




Automation heißt das Gebot der Stunde. Doch: automatisierte Fertigungs- und Montageanlagen sind kapitalintensiv, hohe Anlagenverfügbarkeit und lange Maschinenlaufzeiten ergo ein Muss. Unplanmäßige Stillstände, zum Beispiel durch fehlerhafte Zuführteile, lassen sich durch den Einsatz bildverarbeitungsbasierter Mess- und Sortiermaschinen weitgehend vermeiden.
Volker Jauch, GF Visicontrol GmbH, Weingarten Klaus Dieter Hennecke, freier Journalist, Olpe
Die Qualität von Massenteilen wie Schrauben, Muttern, Scheiben, Stanz-Biegeteilen oder auch Spritzgussteilen entscheidet immer öfter über die Effizienz und Wirtschaftlichkeit automatisierter Fertigungsprozesse. Mechanische Kleinteile werden zumeist als Schüttgut angeliefert und zur weiteren Verarbeitung mit Hilfe von mechanischen Zuführeinrichtungen bereitgestellt. Sind die zuzuführenden Teile attributiv, maßlich und funktional nicht 100%ig i.O. sind Anlagenstörungen vorprogrammiert. Je höher die weiterverarbeitenden Prozesse automatisiert werden, desto lauter verlangen die Betreiber 0 ppm Fehlerteile oder 100 % Qualität. Statistische QS-Methoden können das nicht leisten.
Das Aufspüren attributiver Fehler wie Riefen, Kratzer, Kerben oder Schlagstellen erfordert Sichtkontrollen. Und wenn es sich nicht nur um Schönheitsfehler sondern um Fehler auf Funktionsflächen handelt, ist die objektive Sichtkontrolle obligat. Von Menschen ausgeführte Sichtkontrollen sind freilich wenig zuverlässig; die Ergebnisse variieren von Person zu Person, sie hängen von der Tagesform ab und sind darüber hinaus sehr anstrengend und ermüdend.
Möglichkeiten zur Qualitätssicherung
Wer sich bei der Qualitätssicherung von Massenteile nicht nur auf Stichproben und statistische Methoden verlassen will, investiert in eine Mess- und Sortiermaschine. Vorab stellt sich allerdings die Frage nach dem geeigneten Messverfahren.
Neben dem taktilen Messen und dem Einsatz der Lasermesstechnik beweist sich die Bildverarbeitung immer öfter als Alternative, ja häufig prozessual wie wirtschaftlich überlegene Technik. Und die Bildverarbeitung entwickelt sich rasant weiter, Kameras mit immer höheren Auflösungen und steigender Verarbeitungsgeschwindigkeit erschließen ständig neue Einsatzfelder.
Randbedingungen für die Bildverarbeitung
Doch: Damit die Bildverarbeitung funktioniert, braucht es eine geeignete Zuführung, respektive Handhabung der Prüflinge in das Blickfeld der Kamera. Eine Bildverarbeitung kann nur funktionieren, wenn die Prüflinge so vor die Kamera gehalten werden, dass die gewünschten Produktmerkmale grundsätzlich gesehen werden können. Das klingt banal, aber genau hier findet sich eine der häufigsten Ursachen für gescheiterte BV-Anwendungen.
Zuführung und Handhabungsvarianten
Entscheidende Kriterien für die Auswahl der bestmöglichen Teilehandhabung sind zuvorderst die äußere Form, das Gewicht sowie die zu prüfenden Merkmale des Prüflings. Hinzu kommt als teileunabhängiger Parameter noch der gewünschte Maschinendurchsatz
Zwecks Zuführung der Prüflinge in das Messfeld der BV-Kamera(s) eigenen sich insbesondere: Förderbänder, Glasprismen (Glasrutschen) und Glasplatten (Glasteller). Für spezielle Anwendungen (zum Beispiel Schrauben) hat sich sich außerdem das „Messen im Flug“ bewährt.
Förderbänder sind eine relativ preiswerte Lösung, um die zu prüfenden und zu vermessenden Produkte a liegend vor die Kamera zu bringen. Positiv ist auch, dass neben Prüfstationen auch eine Wirbelstromeinheit zur Rissprüfung, eine Wendestation oder mehrere Sortierweichen an einem Förderband angebaut werden können. Allerdings haben Förderbänder auch Nachteile. Dadurch, dass der Prüfling auf dem Förderband aufliegt, kann sein größter Durchmesser (Berührungspunkt zum Förderband) nicht direkt, sondern nur über Ersatzmaße festgestellt werden. Sollen relativ kleine Merkmale an Prüflingen oder insgesamt kleine Prüflinge im Kamerabild untersucht werden, so können die Nahtstelle des Förderbandgurtes oder an der Seite des Gurtes abstehende Fasern Messungen verhindern oder zu erhöhtem Pseudoausschuss führen. Sollen Einzelmerkmale unter Auflichtbedingungen kontrolliert werden, so ist auch die zunehmende Verschmutzung des Gurtes ein Problem, das meist nur durch den Wechsel des Gurtes gelöst werden kann.
Glasrutsche (Glasprisma)
Die Technik, Prüflinge auf einem ca. 45° geneigten Prisma der Kamera zur Bildaufnahme zur Verfügung zu stellen, eignet sich vorzugsweise für achsenförmige Teile. Universeller wird die Glasrutsche, wenn das „V“ drehbar gelagert wird und damit zum „L“ umgestellt werden kann. In der „L“-Stellung können neben achsenförmigen- auch scheibenförmige Teile zugeführt und vermessen werden.
Besonders wichtig für ein sicheres und schnelles Vermessen ist die stabile Lage der Prüflinge im Moment der Bildaufnahme. Hier ist die Form des Prüflings entscheidend. Unzulässig sind Teile mit einem Mittelbund; sie rutschen unstabil, kippen um den Mittelbund und führen zu vermehrtem Pseudoausschuss.
Umgesetzt wird die Prismen-/Rutschentechnik in der visiSort-S. Vergleicht man die Lage des Prüflings auf der Glasrutsche mit der auf dem Förderband, so erkennt man unschwer den erheblichen Vorteil, dass der Prüfling aus der Sicht des Kamerasystems praktisch schwebt. Es ist damit kein Problem mit gleich bleibender Messgenauigkeit sämtliche Maße, die im Durchlicht gesehen werden können, zu vermessen. Dieser Effekt entsteht dadurch, dass der Prüfling im Prisma nicht an seinem größten Durchmesser aufliegt. Üblicherweise werden an der Glasrutsche zwei Kameras eingesetzt, wobei diese um 90° versetzt angeordnet sind und zwei Ansichten liefern. Soll die Maschine für unterschiedlich lange Teilefamilien eingesetzt werden, lassen sich zum Beispiel durch den Einsatz von vier Kameras die Umrüstvorgänge rationalisieren. Die beiden jeweils parallel angeordneten Kameras, zwischen denen gewählt werden kann sind mit unterschiedlich großen Objektiven ausgestattet und auf einem Gleitschlitten montiert. Kameras wie auch Beleuchtung sollten mit telezentrischer Optik ausgestattet sein.
Glasteller, Glasplatte
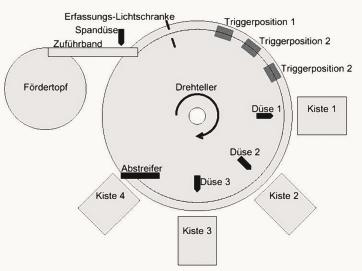
Obwohl die visiSort-S Maschine, durch die um 90°-schwenkbare Glasschiene, auch für scheiben-förmige Teile umgerüstet werden kann, lassen sich damit nicht alle Anwendungsfälle optimal lösen. Erfordert das zu prüfende Produkt zum Beispiel eine Messwiederholgenauigkeiten von +/- 3 µm oder will man nicht nur zwischen guten und schlechten Teilen unterschieden, empfiehlt sich als Zuführung ein Glasring. Dieses Zuführprinzip wurde in der visiSort-T sehr erfolgreich umgesetzt. Klammert man die achsenförmigen Teile aus, so bietet die visiSort-T mehr Flexibilität für ein breiteres Spektrum an prüfbaren Produkten. Das sehr modulare Maschinenkonzept erlaubt den schrittweisen Ausbau von einer bis zu sechs Kameras mit drei Triggerpositionen für die unterschiedlichsten Aufgaben. Mehrere Ausschleußpositionen ermöglichen das Sortieren nach verschiedenen Kriterien. Betrachten der Teile von deren Ober- und Unterseite, Anwesenheit von Innengewinden sowie Teilevermessung mit hoher Genauigkeit und Oberflächeninspektion für hohe Ansprüche sind mit einer Glasringmaschine zuverlässig realisierbar.
Während Maßkontrollen mit der Bildverarbeitung recht einfach zu lösen sind, erfordern Oberflächeninspektionen erheblich mehr Erfahrung mit dem Thema Beleuchtung und viel Anwendungswissen für den Einsatz des idealen Algorithmus. Die Kunst besteht darin, die guten von den schlechten Produkten zu trennen, obwohl auch die guten unterschiedliche Oberflächenhelligkeiten oder –farben haben und es kein objektiv richtiges (unstrittiges) Kriterium gibt, welches die guten von den schlechten Prüflingen unterscheidet. Oft sind es kleinste radiale Kratzer, die auf der Dichtfläche einer Scheibe gefunden werden müssen und zu Ausschuss führen, während ebenso kleine Kratzer, die nicht radial verlaufen oder kleinste Schlagstellen akzeptabel sind. Würden diese auch als Fehlerteile aussortiert, wäre dies teurer Pseudoausschuss. Die bisher beschriebenen Techniken zur Teilehandhabung im Bereich der Kamera waren darauf optimiert das zu prüfende Teil vor der Optik möglichst ruhig und stabil zu präsentieren um möglichst genaue und möglichst umfangreiche Messungen durchführen zu können. Zwar war der Teiledurchsatz auch von großer Bedeutung, wurde aber im Interessenkonflikt Präzision gegen Durchsatz mit der zweiten Priorität versehen.
Die Entwicklung und Vermarktung der visiSort-Maschinen wurde viele Jahre durch die Anforderungen der Drehteileindustrie bestimmt. Bis sich Anfragen von Schraubenherstellern häuften und ein völlig neues Zuführkonzept erforderten, denn Schrauben werden in weit höheren Stückzahlen produziert als Drehteile. Glasrutsche und Glasteller sind nicht schnell genug, um eine gesamte Produktion zu kontrollieren. Der parallele Einsatz von mehreren visiSort-S oder –T würde die Prüfkosten in die Höhe treiben. Das Ergebnis der Entwicklungsarbeit heißt visiSort-E. Die Mess- und Sortiermaschine für Schrauben realisiert die Forderung nach „Inspektion aller sichtbaren Maße“ indem von den Prüflingen im freien Flug die erforderlichen Kamerabilder gemacht werden. Basis hierfür ist eine hindernisfreie Zuführung und Vereinzelung in Kombination mit gut aufeinander abgestimmter Sensorik, Aktorik und Software. Mit einer Kamera zur Seitenansicht und einer zur Draufsicht auf den Schraubenkopf können über zwanzig Merkmale einer Schraube überprüft werden.
In der Seitenansicht sind das:
- Fremdteil- und Spankontrolle
- Gesamtlänge inkl. Kopf
- Schaftlänge
- Schaftdurchmesser
- Halslänge
- Gewindeanwesenheit
- Gewindelänge, Außen- und Kerndurchmesser
- Anwesenheit Sicherungslack
- Kopfdurchmesser (rund)
- Kopfhöhe
- Winkelmessung (Schaft/Kopf)
- In der Draufsicht werden ermittelt:
- Kopfform
- Schlüsselweitenkontrolle
- Verquetschungen am Kopf
- Ovalitätskontrolle Kopf
- Grobe Kopfrisse
- Anwesenheit des Antriebs
- Grat am Kopfaußendurchmesser
Auch die Anwesenheit bereits montierter Scheiben oder besondere Schraubenunter-kopfformen können überprüft werden.
Fasst man die technischen Vorteile aller drei Mess- und Sortiermaschinen zusammen, so ergibt als aktueller Stand der Technik folgendes Leistungsspektrum:
- Sortierleistung 80…1.200 Teile / Minute
- Messwiederholgenauigkeit ab +/- 3 µm
- Maßkontrollen
- Oberflächeninspektion
- Erkennen von Spänen
- Robuste Teilezuführung
- Sichere Teileführung im Bereich der Optik
Und damit zum Schluss noch einige Anmerkungen zum Thema Wirtschaftlichkeit sowie make or buy. „C“-Teile können zu „A“-Problemen werden! Obwohl die Kosten für das Sortieren von z.B. Schrauben, verglichen mit dem Teilepreis, relativ hoch sind (5%…15% vom Teilepreis), amortisiert sich die Investition in eine visiSort durch verhinderte Folgekosten fast immer in wenigen Monaten. Und im Vergleich zu den möglichen Folgen einer Rückrufaktion sind die Kosten für den Sortiervorgang gar nichts. Wie bei jedem Schritt entlang der Wertschöpfungskette kann natürlich auch beim Sortieren mit bildverarbeitungsgestützten Mess- und Sortiermaschinen die Frage gestellt werden, ob man sich eine Maschine anschafft oder die Teile zum Lohnsortierer bringt. Abgesehen davon, dass erhöhter Logistikaufwand zu treiben ist, sollte in diese Entscheidung auch mit einfließen, dass Dienstleister, wenn sie sechs Merkmalen prüfen eine höhere Rechnung stellen, als wenn sie nur nach drei Merkmalen sortieren. Mit einer visiSort-X im eigenen Haus lassen sich 10 Merkmale zu denselben Kosten wie ein Merkmal überprüfen. Man kann sich auch den „Luxus“ leisten, eigentliche Ausschussware in Zeiten geringerer Auslastung noch mal zu sortieren um damit eventuellen Pseudoausschuss zu minimieren.
Betrachtet man die Kosten einer Schraubverbindung, stellt man fest, dass der Preis einer Schraube nur 15 % der Gesamtkosten einer Schraubverbindung ausmacht. Der Gewinn sortierter Schrauben liegt nicht in der Einsparung von Materialkosten sondern in der Aufrechterhaltung des sicher laufenden Montageprozesses. Denn wenn Schrauben automatisch verarbeitet werden können, darf mit einer Kostenreduktion von bis zu 80 % gerechnet werden.
Die Anschaffungskosten für eine visiSort-X richten sich nach der Anzahl der integrierten Kameras, der Qualität der Objektive, den adaptierten Peripheriegeräten, und beträgt zwischen 50 T_ und 200 T_. Macht man zum Thema 100%-Kontrolle und Sortierung die Kostenrechnung für einen Dreischichtbetrieb auf und vergleicht die Kosten für das erforderliche Prüfpersonal mit der Investition in eine Maschine, so ist ziemlich klar, welche Lösung wirtschaftlicher und zuverlässiger ist.
Visicontrol GmbH, Weingarten
QE 530
Teilen:







{kind=link}