


Der Mainzer Systemintegrator IMSTec hat mit Bildverarbeitungs-Komponenten von Stemmer Imaging ein optisches Hochgeschwindigkeits-Inspektionssystem für die Prüfung von Leistungselektronik-Basisplatten entwickelt.
Peter Stiefenhöfer, Stemmer Imaging, Puchheim
Leistungselektronik ist im wahrsten Sinne des Wortes ein „heißes Thema“: Bei Endstufen oder Leistungsschaltern kann viel Verlustleistung anfallen, die man in Form von Wärme ableiten muss, damit die empfindlichen Schaltungen nicht einen vorzeitigen Hitzetod sterben. Realisiert wird diese Wärmeableitung oft mit so genannten Ronden. Dabei handelt es sich um quadratische oder kreisförmige Scheiben aus Molybdän, die als Basisplatten für Halbleiterbausteine dienen. Für eine optimale Wärmeableitung müssen diese Scheiben einen besonders innigen Flächenkontakt zur Elektronik bieten.
Für den Mainzer Systemintegrator IMSTec entstand aus diesem Thema ein interessanter Auftrag: Ein Ronden-Hersteller wollte seine Produkte vor der Weiterverarbeitung in großen Mengen und zu 100 % in Bezug auf Maßgenauigkeit, Oberflächenqualität und Planarität prüfen. Nur wenn die Ronden in allen Anforderungen höchste Ansprüche erfüllen, ist eine fehlerfreie Funktion der später darauf aufbauenden Leistungselektronik-Bauelemente möglich.
Die Vorgaben an die geplante Anlage waren dabei vielfältig und betrafen nicht nur die Genauigkeitsanforderungen bei den einzelnen Prüfungen. So sollten die Ronden z.B. als Schüttgut angeliefert werden, um ein einfaches Befüllen der Anlage zu ermöglichen. Aus der zu prüfenden Ronden-Stückzahl ergab sich eine Taktzeit von weniger als 0,7s. Ausgehend von den Testergebnissen sollten die Ronden anschließend nach Qualitätsklassen sortiert und diejenigen Produkte ausgesondert werden, welche die Qualitätsmerkmale nicht erfüllen.
Zudem sollte die Maschine als Insellösung arbeiten und mit einer Produkt-Befüllung ohne weitere Betreuung mindestens eine Schicht lang laufen können. Dem Anwender waren zudem Statistiken über Produktqualität und Fehlerverteilung in Form von Listen bzw. Histogrammen wichtig. Für IMSTec war schnell klar, dass viele dieser Anforderungen nur durch den Einsatz von Bildverarbeitung lösbar sind.
Hochgenaue 2D- und 3D-Prüfungen
Die Ronden müssen strenge Spezifikationen in Bezug auf Stärke, Abmessungen, Oberflächenqualität und Planarität einhalten. Da sie nicht nur in unbeschichteter Ausführung, sondern auch mit unterschiedlichen Metallbeschichtungen vorliegen, war auch eine Inspektion der Beschichtungsqualität Teil der Spezifikationen. Geprüft werden in der inzwischen realisierten Anlage die Scheiben-Stärke, die geometrischen Abmessungen, die Oberflächenqualität und die Scheiben-Planarität entlang zweier orthogonaler Linien. Die erreichte Auflösung bei den geometrischen Messungen betrug dabei ca. 5 µm für Kantenlängen- bzw. Durchmesser-Messungen im Bereich von 3 500 bis 16 000 µm. Bei den Planaritättests lag die Messlatte ebenfalls hoch: Hier mussten Abweichungen von den erlaubten Verbiegungen von wenigen µm zuverlässig detektiert werden.
Darüber hinaus werden Oberflächentests durchgeführt, die Merkmale wie Flächenfarbe, Beschichtungsfehler, Verfärbungen und oberflächliche Kratzer auf beiden Ronden-Seiten prüfen. In einer stereoskopischen Oberflächen- und Topografieprüfung werden die Ronden zudem auf Blasen, tiefe Kratzer und verbogene Ecken bzw. Kanten untersucht und klassifiziert.
Realisierung der Anlage
Die oben beschriebenen Messaufgaben wurden mit sechs verschiedenen Messstationen realisiert. Diese Stationen sind kreisförmig um einen Drehteller herum angeordnet, der die Ronden zu den einzelnen Prüfpositionen heranführt. Zur Befüllung des Drehtellers werden die Ronden zunächst über einen Vibrationskessel und ein Förderband vereinzelt, in eine definierte Lage gebracht und auf dem Drehteller fixiert. Die Ronden-Positionen auf dem Drehteller sind mit Durchbrüchen versehen, sodass eine Inspektion von oben und unten möglich ist.
An den einzelnen Prüfstationen kommt eine Vielzahl an unterschiedlichsten Bildverarbeitungs-Komponenten zum Einsatz. So wurde die Oberflächenprüfung der Ronden mit Hilfe einer Farbkamera mit telezentrischer, verzerrungsarmer Optik und einer koaxialen Beleuchtung mit halbdurchlässigem Spiegel realisiert. An einer weiteren Position sorgt ein ähnlich aufgebautes System für die sichere Erkennung von Oberflächenfehlern an den Unterseiten der Ronden.
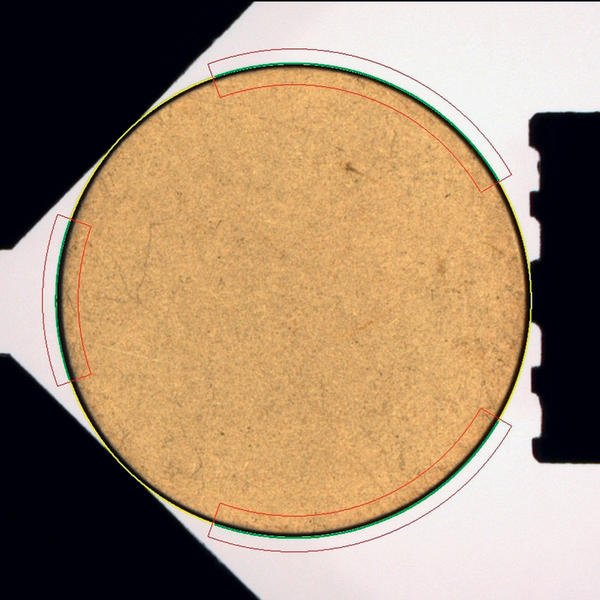
Die gleiche Kamera/Optik-Kombination erfüllt zudem noch eine weitere Aufgabe: Zusammen mit einer unter dem Drehteller angebrachten Durchlicht-Einheit nimmt sie eine Konturmessung der Prüflinge vor und misst bei runden Ronden den Durchmesser, bei quadratischen Ronden die Kantenlänge.
Vielfältige Bildverarbeitungs-Tests
Eine stereoskopische Prüfung der Ronden-Oberflächen auf Unregelmäßigkeiten, die über die Oberfläche hinaus ragen, wurde an zwei weiteren Positionen des Drehtellers realisiert. Beispiele für Unregelmäßigkeiten sind Blasen, tiefe Kratzer oder verbogene Ecken bzw. Kanten. Die Bildverarbeitungs-Lösung für diese Aufgabenstellung besteht aus einer Monochrom-Kamera mit Optik und je vier LED-Beleuchtungseinheiten, die jeweils in quadratischer Anordnung entlang der Ronden-Seiten angeordnet sind.
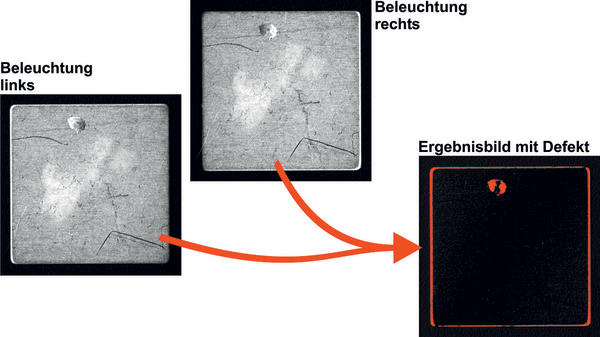
Die eigentliche Untersuchung erfolgt jeweils in zwei Aufnahmen: In der ersten Aufnahme beleuchten zwei um eine Ecke des Prüflings angeordnete LED-Einheiten das Objekt, in der zweiten Aufnahme die beiden gegenüber liegenden LED-Leuchten. Bei Fehlern entstehen auf diese Weise unterschiedliche Bilder. Nach einer anschließenden Subtraktion der beiden Bilder bleiben nur noch die Unterschiede zwischen beiden Aufnahmen sichtbar – also die Anomalien, die sich senkrecht über die Ronden-Ebene erheben. Auch hier sorgt ein identisches System in der nächste Drehtellerposition für die Prüfung der Ronden-Unterseiten.
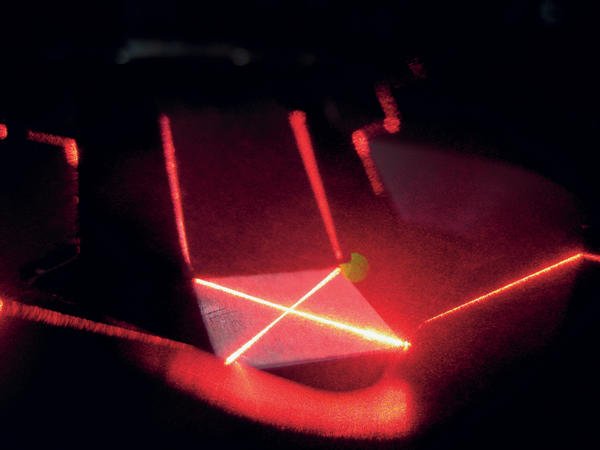
Die letzte Station dient zur Überprüfung der Ronden-Planarität. Dazu werden mit zwei Lasern samt Projektionsoptik Linien unter flachem Einfallswinkel über Kreuz auf die Ronden projiziert. Die Bildaufnahme erfolgt mit einer Monochrom-Kamera. Bei guter Planarität erscheinen diese Linien gerade. Ist die Ronde jedoch großflächig verbogen, so werden die projizierten Linien als krumm erkannt. Dementsprechend kann man aus der Durchbiegung der Linien direkt auf Planaritätsfehler des Prüflings schließen.
Die auf den verschiedenen Stationen erfassten Bilder werden jeweils per FireWire-Schnittstelle an die Bildauswertungsrechner des Systems übertragen und analysiert. Anhand der Ergebnisse dieser Auswertungen nimmt der Steuerungsrechner des Systems eine Gut/Schlecht-Bewertung bzw. gegebenenfalls eine Sortierung der Prüflinge vor. Diese Klassifizierung dient anschließend bei der Ausschleusung der Ronden zur Steuerung der Weichen, mit deren Hilfe die Ronden in die entsprechenden Ausgangsbehälter (Gut, Schlecht oder diverse Qualitätsklassen) sortiert werden. Zusätzlich erfasst der Steuerungsrechner die Prüfergebnisse in Form einer Statistik, die der Bediener in verschiedenen Listen- oder Histogramm-Darstellungen abrufen kann.
Flexible Lieferanten
Natürlich durchläuft ein Projekt zur Entwicklung einer Sondermaschine wie der hier beschriebenen auf dem Weg vom ersten Konzept bis zur fertigen Maschine eine Reihe von Phasen, in denen sich die Anforderungen an die eingesetzten Komponenten verändern können. Dabei ist es häufig entscheidend, dass die beteiligten Lieferanten schnell und flexibel auf diese Veränderungen reagieren können, um den Zeitplan des Projekts nicht zu gefährden.
IMSTec-Entwicklungsleiter Dr. Christian Laue ist dabei in Bezug auf die Bildverarbeitungs-Komponenten mit der Leistung seines Lieferanten sehr zufrieden: „Wir haben alle Komponenten der optischen Prüftechnik in unserer Anlage über Stemmer Imaging bezogen. Mit den Spezialisten dieses Unternehmens hatten wir schon in früheren Projekten erfolgreich zusammengearbeitet und dabei von der kompetenten Betreuung und Beratung profitiert. Sehr hilfreich war auch bei der Entwicklung der Rondenprüfanlage wieder, dass Stemmer Imaging uns Komponenten für Experimente in unseren Labors leihweise zur Verfügung gestellt hat.“
Nach dem positiven Abschluss der Machbarkeitsstudie erhielt IMSTec den Auftrag für Konstruktion und Herstellung der Prüfanlage. Nun galt es, Handling-Mechanismen, Kameras, Objektive, Lichtquellen und weitere Komponenten in einer gemeinsamen Struktur zu integrieren und weitere Optimierungen vorzunehmen. „In dieser Projektphase konnten wir gemeinsam mit den Anwendungsspezialisten in deren Labors weitere Versuche vornehmen und so optimale Lösungen für eine Reihe von Detailproblemen finden. Besonders nützlich war dabei, dass wir dort unkompliziert Zugang zu Experten aus vielen verschiedenen Fachgebieten erhielten“, ergänzt Dr. Matthias Löffler, Bereichsleiter für Mess- und Prüftechnik bei IMSTec. Die enge Zusammenarbeit zwischen Systemhaus und Komponenten-Lieferanten war dabei aus Löfflers Sicht mitentscheidend für den Erfolg des Projekts.
Nach der erfolgreichen Endabnahme der Prüfanlage durch den Endkunden blickt Dr. Laue zufrieden auf das Projekt zurück: „Dank der Kooperation mit einem Bildverarbeitungs-Spezialisten, der viele Komponenten und Zubehörteile aus einer Hand liefern kann und dazu auch eine kompetente Beratung bietet, konnten wir wertvolle Zeit sparen und unsere Ziele sicher erreichen.“
Stemmer Imaging, Puchheim
QE 523
Teilen:







{kind=link}