mit diesem Prüfverfahren ferner alle Arten von Oberflächenschichten z. B. auch Lackschichten geprüft werden. Das Verfahren ist zwischenzeitlich für die metallischen Werkstoffe genormt [2-3], für die Prüfung von Gummi und Kunststoffen wird es in der VDI/VDE-Richtlinie 2616 Blatt 2 beschrieben [4].
Der Eindringkörper wird mit den neueren stationären Prüfmaschinen kraft- oder tiefengesteuert eingedrückt. Mit dem mobilen Prüfgerät UHP 100 wird dagegen die Prüfkraft per Hand über eine gleichmäßige Druckbewegung auf einen stabilen Meßkopf aufgebracht [5].
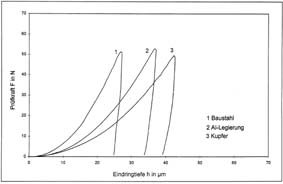
Für eine kontinuierliche Prüfkrafterhöhung und nachfolgende Prüfkraftrücknahme ergibt sich aus den gemessenen Prüfkräften und Eindringtiefen der in Bild 2 dargestellte Zusammenhang.
Die Universalhärte
Mit dem registrierenden Eindringversuch können die Universalhärte und weitere Materialparameter ermittelt werden.
Als Universalhärte wurde der Quotient aus der Prüfkraft und der Oberfläche des Eindrucks unter wirkender Prüfkraft definiert. Sie wird in der Einheit N/mm² angegeben.
Universalhärte HU = F in/N : A (h) in/mm²
F = Prüfkraft
A(h) = Eindruckoberfläche unter Prüfkraft
Für eine Pyramide mit quadratischer Grundfläche und einem Winkel zwischen den Seitenflächen von 136° erhält man die Eindruckoberfläche A( h ) aus
A(h) = 26,43 x h² in mm²
und damit die Universalhärte als
HU = F/A(h) = F/26,43 h² in N/mm².
Zur Lösung der verschiedenen Aufgabenstellungen wie die Prüfung von heterogenen Werkstoffen; Holz oder auch die Prüfung von Schichten können prüfspezifische Eindringkörper z. B. Hartmetallkugeln, Diamantpyramiden nach Knoop oder Berkovich eingesetzt werden. Für die Ermittlung der Universalhärte ändert sich dann lediglich der Ansatz für die Berechnung der Oberfläche des Eindrucks (Tabelle 1).
Neben der Universalhärte liefert die Auswertung der aufgenommenen Prüfkraft-Eindringtiefe-Kurve (Bild 2) zusätzliche Materialparameter wie [2,3]:
l Eindringarbeit,
l elastischer Rückverformungsmodul,
l plastische Härte,
l Kennwerte für die Bewertung des Kriech- und Relaxationsverhaltens.
Die Bestimmung dieser Kenngrößen ist in der DIN 50539-Teil 1 Universalhärteprüfung eingehend beschrieben [2]. Sie werden in diesem Beitrag nicht näher betrachtet.
Untersuchungen von Heermant und Dengel [7] zeigen ferner, daß aus der Universalhärte auch die klassischen Werkstoffkennwerte wie Zugfestigkeit, Dehngrenzen u. a. m. abgeschätzt werden können.
Dadurch kann der registrierende Eindringversuch auch sehr vorteilhaft für die quasi – zerstörungsfreie Beurteilung des Festigkeits- und Zähigkeitsverhalten von Bauteilen oder Anlagen eingesetzt werden.
Das Prüfgerät
Das Härteprüfgerät UHP 100 besteht aus dem ergonomisch gestalteten Meßkopf und der Bedien- und Anzeigeeinheit.
Der Meßkopf wurde so ausgelegt und gefertigt, daß bei einer stetig zunehmenden Kraft auch die Reaktion des Prüfobjektes – die Eindringtiefe – synchron übertragen wird. Dabei wird die Verschiebung des Eindringkörpers gegenüber einem stabilen Referenzring mit einem induktiven Wegaufnehmer gemessen.
Die realisierte technische Lösung sichert die kontinuierliche Erfassung der Eindringtiefe unter Vermeidung von störenden Stick- Slip-Effekten. Die Kraft wird direkt mit einem hochauflösenden DMS-Kraftsensor gemessen.
Die Basiseinheit des Bedien-, Auswerte- und Anzeigegerätes bildet ein hochintegrierter Mikro-Controller mit variabler Taktfrequenz (130 kHz bis 16 MHz). Ein vollsynchrones Trägerfrequenz-Meßverfahren sorgt für die Meßgenauigkeit und korrekte Zuordnung von Weg und Kraft. Kraft und Eindringtiefe werden zeitgleich erfaßt und gespeichert. Für die Anzeige steht ein vierzeiliges LCD-Display zur Verfügung. Die komplette alphanumerische Tastatur erlaubt die eindeutige Kennzeichnung der Prüfung durch den Prüfer auch vor Ort.
Das Gerät ist im Netz- und Akku-Betrieb einsetzbar. 4 NiMH-Akkus ermöglichen einen durchgängigen mobilen Einsatz von über acht Stunden. Die Elektronik für das Laden der Akkus befindet sich im Gerät.
Der interne Speicher kann bis zu 2 048 Härtewerte (z. B. 64 Prüfreihen/Prüfobjekte mit jeweils 32 Messungen) aufnehmen.
Die Meßwerterfassungsrate beträgt 5 kHz, d. h. die Kraft-Eindringtiefe-Kurve wird mit einer hohen Meßwertdichte aufgenommen. Daraus ergeben sich günstige Bedingungen für eine genaue Ermittlung des Nullpunktes der Kraft-Eindringtiefe-Kurve.
Die menügeführte Software ist komfortabel, übersichtlich strukturiert und erfüllt alle Voraussetzungen für eine einfache Bedienung und moderne Meßwerterfassung.
Die Bedienung des Gerätes beruht auf der Auswahl von Menüs und der Eingabe von Werten oder Texten in Eingabedialogen.
Die Dialogsteuerung erfolgt über die Funktionstasten (F1 bis F5), deren aktuelle Bedeutung im Display angezeigt wird. Mit dem Einschalten führt das UHP 100 automatisch einen Selbsttest zur Überprüfung der Funktionsfähigkeit durch. Danach kann sofort mit der Prüfung begonnen werden (Start-Taste drücken, Meßkopf aufsetzen, Prüfkraft aufbringen, Härtewert bewerten – bei Fortsetzung der Prüfung wird der Härtewert übernommen). Wird in einer Meßreihe ein viel zu hoher oder zu tiefer Härtewert ermittelt, kann über die Lösch-Funktion der zuletzt gemessene Wert auch sofort gelöscht werden und muß nicht übernommen werden.
Die Datenübertragung auf einen PC ermöglicht weitere Auswertungen mit entsprechenden Programmen, z. B. Excel.
Die Anwendung
Die Universalhärteprüfung zeichnet sich durch eine sehr große Anwendungsbreite aus. Ein wesentlicher Vorteil dieses Verfahrens gegenüber den klassischen Prüfverfahren mit optischer Auswertung des Eindruckes ist die automatische Messung der Eindringtiefe und die rechnergestützte Ermittlung des Härtewertes, womit der subjektive Einfluß auf die Auswertung der Eindrücke entfällt.
Der Prüfvorgang erstreckt sich auf wenige Sekunden, so daß innerhalb einer kurzen Zeit sehr viele Messungen ausgeführt werden können. Auch matte oder dunkle Oberflächen erlauben eine sofortige Prüfung. Höhere Anforderungen werden dagegen insbesondere bei der Prüfung von sehr harten Werkstoffen an die Qualität der Prüffläche gestellt.
Das im UHP 100 realisierte Prüfkonzept berücksichtigt die hohen Anforderungen für den mobilen Einsatz an ebenen und gekrümmten Oberflächen. Für die Prüfung an Rohren, Walzen oder anderen Produkten mit kreisförmigen Prüfflächen kann das Gerät mit einem kontinuierlich verstellbaren Meßkopfvorsatz sehr einfach und schnell für den aktuellen Durchmesser des Prüfobjektes eingestellt werden.
Eingebunden in ein Stativ mit Hebelbelastung und austauschbaren Prüfteilaufnahmen ist es ferner auch sehr vorteilhaft für die prozeßbegleitende stationäre Prüfung von Kleinteilen, für die Ermittlung von Härteverläufen oder für die Prüfung von geometrisch komplizierten Strukturen einsetzbar.
Das UHP 100 ist für eine maximale Prüfkraft von 100 N und die Ermittlung der Makrohärte ausgelegt. Ermittelt wird immer die Universalhärte für die vom Prüfer freiwählbare Prüfkraft.
Zur Reduzierung der Eindringtiefe ist auch eine Begrenzung der max. Prüfkraft möglich. Die untere Grenze der Prüfkraft ist dabei im Zusammenhang mit der zu erwartenden Härte festzulegen. Mit abnehmender Eindringtiefe/zunehmender Härte steigen die Anforderungen an die Oberflächenbeschaffenheit des Prüfobjektes. Für sehr harte Werkstoffe sollte man deshalb immer die max. Prüfkraft wählen. Für die maximale Prüfkraft von 100 N und einem verfügbaren Meßweg von 0,6 mm deckt das Gerät einen Härtebereich von 20 bis 20 000 HU (ca. 2 bis 2 000 HV) ab. Bis zu einer Härte von 4 000 HU wird dabei eine Reproduzierbarkeit der Prüfung von ± 5 Prozent erreicht.
Universelles Prüfverfahren
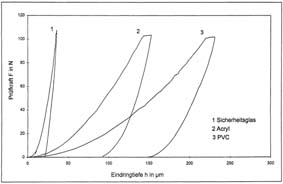
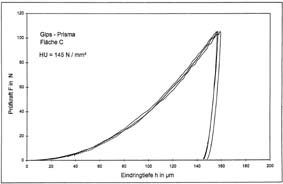
Die Bilder 3-5 dokumentieren recht anschaulich die Universalität des Prüfverfahrens. Mit dem Gerät können ohne Änderung der Gerätekonfiguration sowohl metallische Werkstoffe als auch Kunststoffe oder anorganisch-nichtmetallische Werkstoffe geprüft werden. Die Vorteile des Prüfkraft-Eindringtiefe-Verfahrens zeigt am deutlichsten die schnelle und reproduzierbare Ermittlung der Härte an Gips-Prüfkörpern ohne zusätzliche Vorbereitung der Prüfflächen oder auch an Glas. Bereits aus dem visuellen Vergleich der ausgewählten Diagramme ist das unterschiedliche Eindringverhalten der Werkstoffe gut zu erkennen. Für weiche Materialien wie z. B. Acryl nimmt beim Halten der Prüfkraft die Eindringtiefe deutlich zu (Bild 5). Aus der gemessenen Eindringtiefe in Abhängigkeit von der Haltedauer bei konstanter Prüfkraft können somit sehr einfach quantitative Aussagen zum Kriechverhalten des eingesetzten Werkstoffes gemacht werden.
Als Bewertungsmaß für die Eindringarbeit dienen für die zu betrachtende Prüfkraft die Flächen unter der Belastungs-Kurve bzw. unter der Entlastungs-Kurve.
Das Verhältnis von elastischer zu totaler Eindringarbeit enthält Meßinformationen, die für die Charakterisierung des Werkstoffs geeignet sind.
Die Ermittlung der Steilheit der Entlastungsgeraden liefert ferner Aussagen zum elastischen Verhalten des Werkstoffes.
In Tabelle 2 sind für den Einsteiger in die Universalhärteprüfung für einige Werkstoffe mit dem UHP 100 ermittelte Härtewerte zusammengestellt.
Gegenüber den anderen für die mobile Härteprüfung heute häufig genutzten Prüfprinzipien zeichnet sich die Universalhärteprüfung durch ein weiteres Merkmal aus. Für eine Universalhärte z. B. von 4 000 HU (ca. 400 HV) beträgt bei einer Prüfkraft von 50 N die Eindringtiefe lediglich 21 µm und für sehr weiche Metalle wie Aluminium liegt die Eindringtiefe im Bereich von 60 µm. Bei Beachtung der Forderung, daß die Prüfobjektdicke den zehnfachen Betrag der Eindringtiefe aufweisen soll, eröffnen sich für die mobile Härteprüfung völlig neue Möglichkeiten. Band und dünne Bleche können z. B. auch im Coil, Rohre und Profile für einen großen Abmessungsbereich geprüft werden.
Für die Qualitätsprüfung von dünnwandigen Profilen aus Aluminium bzw. Al-Legierungen wird z. B. sehr oft die Webster-Zange eingesetzt. Für Kontrollprüfungen von eingebauten Profilen eignen sich diese Prüfgeräte nur bedingt. Für diese Fälle wird ein Prüfverfahren benötigt, das einerseits einen zuverlässigen Härtewert liefert und andererseits die Umwertung des gemessenen Härtewertes in Härtewerte nach Webster erlaubt.
Dazu hinterlegt der Prüfer den Härtewert nach Webster im Prüfgerät und führt anschließend an der Referenzprobe 3 bis 5 Härteprüfungen aus. Die für die Umwertung benötigte Umwertebeziehung wird durch das Gerät automatisch aus den gespeicherten Härtewerten bestimmt und steht wiederholt zur Verfügung. In analoger Weise wird das UHP 100 unabhängig vom Gerätehersteller für die Umwertung in die klassischen Härteskalen wie HV, HB und HR; aber auch für jede andere Härteskala und für jede Werkstoffgruppe vorbereitet.
Da es für die Umwertung von Härtewerten keine allgemeingültigen Umwertungsbeziehungen gibt, führt nur der Einsatz von werkstoffspezifischen Umwertungstabellen oder Umrechnungsfaktoren zu dem gewünschten Ergebnis. Bei der Benutzung von Umwertungsbeziehungen ist deshalb stets darauf zu achten, ob sie auch für den zu prüfenden Werkstoff/Werkstoffzustand angewendet werden können. Liegen diese Umwertungstabellen nicht vor, so können sie mit dem UHP 100 anwendungsspezifisch in wenigen Arbeitsschritten durch den Prüfer auch vor Ort ermittelt und sofort verwendet werden.
Literatur:
[1] Ullner, Wehrstedt und Polzin, Universalhärteprüfung, Materialprüfung 38 (1996), 4 S.143 – 146;
[2] DIN 50359-1, Prüfung metallischer Werkstoffe, Universalhärteprüfung, Teil 1: Prüfverfahren,
[3] ISO/CD 14 577-1: 1998, Metallic materials-Instrumented indentation test for hardness and materials parameters Part 1: Test method, (Doc ISO/TC 164/SC 3 N 711 );
[4] VDI/VDE-Richtlinie 2616, Blatt 2, Härteprüfung an Kunststoffen und Gummi, Beuth, Berlin 1996;
[5] Michalzik und Schneider, Mobile Härteprüfgeräte einsetzen, Materialprüfung 39 (1997) 9, S. 350 bis 356;
[6] Michalzik und Schneider, Prüfkraft von Hand, Q-Praxis 1-2/97;
[7] Heermant und Dengel, Klassische Werkstoffkennwerte abschätzen, Materialprüfung 38 (1996) 9, S 374 – 378.
Weitere Informationen A QE 511
Teilen:







{kind=link}