
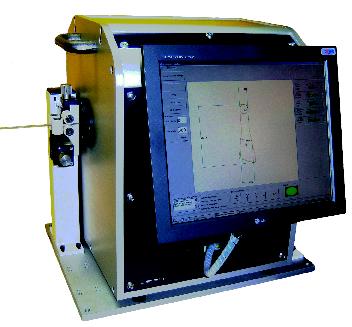
Mit dem neuen berührungslos arbeitenden Profilmessgerät GEOKON gibt es nun die Möglichkeit Profile während der Produktion 100 % zu überwachen, ohne die Produktion anhalten zu müssen. Auch die aufwendige Präpäration eines Abschnittes zur Messung unter einen Profilprojektor entfällt. Gemessen werden nahezu beliebig profilierte Objekte die gezogen, bewalzt, extrudiert oder gefräst werden.
Eine Messung in der Linie, insbesondere von kleinen Metallprofilen und profiliertem Kabel, reduziert die Herstellungskosten erheblich und stellt sicher, dass z.B. bei der Produktion auf Spulen, die komplette Spule fehlerfrei produziert ist. Es kann auf allen nicht transparenten Materialien, wie Metall, Kunststoff, Gummi und Holz gemessen werden.
Der ROI (Return on Invest) ist in den meisten Fällen kürzer als ein Jahr. Bei gewalzten und extrudierten Profilen können die Abmessungen direkt korrigiert werden. Bei gezogenen Profilen wird sichergestellt, dass Werkzeugfehler sofort erkannt werden.
Bei Recheckigen Profilen oder Bändern wird, neben den Abmessungen wie Breite, Stärke, Radien und Winkel, die Parallelität oder Geradheit der gegenüberliegenden Seiten geprüft.
Messverfahren
Basis des Profilmesssystems GEOKON ist das Lichtschnitt- bzw. Lasertriangulations-verfahren.
Eine Laserlinie wird von einer modulierten Laserdiode, einer Linien-Optik erzeugt und auf die Oberfläche des Messobjektes projiziert. Auf der Oberfläche des Messobjektes entsteht direkt und diffus reflektiertes Licht. Das von der Oberfläche diffus reflektierte Laserlicht wird unter einem Winkel auf einer Matrixkamera abgebildet.
Eine ebene Oberfläche ergibt eine gerade Linie auf der Kamera, Höhenunterschiede auf dem Objekt bewirken einen Versatz bzw. eine Auslenkung der Laserlinie.
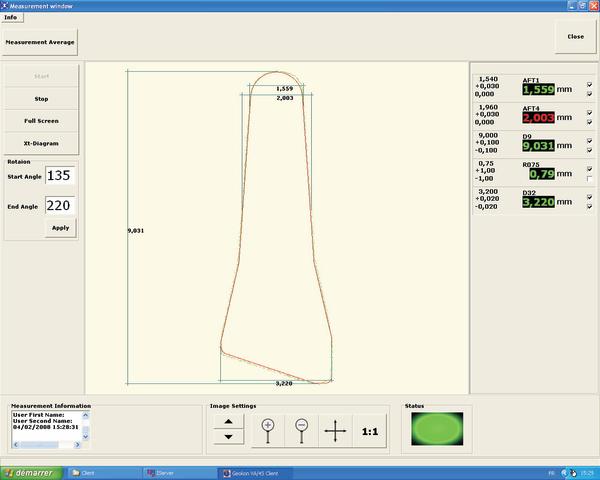
Jeder Messkopf besteht aus jeweils vier Lichtschnittsensoren. Die einzelnen Höhenprofile (Laserlinien) der vier Sensoren, werden im Rechner in ein Koordinatensystem transferiert. Dort werden nun die verschiedensten Maße, insbesondere Winkel, Radien und Abstände gemessen, gleichzeitig wird der komplette Konturverlauf des Messobjektes mit dem oberen und unteren Toleranzprofil verglichen.
Bei Überschreiten der jeweiligen Toleranzgrenzen wird ein Signal ausgegeben und das Ergebnis in einer geänderten Farbe dargestellt. In der Regel werden zwei Eingriffsgrenzen definiert.
Mit dem so genannten Teach-In-Programm können sehr einfach neue komplexe Profiltypen eingelernt werden, dazu wird eine Vorhandene Zeichnung unter dem DXF-Format abgespeichert und in das Teach-In eingelesen. Dort werden dann die Messvorschriften definiert, indem, wie bei CAD Programmen, einfach Bemassungen vorgenommen werden, diese werden mit einem Namen versehen (z.B. R15), mit Toleranz- bzw. Eingriffsgrenzen versehen und abgespeichert. Außer Maße deren Endpunkte auf der Oberfläche des zu messenden Objektes enden, sind auch „virtuelle“ Endpunkte wie Schnittpunkte oder Radienmittelpunkte usw. zugelassen.
Bei einfachen Profilen wie Rechtecken, Sechsecken, Ellipsen werden einfach die wichtigsten Abmessungen eingegeben und gespeichert. Eine CAD-Datei ist dafür nicht notwendig.
Für eine neue Messung wird dann lediglich der zu vermessende Artikel ausgewählt. Selbstverständlich kann dass „Teach In“ auf beliebigen, von dem Messrechner unabhängigen Rechnern, installiert werden. Die Messvorschrift wird dann über das Netzwerk, bzw. mittels Datenträger auf den Messrechner übertragen.
Anzeige und Datenspeicherung
Die Messergebnisse werden sowohl numerisch wie auch graphisch angezeigt. Eine rein numerische Darstellung von wichtigen Massen mit sehr großen Zahlen ist einschaltbar.
Eine Darstellung des Zeitlichen Verlaufs (Xt – Diagramm) der einzelnen Messwerte in den Toleranz- bzw. Eingriffsgrenzen ist ebenfalls gegeben.
Die gewonnen Messdaten werden gespeichert, ausgedruckt und je nach Kundenvorgabe an das vorhandene BDE System, bzw. an SPC-Programme übergeben oder einfach im Netzwerk abgelegt.
Klaus Jakob Messtechnik, Mörlenbach
QE 508
Unsere Whitepaper-Empfehlung

Im GRATIS-Whitepaper finden Sie Tipps für die Optimierung der Produktion von Lithium-Ionen-Batterien – von der Optimierung einzelner Prozessschritte bis zum Gesamtprozess mit Smart Manufacturing. So erhöhen Sie die Qualität, verkürzen Prozesszeiten, verringern die Betriebskosten…
Teilen:







{kind=link}