

Seit Jahren unterstützt iQ-Basis automatisierte Planungen und Prüfungen im Zusammenspiel mit CAD-Zeichnungen, NC-Programmen, 3D-KMGs usw. Mit dem jetzt freigegebenen Zusatz-Modul 1Q-PAUF/ CAD bietet AHP eine vollständig neue Prüfung in der Zeichnung an, eine für den CAQ-Markt revolutionäre Lösung für die Prüfung einzelner Objekte, zum Beispiel bei der Erstbemusterung.
Als Zeichnungsformat wird IGES verwendet. Der von AHP entwickelte Grafik-Treiber erlaubt den Eintrag zusätzlicher Informationen, den interaktiven Dialog zwischen der grafischen Oberfläche und den iQ-Basis Modulen und natürlich das Verschieben und Zoomen der Zeichnung manuell und automatisch bei Positionswechsel in der Prüfplanung oder während der Prüfung. Merkmale:
lder Prüfplan wird aus der Zeichnung abgeleitet
lZeichnungspositionen werden zu den Bemaßungen in der Zeichnung ergänzt
ldas Prüfen erfolgt in der Zeichnung
ldie durchgeprüfte Zeichnung kann mit dem Eintrag der Ergebnisse in die Zeichnung ausgeliefert werden
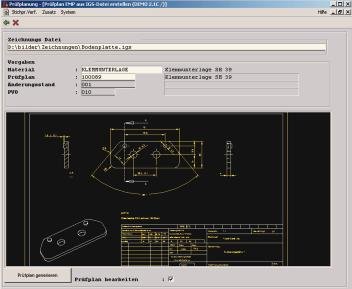
Die CAD-basierte Prüfplanung
Vom CAD-System wird für das zu prüfende Teil eine zweidimensionale Zeichnung im IGES-Format generiert. Die IGES-Datei wird in iQ-Basis als Dokument verwaltet, wie alles andere auch (Word, EXCEL, Videoclips usw.). AHP hat einen IGES-Treiber geschrieben, der die Darstellung erlaubt, besondere Teile farblich absetzt und den zusätzlichen Eintrag weiterer Informationen in der Zeichnung unterstützt.
Die Generierung eines Prüfplanes wird mit Hilfe einer Zeichnung eingeleitet. Die Zeichnung wird mit der Pfadangabe angegeben. Die Material Id wird automatisch aus der Zeichnungslegende übernommen, kann aber auch überschrieben werden. Die Prüfplan-Id. wird vorbesetzt (Nummernkreis), kann aber überschrieben werden. Änderungsstand des Prüfplanes und Prüfvorgangs (PVO) werden ebenfalls vorbesetzt. Die Zeichnung wird in der Urfassung, wie vom CAD-System als IGES-Datei generiert, dargestellt. Die Prüfplan-Generierung wird über den Push Button ausgelöst
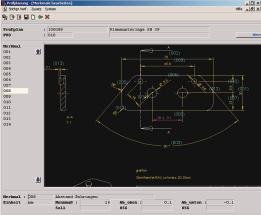
Die dann angezeigte Maske enthält in der linken Tabelle die Merkmale aller in der CAD-Zeichnung erkannten maßlichen Angaben. Zu jedem Maß wird zusätzlich eine fortlaufende Positions-Nr. in die CAD-Zeichnung (und in die Datei) geschrieben und in blauer Farbe zur Bemaßung angezeigt. Die Positions-Nr. stimmt mit der Merkmals Id. überein.
Das selektierte Merkmal (008) in der Tabelle wird in der Zeichnung in violett hervorgehoben. Die Reihenfolge der Merkmale kann geändert werden, um den optimalen Messablauf vorzuheben. Das kann in der Merkmalsliste erfolgen (das zu verschiebende Merkmal kennzeichnen und mit den blauen Pfeilen nach oben oder unten verschieben) oder durch Aktivieren der Sortierfunktion (Push Button Merkmale sortieren) und gezieltes Anklicken des Merkmales in der Zeichnung.
Wichtig für einen optimalen Grafik-Dialog sind entscheidende Details:
lwird in der Tabelle auf einen Eintrag geklickt, wird das Merkmal in der Zeichnung hervorgehoben
lbefindet sich dieses Merkmal in der Zeichnung außerhalb der Bildschirm-Darstellung, so wird die Zeichnung automatisch so positioniert, dass das hervorzuhebende Maß in die Mitte des Bildschirmes gerückt wird
ldie vorher gewählte Zeichnungsvergrößerung wird beibehalten
lwird in der Zeichnung auf eine Merkmalsposition geklickt, so wird links in der Tabelle das Merkmal hervorgehoben
Unterhalb der Zeichnung werden die Maßangaben eingetragen (Maßeinheit, Nennmaß mit Abmaßen oder Sollwert mit oberer und unterer Spezifikationsgrenze).
Sind in der Zeichnung keine Abmaßangaben enthalten, kann eine Vorschrift hinzugezogen werden, zum Beispiel die DIN-Norm für Längentoleranzen.
Alle Merkmale, die nicht berücksichtigt werden sollen, können aus dem Prüfplan wieder entfernt werden.
Eine vollständig automatische Prüfplanung ist nicht möglich. Deswegen unterstützt die CAD-basierte Prüfplanung weitere wichtige Funktionen:
lunterhalb der Zeichnung wird das Merkmal ausführlich beschrieben. Zum Merkmal kann eine Kurzbezeichnung eingegeben werden (Bohrungsabstand).
lbei komplexen Bemaßungen (Winkelgrad, Rauhigkeitsangaben usw.) muss die Zeichnung vom Planer interpretiert werden, d.h. Sollmaß und Spezifikationsgrenzen werden manuell nacherfasst.
les können Zeichnungslegenden, die zum Beispiel attributive Prüfungen bedingen, sofort zu attributiven Merkmalen mit Zugriff auf die Fehlerkataloge umgesetzt werden.
lMerkmale können zu Gruppen in jeweils einem Prüfvorgang gebündelt werden, zum Beispiel alle Messungen am Profilprojektor-Platz.
Weitere Informationen wie
lStichproben-Angaben
lEingriffs- und Warngrenzen
lPrüftmitteltypen usw.
können zu einem Merkmal direkt in der Standard-Prüfplanung eingepflegt werden.
Das Prüfen in der Zeichnung
Der Prüfvorgang wird in der Maske veranschaulicht. Die nächste Messposition wird angesprungen (Messposition 008, in der Liste links hell gekennzeichnet, in der Zeichnung violett hervorgehoben). Der am Messschieber anliegende Wert wird im Messfeld, wie hier am Beispiel in der Erstbemusterung das Feld Lieferant, innerhalb der Warngrenzen grün, zwischen Warn- und Toleranzgrenzen gelb und außerhalb der Toleranzgrenzen rot dargestellt.
Die nächste Position kann auf unterschiedliche Weise angesprungen werden
lautomatisches Vorsetzen auf die nächste Mess-Position in der Tabelle
ldurch manuelle Selektion in der Tabelle links
ldurch Anklicken der nächsten Position in der Zeichnung
Der an dem Messschieber (oder beliebigem halbautomatischem Messgerät) anliegende Messwert wird im Messfeld ständig angezeigt
lmit Betätigen des Fußschalters wird der Messwert gespeichert und die nächste Position angesprungen
lMessungen können wiederholt werden
lAngaben zu attributiven Merkmalen erfolgen über die Fehlercode-Liste
Das Prüfergebnis wird im Prüfauftrag gespeichert und kann in üblicher Form weiterbearbeitet und ausgewertet werden. Für eine Erstmusterprüfung kann es bis zur Sperrung der Serienlieferung führen
Dieses erfolgt auch in R/3 MM.
In der Zeichnung wird das Ergebnis der Prüfung zu jeder Messposition farblich gekennzeichnet.
lgrün der Messwert liegt innerhalb der Toleranzgrenzen Pos. 003
lrot der Messwert liegt außerhalb der Toleranzgrenzen Pos.002
lblau die Position wurde nicht geprüft. Pos. 013
Weitere Verfeinerungen der Dialogführung werden in der nächsten Version bereits noch einmal zusätzliche Vorteile bringen.
Teilen:







{kind=link}