

Theorie und Praxis, Wahn und Wirklichkeit: Ohne fundierte Hintergrundinformation und ohne praktische Erfahrung läßt man sich gerne zu der Annahme verleiten, dass veröffentlichte Produktspezifikationen von Messgeräten eins-zu-eins von der Theorie in die Praxis umgesetzt werden können. Die tägliche Anwenderpraxis zeigt, dass auf dem Gebiet der Durchmessermessung mit Laserscannern Aufklärung notwendig ist. Spezifikationen und Definitionen werden hier erläutert, um dem Wirrwarr ein Ende zu machen. Insbesondere bei PKD-Schneidwerkezugen zeigen hochwertige Lasermikrometer ihre Qualitäten.
Der Autor: Dipl.-Ing. Heinz-Peter Hippler, Verkaufsleiter, Z-Mike Lasermesstechnik, Groß-Umstadt
Mess- und Prüfmittel sind in der produzierenden Wirtschaft ein wesentlicher Bestandteil zur Qualitätssicherung. Kontinuität in der Produktion, stabile Herstellungsabläufe und die Maßhaltigkeit in engen Toleranzfeldern sind notwendige Voraussetzungen zur Wettbewerbsfähigkeit der Unternehmen. Dabei werden hohe Qualitätsstandards durch Qualitätssicherungssysteme wie z. B. ISO 9000:2000 unterstützt und sind eine solide Grundlage zur Beurteilung der Mess- und Prüfmittel. Mess- und Prüfmittel sind per Definition in der Dimensionsmesstechnik Messgeräte oder andere Vorrichtungen, die zur Sicherstellung der Produktqualität eingesetzt werden.
Im Rahmen der Mess- und Prüfmittelüberwachung sollten die Messgeräte regelmäßig auf ihre Präzision hin überprüft werden. Die historisch bedeutsame Festsetzung von “Maß und Gewicht” und deren Überwachung durch Obrigkeiten ist seit jeher notwendige Voraussetzung für einen rechtlichen Handel mit Gütern und Dienstleistungen. Neben “Maß und Gewicht” kamen andere Maßeinheiten hinzu. Sie alle dienen der Bestimmung des Wertes physikalischer Größen, die im international anerkannten Einheitensystem SI (Système International d’Unités) widerspruchsfrei festgelegt sind.
Das SI wurde 1960 von der Generalkonferenz für Maß und Gewicht (CGPM) eingeführt. Es löste verschiedene andere Einheitensysteme ab, die bis dato in den Naturwissenschaften angewandt wurden. Komplizierte Umrechnungen zwischen verschiedenen Einheiten wurden dadurch überflüssig. Das internationale Einheitensystem unterscheidet die Basiseinheiten und die abgeleiteten Einheiten. Für die berührungsfreie optische Durchmessermessung mit dem LaserMikrometer interessiert uns der Meter (m) mit seinen abgeleiteten Einheiten Millimeter (mm) und Mikrometer (µm).
Basiseinheiten müssen unabhängig von Raum und Zeit reproduziert werden können. Zur Erfüllung dieser Forderungen wurden die Definitionen schon mehrmals geändert und basieren heute, mit Ausnahme des Kilogramms, nicht mehr auf Maßverkörperungen, sondern auf konstanten Eigenschaften der Natur, die in besonderen Experimenten jederzeit und überall nachvollziehbar sind. Z. B. wird der Meter nicht mehr durch das Urmeter, das seit 1795 im Internationalen Büro für Maße und Gewichte (BIPM) in Sèvres bei Paris aufbewahrt wird, verkörpert, sondern heute nach PTB als die Länge der Strecke, die Licht im Vakuum während der Dauer von 1/299 792 458 Sekunden durchläuft, definiert.
Rückführbarkeit ist entscheidend
Die PTB sorgt dafür, daß mit adäquaten, regelmäßig geprüften und auf das Internationale Einheitensystem rückverfolgbaren Messmitteln gemessen wird. Die Rückführbarkeit ist nur dann erreicht, wenn alle bei der Kalibrierung eines Prüfmittels verwendeten Normale einen eindeutigen Bezug zu nationalen Normalen haben. Dazu müssen die verwendeten Normale entweder direkt mit den nationalen Normalen oder mit ihrerseits rückführbaren Normalen kalibriert und diese Kalibrierungen dokumentiert werden. So entsteht von jedem Prüfmittel ein verfolgbarer “Stammbaum” zum zugehörigen nationalen Normal. Sind nationale Normale nicht verfügbar, können statt dessen auch internationale Normale, physikalische Naturkonstanten oder vorgegebene Prozeduren zur Verkörperung einer Größe verwendet werden.
Nur durch die Rückführbarkeit sind eindeutige Messungen möglich, die auch international reproduzierbar bleiben.
Und damit beginnt für viele Messgerätehersteller schon das Dilemma zwischen Theorie und Praxis, zwischen Anspruch und Wirklichkeit in der Aussage Ihrer Prospekte. Oft wird keine Angabe gemacht, ob überhaupt eine Rückführbarkeit nachgewiesen werden kann. Ferner gibt es kaum Aussagen über die zur Prüfung verwendeten Normale, geschweige denn über die Präzisionsklasse der Normale. Auch hier darf man sich fragen was bei einem Messgerät die Messunsicherheitsangabe im Submikrometerbereich für einen Sinn macht, wenn die rückführbaren Normale bestenfalls mit ± 2 µm zertifiziert sind.
Begriffe wie Abgleich, Justierung, Auflösung, Genauigkeit, Messunsicherheit, Reproduzierbarkeit, Wiederholpräzision, Linearität, Stabilität, Kalibrierung, Eichung, Messbereich, Messfeld, Abtastfrequenz, Temperatur usw. werden oftmals falsch und unzutreffend benutzt. Hinzu kommen im Kleingedruckten Fußnoten, die meisten für noch größere Verwirrung (absichtlich oder aus Unwissenheit sei dahin gestellt) sorgen. In schlimmeren Fällen heben die Fußnotenbemerkungen, die vollmundig angepriesenen Spezifikationen wieder auf oder schränken sie zumindest stark ein.
Begriffserklärungen finden Sie in: “Grundlagen der Meßtechnik, Teil 3: Auswertung von Messungen einer einzelnen Messgröße, Mess-unsicherheit, DIN 1319-3, CS 17.020”. Hier einige Auszüge:
Abgleich ist das Verändern eines oder mehrer Parameter des Messgerätes, um den angestrebten Wert zu erhalten. Beispiel: Das Nullen einer Personenwaage ist ein typischer Abgleich, auch Justierung genannt.
Die Auflösung hat nichts mit der Messunsicherheit eines Gerätes zu tun. Beispiel: Ein Meterstab kann eine Auflösung von 1 Millimeter haben. Damit ist aber nichts über die Präzision des Meterstabes bzw. seines einzelnen Millimeters gesagt. Die Auflösung wird vielfach doppeldeutig genutzt, ohne es zu erklären. Zum einen ist die Auflösung des Messgerätes gemeint. Das ist die Reaktion des Messgerätes auf Veränderungen. Beispiel: Sie belasten Ihre Personenwaage mit kleinstmöglichem Gewicht bis die Anzeige reagiert. Bewegt sich die Anzeige beispielsweise bei 20 Gramm Gewichtszugabe, ist die Auflösung des Messgerätes 20 Gramm. Zum anderen ist die Anzeigenauflösung gemeint. Sie ist nichts anderes als die Unterteilung / Gradierung in der Anzeigeskala oder Digitalanzeige. Gerade bei Digitalanzeigen kann man X Stellen hinter dem Komma haben, die überhaupt nichts bedeuten was die Gerätepräzision angeht.
Messunsicherheit oder Genauigkeit?
Messunsicherheit wird umgangssprachlich auch als Genauigkeit bezeichnet. Nimmt man es genau, dann gibt es das genaue Maß in der Praxis nicht. Der Begriff Genauigkeit als eine Gerätespezifikation ist unsinnig. Alles was wir messen hat eine Messunsicherheit. Beispiel: Stellen Sie sich fünfmal hintereinander auf die Personenwaage, in dieser Zeit wird sich Ihr Gewicht sicherlich nicht ändern, aber Sie erhalten fünf Ergebnisse, wenn die Geräteauflösung klein genug ist. Die Messunsicherheit gibt zusammen mit dem Messwert einen Wertebereiche an in dem der wahre Wert liegt (aus: DIN 1319-1: 1995-01). Die Messunsicherheit ist ein Maß für die Genauigkeit der Messung und kennzeichnet die Streuung oder den Bereich derjenigen Werte, die der Messgröße vernünftigerweise als Schätzwerte für den wahren Wert zugewiesen werden können. Sie kann auch als ein Maß für die Unkenntnis der Messgröße aufgefaßt werden. Die Messunsicherheit umfasst alle Unsicherheiten, wie Wiederholunsicherheit, Nichtlinearität, Temperaturkoeffizient usw.
Der Messbereich spezifiziert den größten und den kleinsten messbaren Durchmesser. Das Maß sollte bei Wiederholungsmessungen desselben Teils immer wieder den gleichen Wert haben.
Jedes reale Messgerät hat aber systematische zufällige Unzulänglichkeiten. Deshalb ist die Wiederholungsmessung oder Reproduzierbarkeit mit einer Unsicherheitsspanne anzugeben. Die wird als Wiederholunsicherheit bezeichnet. Hier ist darauf zu achten, daß die Wiederholunsicherheit nicht nur für ein Maß gilt, sondern für alle denkbaren Maße innerhalb des Messbereichs. Denn was nützt die “schönste” Wiederholunsicherheit wenn sie nur für einen bestimmtes Maß oder einen eingeschränkten Maßbereich gilt. Sie wollen ja bestimmt das Messgerät in seinem gesamten Messbereich nutzen können.
Sodann ist die Nichtlinearität oder Linearitätsabweichung von Bedeutung. Es gibt Durchmessermessgeräte, die Nichtlinearitäten in dreifacher Hinsicht aufweisen: Die Abweichung bei stetiger Durchmesservergrößerung vom Zentrum des Messfeldes ausgehend und die Abweichung bei Lageveränderung des Messobjektes im Messfeld, wobei hier dann noch in horizontale und vertikale Lageveränderung unterschieden werden muß. Manche Gerätehersteller machen hier in einem Wust von Fußnoten entsprechende Einschränkungen. Ohne ins Detail zu gehen, solche Einschränkungen sind ursächlich in der Komponentenauswahl und im Aufbau des Lasermessgerätes begründet.
Stabilität ist die Eigenschaft eines Messgerätes, eine konstante Anzeige über einen gewissen Zeitbereich zu erreichen. Durch Alterung von Bauteilen und / oder temperaturbedingt ändern sich die Eigenschaften eines Messgerätes im Laufe der Zeit. Die Kalibrierung in festgelegten Zeitabständen (Kalibrierintervall) mit erneutem Abgleich stellt sicher, daß das Gerät trotzdem seine Spezifikationen erfüllt.
Kalibrierung
Kalibrierung ist der Vergleich von Messwerte mit den Werten eines genaueren Normals nach einem dokumentierten Verfahren mit dem Ziel, Abweichungen zu erkennen und aufzuzeichnen. Dabei wird die Einhaltung vorgegebener Toleranzen überprüft und gegebenenfalls ein Abgleich durchgeführt werden. Der Begriff Kalibrierung beinhaltet diesen Abgleich jedoch nicht zwangsläufig. Durch die Kalibrierung von Messgeräten wird deren Funktion und Genauigkeit überprüft und im Kalibrierschein dokumentiert. Nach Reparaturen und Wartungsarbeiten muss immer eine Kalibrierung erfolgen. Die verwendeten Normale müssen rückführbar auf nationale Normale sein.
Der Deutscher Kalibrierdienst (DKD) ist eine Vereinigung von Kalibrierlaboratorien in Deutschland, die von der Physikalisch-Technischen Bundesanstalt überwacht werden. Durch diese Überwachung wird sichergestellt, daß Messmittel von sachkundigen Technikern rückführbar kalibriert werden. Es besteht ein “Multilaterales Abkommen über die Äquivalenzerklärung von Kalibrierzertifikaten vom 13.12.1990”, dem sich u. a. die nachfolgend genannten Institutionen angeschlossen haben:
– Dänemark: Statens Tekniske Provenaevn (STP), Kopenhagen
– Deutschland: Deutscher Kalibrierdienst (DKD), Braunschweig
– Finnland: Mittauspalvelu (MSF), Helsinki
– Frankreich: SystÆme des Chaines d’Ætalonnage, Paris
– Großbritannien (UK): National Measurement Accreditation Service (NAMAS), Teddington
– Italien: Servizio di Taratura in Italia (SIT), Turin
– Niederlande: Nederlandse Kalibratie Organisatie (NKO), Delft
– Schweden: Svensk Mätplatsorganisation (SMO), Bor s
– Schweiz: Swiss Calibration Service (SCS), Wabern
Messgeräte und Messsysteme die regelmäßig rückführbar kalibriert werden gelten in der Messmittelhierarchie als Gebrauchsnormale. Die von der Norm geforderte Rückführbarkeit auf nationale oder internationale Normale ist damit gegeben.
Eichen ist die Kalibrierung unter staatlicher Kontrolle oder die staatliche Bestätigung der ordnungsgemäßen Kalibrierung. Die Physikalisch-Technische Bundesanstalt überwacht das Eichwesen in Deutschland. Eichfähige Geräte müssen typgeprüft sein und werden infesten Abständen erneut geeicht. Die Eichplakette kennzeichnet die Dauer der Gültigkeit einer Eichung.
Was ist notwendig?
Eigentlich kommt ein LaserMikrometer für die Durchmessermessung mit wenigen Begriffen aus, um seine qualitätsrelevanten Merkmale zu spezifizieren: Messbereich, Wiederholunsicherheit, Nichtlinearität, Mess-unsicherheit, Temperaturkoeffizient und Arbeitstemperatur sollten genügen. Sobald viele zusätzliche Erklärungen explizit oder in Fußnoten gemacht werden ist das keinesfalls ein Zeichen von besonders guten zusätzlichen Eigenschaften, sondern ein Zeichen von besonderen Einschränkungen. Nicht selten stellt der Käufer erst hinterher fest, dass genau diese Einschränkungen den Sinn der Investition zunichte machen. Da nützt es dann wenig, preiswert eingekauft zu haben.
Kritisches Hinterfragen und detaillierter Produktvergleich des Anwenders sollten einher gehen mit kompetenter Beratung und evtl. Gerätevorführung seitens der Messgerätehersteller.
Bei der kritischen Betrachtung geht man natürlich von der bestimmungsgemäßen Verwendung des Gerätes aus. Ein Durchmessermessgerät soll eben Durchmesser messen, und zwar an rotationssymmetrischen Werkstücken, wie Achsen, Bolzen, Kolben, Prüfstifte und Lehrdorne sowie Nocken- und Kurbelwellen, Zahnräder und Schneidwerkzeuge.
Messaufgabe: PKD-Schneidwerkzeuge
Insbesondere bei Messaufgaben an teuren PKD-Werkzeugen kommen die guten Lasermikrometer zum Einsatz. Die PKD-Werkzeuge sollen absolut maßhaltig sein. Und das wiederum ist regelmäßig mit geeigneten Messmitteln zu prüfen, berührungsfrei – ohne die Schneiden anzutasten.
Oftmals werden die Schneiden beschädigt, noch bevor das Werkzeug in der Maschine zum Einsatz kommt. Das heißt, jede Berührung der Schneiden sollte vermieden werden. Jede Berührung mit harten Gegenständen stellt ein potentielles und kostspieliges Beschädigungsrisiko dar.
So ist auch die Prüfung der Maßhaltigkeit des PKD-Werkzeuges mit taktilen Messapparaturen ein erhöhtes Risiko. Die Werkzeuge können kaputtgemessen werden, weil bei jedem Ansetzen von Messschrauben und bei jedem Antasten mit 3D-Messtastern eben Kräfte auf die Schneiden einwirken. Die empfindlichen Seitenbereiche der Schneiden werden belastet und können, mikroskopisch betrachtet, ausbrechen. Mal ganz abgesehen von den allzu menschlichen Ungeschicklichkeiten die eine solche Handhabung mit sich bringt.
Hier setzt die berührungsfreie Messung mit dem Lasermikrometer an. Es wird mit Licht gemessen: Die Messkräfte sind gleich null. Wenn dem Bediener das Werkzeug beim Einlegen in das Laser-Messgerät nicht aus der Hand fällt, kann er dem PKD-Werkzeug durch den Messvorgang eigentlich keinen Schaden zufügen.
Die Z-Mike Lasermikrometer sind äußerst präzise und langzeitstabil. Die Wiederholpräzision beträgt beispielsweise für das Modell 1210G ±0,2µm und die Linearitätsabweichung ist nur ± 0,4µm.
Einfache Funktion
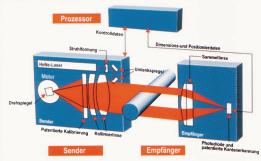
Die Funktionsweise der Lasermikrometer ist denkbar einfach: Ein sichtbarer roter Laserstrahl wird über einen rotierenden Spiegel abgelenkt und durch eine patentierte Kollimatoroptik zu einem Lichtband geformt. Ein Fräser, der in dieses Lichtband gebracht wird, erzeugt einen Schatten auf der Empfangsseite des Lasermikrometers. Basierend auf der patentierten Kantenerkennung des Messgerätes wird der projizierte Schatten vom Systemprozessor in einen Durchmesser-Messwert umgerechnet.
Wer schon mal mit herkömmlichen Kontaktmessgeräten an PKD-Werkzeugen oder auch an anderen Werkzeugen mit ungeradzahliger Schneidenanzahl versucht hat den Durchmesser zu bestimmen, weiß wie sehr das richtige Ergebnis vom individuellen Geschick des Operateurs abhängt. Mit anderen Worten: Lassen Sie n Personen messen und Sie bekommen mindestens n Ergebnisse, die so weit auseinander liegen, dass Sie nicht wissen welches wohl das richtige ist.
Reproduzierbare Messungen
Z-Mike Lasermeßtechnik GmbH hat einen Algorithmus programmiert, mit dem das Lasermikrometer an geradzahligen und ungeradzahligen Schneiden den Durchmesser, den Flugkreis bzw. effektiven Schneidendurchmesser und den Rundlauf bestimmen kann. Die Messungen sind mit dem berührungsfreien Lasermikrometer innerhalb der angegeben Spezifikationen reproduzierbar und präzise. Sie können von jedem Bediener mit der gleichen Zuverlässigkeit durchgeführt werden.
Keine Oberflächenbeeinflussung
Das Z-Mike Lasermikrometer muss man beim Durchmesserwechsel nicht nachjustieren, da eine permanente automatische Selbstüberwachung stattfindet. Es ist über den gesamten Messbereich gleichbleibend präzise. Ob ein Messobjekt oben, unten oder in der Mitte des Messbereiches plaziert wird spielt keine Rolle. Jedes Lasermikrometer wird mit einem Genauigkeitszertifikat ausgeliefert. Die protokollierte Messunsicherheit ist auf nationale Eichnormale (PTB, DKD) rückführbar.
Gegenüber vielen anderen optischen oder Laser-Messmethoden wird das Z-Mike Lasermikrometer nicht durch unterschiedliche Oberflächenreflektivitäten beeinflußt. Hochglänzende, matte oder farbige Oberflächen haben keinen Einfluss auf das Messergebnis oder die Messunsicherheit.
Die berührungsfrei messenden Z-Mike Lasermikrometer gelten in der Fachwelt als die präzisesten Messsgeräte ihrer Art. Sie sind in namhaften Produktionsbetrieben allein in Deutschland hundertfach im tagtäglichen Einsatz.
Teilen:







{kind=link}