
Im Werk Untertürkheim (Werkteil Mettingen) der DaimlerChrysler AG werden täglich mehr als 3000 Radsätze für Mercedes-Benz und Chrysler Fahrzeuge gefertigt. Durch Einsatz der Multisensorik, zusammen mit einer an die Messaufgaben angepassten Gerätetechnik, wurde eine beträchtliche Verbesserung der Qualitätssicherung in der Kegelradfertigung erreicht.
Detlef Ferger, Werth Messtechnik GmbH Friedrich Beutel, DaimlerChrysler AG
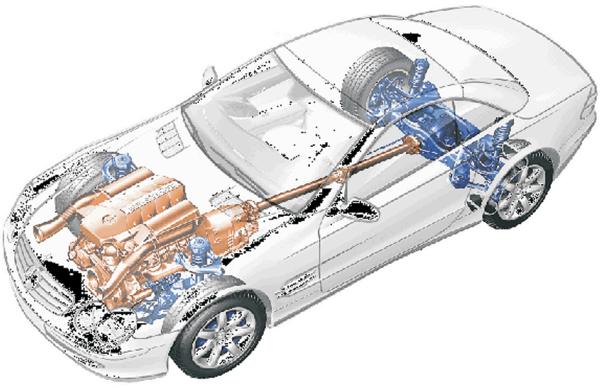
Das Produktionszentrum Achsen in Mettingen liefert die Komponenten des Antriebsstranges für Fahrzeuge der SEC-Klasse, bestehend aus der Vorderachse, der Hinterachse, den Seitenwellen und dem Hinterachsgetriebe.
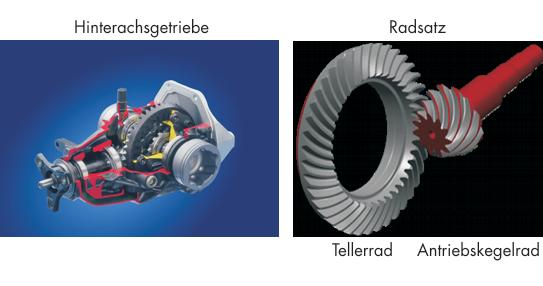
Herzstück des Hinterachsgetriebes ist der Radsatz. Dieser besteht aus Tellerrad und Antriebskegelrad. Die Fertigung dieser beiden Werkstücke wird heute komplett mit Multisensor-Messtechnik in sämtlichen Bearbeitungsstufen überwacht.
Die Fertigung und Qualitätssicherung von Antriebskegelrad und Tellerrad erfolgt in relativ langen Prozessketten. Nach Lieferung der Rohteile beginnt der Fertigungsprozess mit dem Drehen und Verzahnen. Anschließend werden die Werkstücke gehärtet. Darauf folgt das Hartdrehen und das Zahnflankenschleifen der Kegelradverzahnung.
Die Qualitätsüberwachung wurde seither in Insellösungen durchgeführt. Diese wurden bereits vor vielen Jahren eingeführt und bis heute nicht weiterentwickelt. Es lagen nur rein statische Messungen mit teilweise subjektiven Messergebnissen vor. Der Mitarbeiter war nicht in der Lage, auf den einzelnen Messvorrichtungen objektive und rückführbare Messdaten zu erfassen. Messwerte wurden nur vereinzelt zentral dokumentiert. Somit entsprach die gesamte Prüfkette nicht mehr den heutigen Anforderungen.
Einführung moderner Messtechnik
Eine detaillierte Analyse der aktuellen Prozesse ergab sehr schnell, dass ein neues Qualitätsmanagement mit zeitgemäßer Messtechnik nötig ist, um auch in Zukunft wettbewerbsfähig zu sein. Es wurden klar abgegrenzte Prozessketten mit allen Operationsschritten sowie den Übergabeschnittstellen definiert. Mit diesen Zuordnungen pro Arbeitsgang wurde das Projekt SPC-Messplätze für die jeweiligen Bearbeitungszustände umgesetzt. Die verschiedenen Wertstückskizzen wurden folgerichtig abgeschafft und sämtlicher Datenaustausch wurde ausschließlich auf EDV- gestützte Basis anhand von CAD-Zeichnungen umgestellt.
Dadurch entstand ein durchgängiges System, in welchem die jeweiligen Bearbeitungsaufmaße rechnerisch aus dem Vorbearbeitungsmaß des vorgelagerten Arbeitsgangs ermittelt werden konnten. Je nach Bearbeitungsvorgabe und Zeichnung waren somit die Grundlagen für die Messtechnik und nicht zuletzt für die NC-Programmierung der Bearbeitungsmaschinen festgelegt. Mit diesen Definitionen befinden sich nun identische Nennmaße in der Zeichnung für Messtechnik und NC-Maschine.
Nun wurden Mess-Konzepte entwickelt, analysiert und auf ihre Anwendbarkeit hin untersucht. Der Einsatz der Multisensorik, zusammen mit einer an die Messaufgaben angepassten Gerätetechnik, kristallisierte sich schnell als die technisch und betriebswirtschaftlich beste Lösung heraus. Je nach Anforderung wurden entsprechende Gerätekonzepte mit taktilen, optischen- oder auch Lasersensoren eingesetzt. Der klassische Vorrichtungsbau mit Mehrstellenmesseinrichtungen wurde aus vorgenannten Gründen nicht weiter verfolgt.
Folgende Vorteile der neuen Messkonzepte waren ausschlaggebend:
- gleichzeitige Messung von Maß, Form und Lage
- gemeinsamer Vergleich aller Ist-Konturen zu den Soll-Konturen
- automatischer Messablauf
- automatische Auswertung und Bewertung der Teilequalität
- berührungslose Sensorik für schnelle Messungen mit hoher Messpunktdichte ohne Kollisionsproblematik
- einfache Bedienung
- Robustheit im Werkstattbetrieb (Temperatur, Schmutz, Schwingungen, Bediener)
- Grundgeräte dem Einsatzzweck hinsichtlich Genauigkeit (und Preis) angepasst
- schnelles Ändern von Programmen
- parametrisierbare Programme (einfachste Programmerstellung für Teilefamilien anhand von numerischen Datensätzen)
Fertigung übernimmt Verantwortung für die Qualität
In jedem Fertigungsbereich wurde ein produktionsintegrierter Messplatz mit einem an die Messaufgaben angepassten Multisensor-Koordinatenmessgerät eingerichtet. Im Fertigungsbereich wurde dadurch ein neues Qualitätsbewusstsein geschaffen und mit Verantwortlichkeiten versehen.
Jeder Bereich erledigt heute die Serienüberwachung eigenständig und eigenverantwortlich, was zu einer wesentlich verbesserten Qualität führt. Es ist sichergestellt, dass an allen Messplätzen die Messgeräte turnusmäßig kalibriert werden und die merkmalsbedingten Messunsicherheiten die zulässigen Grenzen nicht überschreiten. Außerdem ist gewährleistet, dass die richtigen Teileprogramme benutzt werden. Alle funktionsrelevanten Werkstückmerkmale werden der QS-STAT Software zugeführt. Über das Auswertungs- und Informationsmanagement ist es nun jeder Führungskraft und jedem Mitarbeiter möglich, alle für ihn wichtigen Informationen zu erhalten.
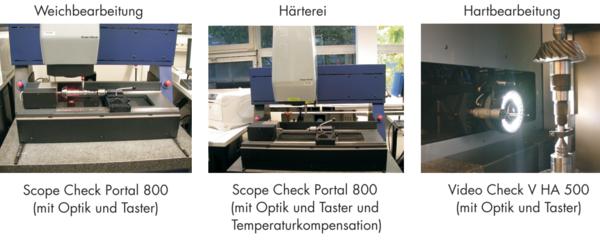
Für die Fertigung des Antriebskegelrades sind derzeit drei Koordinatenmessgeräte im Einsatz:
Für die Weichbearbeitung und die Härterei werden zwei baugleiche Geräte ScopeCheck MB 800 mit optischer und taktiler Sensorik eingesetzt. Die Sensorik an den Messgeräten wird entsprechend ihren jeweiligen Einsatzmerkmalen genutzt. Der optische Sensor wird zur schnellen Durchmesserbestimmung an den Lagersitzen eingesetzt, der taktile Sensor zur Messung von Planläufen und Hinterschnitten.
Das Gerät in der Härterei ist zusätzlich mit einer Temperaturkompensation für Gerät und Werkstück ausgerüstet, da die Werkstücke bei ca. 60°C gemessen werden und die thermische Längenänderung entsprechend berücksichtigt werden muss. Wegen der geringen Toleranzen in der letzten Hartbearbeitungsstufe wird für diese Anwendung ein hochgenauer luftgelagerter VideoCheck V-HA 500 mit Drehachse, Optik und Taster eingesetzt.
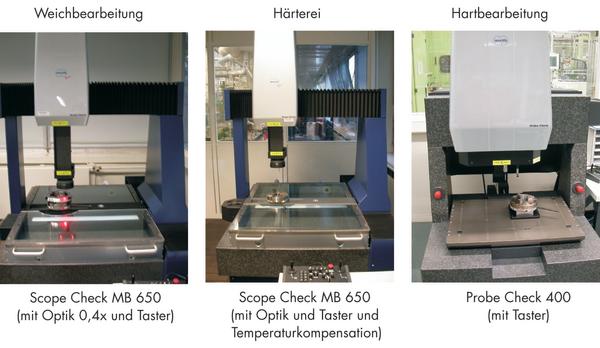
Auch im Falle der Tellerradfertigung sind für Weichbearbeitung und Härterei baugleiche Geräte im Einsatz. Es handelt sich hier um den ScopeCheck MB 650 mit etwas kleinerem Messbereich. Die Geräte sind mit einer speziellen Optik mit niedriger Vergrößerung ausgerüstet, um den Befestigungslochkreis mit einer Messung schnell bestimmen zu können. Zur Messung der Ebenheit der Anlageflächen wird ein taktiler Taster eingesetzt. Das Gerät in der Härterei ist wie im Falle des Antriebskegelrades, mit einer Temperaturkompensation für Gerät und Werkstück ausgestattet, da auch hier die Werkstücke bei ca. 60°C gemessen werden müssen. In der Hartbearbeitung ist ein rein taktiler und hochgenauer ProbeCheck 400 im Einsatz, da in diesem Anwendungsfall die optische Messung keine Vorteile gebracht hätte.
Bedienung einfach und standardisiert
Die Benutzeroberfläche der Messgerätesoftware ist von großer Bedeutung. Es gelang, einen Standard zu definieren, der es jedem Mitarbeiter erlaubt, mit wenigen manuellen Eingaben einen festgelegten Programmablauf zu starten. So werden z.B. beim Messmodus Einrichtbetrieb alle Merkmale gemessen, die Ergebnisausgabe erfolgt auf einem Messprotokoll, das nach Unterschrift durch den Systemführer zugleich als Freigabeprotokoll für die Produktionsmaschine gilt. Beim Messmodus Stichprobe werden nur die funktionsrelevanten Merkmale gemessen, die Messergebnisse werden als Stichprobendatei (n=3) auf der Qualitätsdatenbank abgelegt.
Qualität nachhaltig verbessert
Durch die enge Zusammenarbeit von Planung, Fertigung und Qualitätssicherung mit dem Messgerätelieferanten konnte der Qualitätsstandard in der Kegelradfertigung nachhaltig verbessert werden.
Jeder Fertigungsbereich profitiert von den Qualitätsverbesserungen durch geeignete Messmittel und ist heute in der Lage, unmittelbar gezielte Maßnahmen zur Erhaltung der geforderten Qualitätsansprüche vorzunehmen.
Das neue Qualitätsmanagement schafft transparente Prozesse – durch die neue innovative Messtechnik mit der benutzerfreundlichen Anwendung wird das Nullfehlerziel pro Arbeitsgang konsequent ermöglicht.
Heute ist Qualitätsbewusstsein fester Bestandteil in jedem Fertigungsbereich und in jeder Funktion. Die Kegelradfertigung in Mettingen ist mit der neuen Fertigungsphilosophie und der flexiblen Messtechnik für kommende Herausforderungen bestens vorbereitet.
Werth, Messtechnik, Giessen
QE 506
Unsere Webinar-Empfehlung

Erhalten Sie bei den Quality Days einen Einblick in die aktuellen Trends und neuesten Lösungen rund um die Qualitätssicherung. Diesmal steht das Thema „Optische Messtechnik" im Mittelpunkt.
Teilen:







{kind=link}