



Materialprüfung unter Einsatz von Schwingungsanalyseverfahren gilt als innovativer Ansatz für die linienintegrierte Qualitätsprüfung. Sie kann im Grundsatz für alle Prüfaufgaben eingesetzt werden, bei denen die Qualitätsunterschiede das Schwingungsverhalten, Geräusch oder Körperschall, des Prüflings beeinflussen. Typische Mängel, die mit diesen Verfahren erkannt werden können, sind Haarrisse, Lunker, andere Gefügestörungen und Dichteunterschiede. Daneben bestehen Möglichkeiten zur Erfassung grober Bearbeitungsfehler.
Horst Jonuscheit, Medav GmbH, Uttenreuth Co-Autoren: Rainer Bitzer, IDL Industrielle Dienstleistungen Dr. Bernd Schneegast, Tewisoft GmbH
In der Serienfertigung von Bauteilen ist die zerstörungsfreie 100%-Prüfung in mehreren Branchen eingeführt. Die Bedeutung der zerstörungsfreien Prüfung wächst, die Anforderungen der Abnehmer nehmen nachhaltig zu.
Auf den ersten Blick wundert es ein wenig, dass an vielen Stellen heute noch mit den gleichen Verfahren und Vorgehensweisen geprüft wird wie vor 10, 20 und noch mehr Jahren. Es stellt sich die Frage: Sind die traditionellen Verfahren so gut oder gibt es keine neueren, besseren Verfahren? Einige traditionelle Verfahren sind, und das wissen auch Anwender, suboptimal. Sie werten teilweise Oberflächeneffekte subjektiv aus. Wahre Fehler verbergen sich aber dem Prüfer. Pseudofehler und Schlupf sind an der Tagesordnung. Und dann gibt es auch noch Kostendruck, der für verschiedene Prüfverfahren das Aus bedeutet.
Deshalb ist es wichtig zu wissen: Mit der vibroakustischen Prüfung, häufig auch als Klangprüfung bezeichnet, steht ein sehr leistungsfähiges Verfahren parat. Es gibt erprobte, für Betreiber zufrieden stellende Referenzanlagen.
Ziele für die Anlagenbetreiber sind, Produktionskosten zu senken und gleichzeitig die Qualität zu steigern. Diese eigentlich entgegengesetzt gerichteten Zielsetzungen können mit schwingungsanalysebasierten Prüfsystemen verfolgt und erreicht werden. Die Lösung ist allerdings nicht trivial. Deshalb ist es besonders wichtig, dass die Einführung dieses Prüfverfahrens kompatibel zum Know-how des Werks geschieht, keine Hürden errichtet werden, die den sicheren Umgang mit neuen Verfahren erschweren oder unattraktiv machen. Am besten wäre es, wenn kein Experte für das Betreiben derartiger Systeme erforderlich ist.
MEDAV beschäftigt sich seit einigen Jahren mit der Aufgabenstellung und bietet heute vollautomatisierte Systeme für die schwingungsanalysebasierte Materialprüfung an. Das neu verfügbare CrackMaster-System arbeitet in der Linie als Black Box. Dies gelingt deshalb, weil die unvermeidbaren Prozesseinflüsse automatisch kompensiert werden. Adaption auf die Prozessdrift ist für viele Fertigungsverfahren möglich.
Einrichten eines Prüfsystems – einmalige Expertenarbeit
Nachfolgend wird die Vorgehensweise zur Einführung der schwingungsanalysebasierten Prüfverfahren, im Folgenden als Klangprüfung bezeichnet, kurz dargestellt. Auf Anforderungen an die Organisation der Qualitätssicherung wird eingegangen.
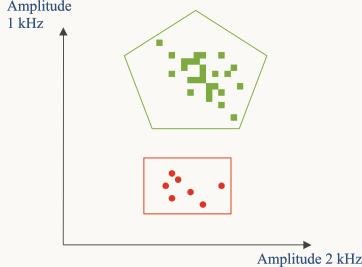
Starre Körper zeigen Strukturschwingungen, die für die Güteprüfung geeignet sein können. Diese Schwingungen, genauer die Eigenschwingformen, sind bauteilespezifisch. Sie werden beeinflusst vom Gefüge, der Geometrie, dem verwendeten Material, dem Fertigungsprozess und verschiedenen weiteren Einflussgrößen. Gleiche Teile zeigen gleichwertiges Schwingungsverhalten. Im Umkehrschluss gilt, dass Änderungen im Gefüge, z.B. Risse und Lunker, zu Abweichungen in den Eigenschwingformen führen. Diesen physikalisch begründeten Effekt nutzen wir aus. Ein wichtiger Unterschied zu vielen konkurrierenden Prüfverfahren!
In einem ersten Schritt sollten die Eigenschwingformen des Prüflings festgestellt werden. Während für vergleichsweise einfache Geometrien der Prüflinge, z.B. rotationssymmetrische Hülsen, Kolbenköpfe, die Eigenschwingformen qualitativ weitgehend bekannt sind, ist es zweckmäßig, für Sonderbauformen eine spezielle Finite Elemente-Analyse (FEA) durchzuführen; dies ist mit der heute verfügbaren Rechnertechnik und der für unsere Zwecke angemessenen Genauigkeit eine Routineaufgabe.
Aus den Eigenschwingformen leiten wir Gütemerkmale, kurz Merkmale, ab. Diese Merkmale beinhalten vor allem Informationen zu den Eigenfrequenzen. Sobald die Merkmale bekannt sind, wird ein bauteilspezifisches Prüfnest aufgebaut.
Die Bauteile werden lagerichtig in ein Prüfnest eingebracht und mittels Stoßvorrichtung zum Schwingen angeregt. Dabei wird sicher gestellt, dass die für die Qualitätsbewertung wichtigen Eigenfrequenzen auch prozesssicher gemessen werden können. Die Ergebnisse aus der FEA können hier vorteilhaft genutzt werden.
Applikationsabhängig sind neben dem Prüfnest das Anschlagregime und die Sensorik zum Messen der Schwingung. In der Praxis werden berührungslose Sensoren, traditionell Luftschall messende Mikrofone, oder – innovativer – Laservibrometer zur Körperschallmessung eingesetzt. Dieses Basiseinrichten erfolgt anhand weniger Bauteile im Labor.
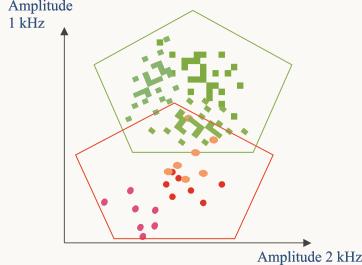
Aus einer z. B. hundert Teile umfassenden Stichprobe, die produktionsbegleitend erfasst wird, werden für einen kurzen Zeitraum die Prozessschwankungen bestimmt. Unter dem Postulat, dass der Prozess beherrscht wird, also die überwiegende Anzahl der produzierten Teile Gut-Teile sind, berechnet das CrackMaster-Prüfsystem eigenständig Auffälligkeitsgrenzen. Dazu werden aus der ursprünglichen Teilestichprobe die z.B. 50% ähnlichsten Teile ermittelt, die vor dem genannten Postulat sichere Gut-Teile sind. Diese Arbeit übernimmt der Rechner. Auf Basis dieser ähnlichsten Teile werden Auffälligkeitsgrenzen bestimmt. Darin gehen die statistischen Momente für jedes Merkmal ein. Mit den Auffälligkeitsgrenzen wird sodann die gesamte ursprüngliche Stichprobe ausgewertet. Liegen ein oder mehrere Merkmale eines Bauteils außerhalb der Auffälligkeitsgrenzen, wird das betreffende Teil (offline oder online bei wiederholter Prüfung) ausgeschleust. Das Werk überprüft an dieser Stelle sowohl die als auffällig erkannten Teile sowie in einer kleinen Stichprobe auch Vertreter der „ähnlichsten“ Teile; der Rechner hilft, entsprechende Teile zu erkennen. Stimmen die Bewertungen überein, ist das CrackMaster-System fit für die Serienprüfung.
Mit diesem Vorgehen der Systemeinstellung auf der Basis von Gut-Teilen, wird ein für die Betreiber einfacher, wirtschaftlicher und vor allem ein erfüllbarer Weg aufgezeigt. Die in den traditionellen Klangprüfsystemen (nicht nur dort!) regelmäßig geforderte Beistellung von repräsentativen Mustern aller Güten und Fehler war ja auch eine unerfüllbare Forderung an die Betreiber.
Nachdem bekannt ist, dass sich prozessbedingt Merkmale über einen langen Zeitraum stärker verändern können als sich der Gut-Schlecht-Unterschied zu einem festen Zeitpunkt darstellt, erfolgt eine automatische Adaption der Merkmalsgrenzen.
Die Aufgabe des Werks
Das Prüfsystem hilft, aktuell auffällige Bauteile in der Verarbeitungskette zu identifizieren und auszuschleusen. Aber sind die auffälligen Teile auch wirklich Schlecht-Teile und sind die typischen Teile auch die Gut-Teile? Diese Fragen werden im laufenden Betrieb vom Werk durch ergänzende Untersuchungen beantwortet.
So wie heute in vielen Werken stichprobenmäßig anhand von Messraummustern z.B. die Geometrie des Bauteils überprüft wird, sollte das Werk auch eine entsprechende Überprüfung der Prüfergebnisse durchführen. Zugfestigkeitsprüfung, Ultraschall etc. könnten dazu geeignet sein. Weitere Aufgaben, die den Einsatz entsprechend ausgebildeten Werkpersonals erfordern, sind hier nicht zu erfüllen. MEDAV erledigt die Expertenarbeit des einmaligen Basiseinrichtens oder der Betreiber lässt sich dazu schulen. Im laufenden Betrieb können auch vom Kunden ggf. noch kleine Anpassungen vorgenommen werden. Ansonsten genießt der Betreiber das System als Black Box und MEDAV den zufriedenen Kunden. Anwendungen für die Klangprüfung finden sich heute in Gießereien, Schmieden, Glas- und Keramikindustrie, Presswerken etc.
MEDAV, Uttenreuth
CONTROL Halle 1, Stand 1409
QE 541
Teilen:







{kind=link}