



Ein Bildverarbeitungssystem inspiziert Brikettbündel und findet trotz stark differierender Objekteigenschaften der Brikettköpfe und unter rauen Umgebungsbedingungen die fehlerhaften Pakete. Mit Hilfe derartiger Inspektionszellen können auch andere Hersteller ihre Verpackungsaufgaben lösen.
Die Autoren: Dr. Karl-Heinz Franke, DI Axel Graf, DI Dietmar Kollhoff, Dr. Rainer Jahn, DI Rico Nestler, Dr. Steffen Rauer, Gesellschaft für Bild- und Signalverarbeitung, Ilmenau
Der Hersteller von Braunkohlenbriketts, die RWE Rheinbraun AG Frechen, suchte nach einem vollautomatischen, direkt in der Produktion einsetzbaren Inspektionssystem für Brikettbündel. Dieser Herausforderung stellte sich die Gesellschaft für Bild- und Signalverarbeitung in Ilmenau, mit ihrem komplexen Wissen über Beleuchtungstechniken, Kamera-Hardware sowie Bild- und Signalverarbeitungsalgorithmen.
Im Herstellungsprozess werden die Einzelbriketts, nach dem Pressen geschichtet, gebunden und auf Transportbändern dem Palettierer zugeführt. Hier werden die Pakete gestapelt und für die Auslieferung vorbereitet. Zuvor sollen die Pakete jedoch hinsichtlich der folgenden Fehler inspiziert werden:
– ausgebrochene Brikettköpfe auf der Paketoberseite,
– abgebrochene Brikettköpfe in der unteren Berandung des Brikettpaketes,
– innerhalb des Verbundes verdrehte oder fehlende Briketts,
– schräg sitzende Umfassungsbänder.
Die in den Produktionsprozess zu integrierende Inspektionszelle muss den rauen Umgebungsbedingungen, im wesentlichen allgegenwärtiger Kohlenstaub, in der Brikettfertigung widerstehen und im 3-schichtigen Produktionsbetrieb störungsfrei laufen. Die sich bewegenden Brikettpakete stoßen permanent während des Transportes entstehenden Abrieb als Staub aus und tragen diesen so in die Inspektionszelle.
Eine weitere am Produkt zu berücksichtigende Schwierigkeit waren die stark differierenden Reflexionseigenschaften der beim Pressen entstehenden Glanzhaut auf den Brikettköpfen. Je nach Formenverschleiß und Transportbeanspruchung reicht das Aussehen der Glanzhaut von stark reflektierend bis stumpf. Das Beleuchtungskonzept musste diese große Varianz der Oberflächen-eigenschaften berücksichtigen.
Ein Grundgestell aus Aluminiumprofil nimmt die Messtechnik auf. Gegen Kohlenstaub von außen und Fremdlichteinflüsse (Hallenbeleuchtung, Sonnenlicht durch Oberlichter und Fenster) schirmt eine Verkleidung mit Verbundplatten ab. Im Inneren der Zelle montierte, abgeschrägte Blechabdeckungen minimieren die Verschmutzungen von Kameras und der optischen Komponenten. Zwei Sichtfenster aus blau getönten Acrylglasscheiben bieten Einblick in die Messzelle. Der Verschmutzungsgrad kann auf einen Blick eingeschätzt werden, Störungen durch verkantete Pakete werden schnell erkannt.
Der Schaltschrank für die benötigte Rechentechnik und Elektronik wurde in die Zelle integriert. Damit entsteht eine kompakte, in sich geschlossene Einheit. Bedienelemente beschränken sich auf das Notwendigste, da ein Einrichten oder Nachführen des Messsystems im Betrieb nicht notwendig ist.
Im Sommer auftretende Umgebungstemperaturen von 30°C erfordern die Kühlung des Schaltschrankes. Einfache Lüfter sind nicht einsetzbar, da sie das Eindringen von Kohlenstaub in den Schaltschrank forcieren. Man setzt einen Wärmetauscher ein, dessen Zweikreiskühlsystem verhindert das Eindringen von mit Kohlenstaub belasteter Luft in den Schaltschrank zuverlässig.
Laserlinie zeigt Defekte
Das Team der Gesellschaft für Bild- und Signalverarbeitung entwickelte ein Bildverarbeitungssystem, das auf fünf Matrixkameras basiert. Die Kameras erfassen die relevanten Regionen des Brikettbündels: Kamera 1 betrachtet das Paket von oben, unter einem Winkel zur Normalen der Oberseite. Die Kameras 2 und 3 nehmen Bilder von den langen Seitenflächen der Brikettpakete auf und schauen dazu waagerecht auf die Mitte der Seitenflächen. Die Ausleuchtung der Messszenerie der drei Ansichten erfolgt im diffusen Auflicht. Hierbei kommt den Streuscheiben, dem Montagewinkel und der Anordnung der Leuchtstofflampen bzgl. der Kameras und des Messobjektes eine entscheidende Bedeutung zu, um bei allen Schwankungen der Oberflächenqualität der Brikettköpfe und der Glanzhaut eine optimale Beleuchtung zu erzielen. Die ausgewählten Leuchtstofflampen besitzen die Brandschutzklasse FF.
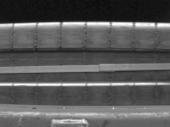
Um Ausbrüche in den Außenlagen der Unterseite zu finden, wird eine das Brikettbündel umfassende Laserlinie auf das Paket projiziert. Die Projektion geschieht waagerecht mit zwei gegenüberliegenden Lasern diagonal auf die Ecken des Paketes. Die zugehörigen Kameras 4 und 5 sind oberhalb der Laser montiert und betrachten die Pakete unter einem Winkel von ca. 45°. In der Projektion der Laserlinien werden infolge der Betrachtungsgeometrie Ausbrüche als Unterbrechungen des Linienverlaufs gesehen. Das geringe Reflexionsvermögen der Briketts bedingte den Einsatz von Lasern der Schutzklasse 3B. Diese Laserschutzklasse fordert die Umhausung der Messvorrichtung zum Schutz der Arbeitskräfte. Beim Öffnen der Gehäusetür schaltet ein Türkontakt den Laser aus. Im Inneren angebrachte Abdeckbleche dienen als Lichtfallen und verhindern das unkontrollierte Reflektieren der Laserstrahlen. Die getönten Sichtscheiben gewähren einen gefahrlosen Einblick in die Inspektionszelle.
Moderne Fire-Wire-Kameras
Bei den Kameras griff der Systementwickler auf moderne FireWire-Kameras mit Standard-VGA-Auflösung zurück. Die sensiblen Kameras und Objektive sind in staubdichten Schutzgehäusen montiert. Schutzscheiben verschließen die Sichtfenster der Kameras. Die Kameras zum Beobachten der Laserprojektion erhielten angepasste Spektralfilter, um die Einflüsse der Auflichtbeleuchtung zu reduzieren. Die Kameragehäuse werden zur Kühlung von Druckluft durchspült, welche gleichzeitig das Eindringen von Kohlenstaub verhindert. Weiterhin schützen die Gehäuse Optiken und Kameras vor mechanischen Beschädigungen. Eine am Transportband installierte Lichtschranke erkennt das ankommende Brikettpaket und ermöglicht die synchrone Bildaufnahme aller Kameras.
Das Bildverarbeitungssystem umfasst zwei mit Standardkomponenten ausgestattete PCs. Diese sind zur Überwachung der Inspektionssoftware mit Watchdog-Karten, für die Fernwartung mit Modemanschlüssen sowie digitalen E/A-Karten zum Signalisieren der gefundenen Fehler an die Steuerung der Brikettlinie ausgerüstet. Beide Rechner sind untereinander mit einem lokalen Netzwerk verbunden. Den Schaltschrank zur Installation der Bildverarbeitungsrechner stattete man mit einer unterbrechungsfreien Stromversorgung aus. Diese filtert Störungen aus dem Versorgungsnetz und gewährleistet das korrekte Ausschalten der Rechner ohne Terminal. Monitor und Tastatur schließt man bei Bedarf über eine staubdichte Klemmdose an.
Klare Ergebnisvisualisierung
Die Software wurde mit Microsoft Visual C++ 6.0 für das Betriebssystem Microsoft Windows 2000 entwickelt. Sie realisiert das Zusammenspiel der Hardware, die Nutzerverwaltung und -interaktion, die Ergebnisvisualisierung und –protokollierung und die Steuerung des zeitlichen Ablaufs der Prüfungen.
Die Leistungsfähigkeit der eingebundenen FireWire-Treiber der Kameras zeigt sich vor allem in der Inbetriebnahmephase durch die effektiven, softwaregesteuerten Parametrierungsmöglichkeiten der Kamerafunktionen. Die optoentkoppelten Ein- und Ausgänge der Schnittstellenkarte gewährleisten einen robusten und schnellen Informationsaustausch zwischen dem Bildverarbeitungssystem und der Peripherie. Die zur Softwareausstattung gehörende Nutzerverwaltung selektiert in Nutzer mit administrativen Rechten und Bedienpersonal mit eingeschränktem Handlungsspielraum. Alle von dem Bildverarbeitungssystem registrierten äußeren Signale und durchgeführten Aktionen werden für Diagnosezwecke protokolliert. Ein Statistikmodul sammelt Daten über den Umfang der geprüften Brikettpakete und die gefundenen Fehler. Die grafische Darstellung der Häufigkeitsverteilung gibt einen schnellen Überblick über die Qualität der Fertigung
Robuste Algorithmen
Für jede Prüfaufgabe existieren spezifische Algorithmenmodule zur Bewertung der aufgenommenen Bilder. Der Algorithmus zur Prüfung der Oberseite entzerrt als Erstes das unter einem Winkel aufgenommene Bild und klappt es in eine zur Kamera parallele Betrachtungsebene. Jetzt werden die Brikettreihen und dann die einzelnen Briketts separiert. Sind alle Briketts gefunden, rekonstruiert das Programm das Paketraster und bewertet die Brikettköpfe des Bündels. Im Ergebnis können verdrehte und fehlende Briketts detektiert werden. Das Auszählen der hellen und dunklen Flächenanteile der Brikettköpfe dient dazu, ausgebrochene Brikettköpfe zu finden. Ist ein vorgebbarer Prozentsatz der Fläche eines Brikettkopfes dunkel, ist das Brikett als schlecht zu bewerten.
Den Abschluss der Auswertung bildet die Visualisierung der Bewertung des Brikettpaketes. Das gefundene Brikettraster wird im Kamerabild eingezeichnet und fehlerhafte Köpfe gekennzeichnet.
Die langen Seitenflächen der Brikettpakete nehmen die Kameras 2 und 3 auf. Ein Bildausschnitt kennzeichnet den Bereich in dem das Umfassungsband erwartet wird. Innerhalb dieses Ausschnitts liefert die Auswertung des vertikalen Gradienten die Lage der Oberkante des Umfassungsbandes. Die Software berechnet deren Geradenparameter und die Visualisierung zeichnet die gefundene Gerade in das Bild ein. Deren Winkelabweichung gegenüber der Normlage wird bewertet und führt bei Toleranzverletzung zu einem Fehlersignal.
Die Erkennung von fehlenden Briketts an der Unterseite eines Brikettpaketes beruht auf dem Finden von Unterbrechungen der projizierten Laserlinie mit Hilfe der Kameras 4 und 5. Schwierigstes Problem dabei ist die Beurteilung der jeweils letzten Kohle in den Brikettreihen. Die hinteren Kohlen sind weiter von der Kamera entfernt und werden somit kleiner gesehen. Der Algorithmus muss so parametriert sein, dass er bei vorderen Briketts nicht bereits relativ kleine Ausbrüche als Fehler wertet und bei hinteren Briketts ausgebrochene Stücken sicher findet. Das von der Gesellschaft für Bild- und Signalverarbeitung entwickelte Programm führt dazu eine geometrische Transformation des Bildeinzuges in eine Normallage durch.
Die transformierten Geraden werden von ihrem Startpunkt aus auf Unterbrechungen untersucht. Der Suchalgorithmus bewertet einen Winkel unter dem die Gerade fortgesetzt werden könnte und eine Schrittweite innerhalb derer eine Fortsetzung der Gerade gefunden werden muss. Ist eines der Suchkriterien nicht erfüllt bricht der Algorithmus ab. Die Beurteilung der Geradenlänge zeigt, ob eine Brikettreihe vollständig besetzt ist oder nicht.
Die Sollwerte der Geradenlängen erhält der Algorithmus aus den Messwerten der ersten 100 inspizierten Pakete völlig selbständig. Dies ermöglicht es, ohne aufwändige mechanische Kalibrierung der Kameraposition, mit den Istwerten vergleichbare Sollwerte zu erlangen. Voraussetzung ist natürlich eine reproduzierbare Position der Pakete während der Bildaufnahme. Diese Position wird durch die Montage von Führungsschienen, die nur eine geringfügige Verdrehung der Pakete zulassen, erreicht. Die Lichtschranke sichert, dass immer in derselben Position auf den Transportband geprüft wird.
Fertigungsqualität wird transparent
Das Inspektionssystem wurde in einem Zeitraum von zehn Wochen entwickelt und aufgebaut, die Installation und Inbetriebnahme bei RWE Rheinbraun dauerte weitere anderthalb Wochen. Dort werden derzeit ca. 1000 Pakete pro Stunde inspiziert. Die Linie fördert die Brikettpakete mit einer Geschwindigkeit von 0,6m/s durch die Prüfanlage, das Auswerten eines Paketes dauert ca. 700ms.
Die vom Kunden an die Inspektionsanlage gestellten Erwartungen wurden vom Entwickler vollständig erfüllt. Die Inspektionszelle hilft RWE Rheinbraun die Qualität der Brikettfertigung zu quantifizieren und bringt Transparenz in den technologischen Ablauf. Ziel des Anwenders ist die weitere Vervollkommnung der Technologie und die Sortierung der Brikettbündel in verschiedene Qualitätsklassen.
Teilen:







{kind=link}