



Die 100-Prozent-Kontrolle von Werkstücken ist für Automobilhersteller und ihre Zulieferer eine unerlässliche Maßnahme zur wirtschaftlichen Realisierung eines hohen Qualitätsniveaus und damit entscheidend für die Wettbewerbsfähigkeit. Fast wöchentlich werden Fahrzeuge wegen kleinere oder größere Mängel auf Kosten der Fahrzeughersteller in die Werkstätten zurückrufen.
Dr. Norbert Bauer, Koordinator der Fraunhofer-Allianz Vision,Erlangen
So hat sich seit 1997 die Zahl der Rückrufaktionen, die dem Kraftfahrt-Bundesamt (KBA) gemeldet wurden, in Deutschland mehr als verdoppelt. Waren es vor fünf Jahren noch 58 Rückrufe, belief sich die Zahl im Jahr 2001 auf 113; dazu kommen im laufenden Jahr weitere 61 Rückrufe (Quelle KBA). Eine weiter verbesserte Qualitätskontrolle bei den Zulieferern und bei der Produktion könnte manche dieser kostspieligen Aktionen, oft verbunden mit einer Imageschädigung, vermeiden helfen.
Gegenüber der manuellen Prüfung haben Systeme mit automatischer Bildverarbeitung den Vorteil, dass sie schnell, berührungslos und mit hoher Wiederholgenauigkeit Gut-Schlecht-Aussagen treffen können. Dabei sind vor allem Aussagen über die Oberflächenqualität von Prüflingen möglich. Mittels des Verfahrens der Panorama-Endoskopie können auch schlecht einsehbare Oberflächen, wie zum Beispiel in Bohrungen zuverlässig bewertet werden. Mit der optischen 3D-Messtechnik können mittlerweile viele relevante Bauteile auf die Einhaltung der geometrischen Maße überprüft werden. Zur Erkennung von nicht sichtbaren Fehlstellen unterhalb der Oberfläche eignen sich spezielle Thermographie- und Röntgenverfahren.
Optische 3D-Messtechnik
Lichtpunktverfahren: Viele praktische Anwendungen der optischen 3D-Messtechnik beruhen auf dem Prinzip der Triangulation. Das einfachste Verfahren ist die punktförmige Abtastung des Prüflings mit Hilfe eines Lasers. Bei diesem Verfahren bilden der Laser, ein Sensor und das Messobjekt die Eckpunkte des sogenannten Triangulationsdreiecks. Der Laser projiziert einen Lichtpunkt auf den Prüfling, der von diesem reflektiert und auf dem Sensor abgebildet wird. Der Abstand zwischen dem Laser und dem Sensor ist die sogenannte Basisbreite. Da die Positionen des Lasers und des Sensors bekannt sind, kann so die genaue Entfernung des Messpunkts berechnet werden.
Mit dem Lichtpunktverfahren lassen sich zum Beispiel gesenkgeschmiedete Kurbelwellen auf Durchbiegungen prüfen, die später zu einem unruhigen Motorlauf führen. Zu diesem Zweck wird die Kurbelwelle zunächst auf zwei Rollenprismen gelagert, pneumatisch gespannt und gedreht. Während der Drehung nehmen Lasersensoren die Messwerte zur Bestimmung der Durchbiegung auf. Ein weiterer Lasersensor für die Lageerkennung erfasst permanent die Winkelstellung eines ausgewählten Hublagers. Die berechneten Durchbiegungsdaten werden dann automatisch mit den Sollwerten verglichen und fehlerhafte Produkte aussortiert. Dieses Verfahren verkürzt die Taktzeiten um 40 Prozent gegenüber den herkömmlichen manuellen Prüfungen und erreicht unter Produktionsbedingungen eine Genauigkeit von 50 Mikrometer.
Lichtschnittverfahren: Wird ein zweidimensionaler Sensor verwendet, kann anstelle eines Punktes gleich eine ganze Linie verarbeitet werden. Damit werden ohne Einsatz von mechanischen Ablenkeinrichtungen entsprechend höhere Prüfgeschwindigkeiten möglich. Schnell und berührungslos lässt sich mit Hilfe eines Lichtschnittsensors zum Beispiel die dreidimensionale Geometrie von gebogenen Gummi- und Kunststoffschläuchen oder gebogenen Metallrohren (siehe Bild 1) erfassen. Ein solches 3D-Messsystem besteht aus einem High-Speed-3D-Lichtschnittsensor und einem kinematischen Bewegungssystem. Zur Vermessung der Rohr- und Schlauchleitungen wird der Sensor mit einem 4-Achs-Portalrobotor über die Rohr- bzw. Schlauchoberfläche geführt. Die Bahn des Bewegungssystems wird aus der Online-Auswertung von 500 Lichtschnitten pro Sekunde ermittelt. Durch die Echtzeitkopplung von Lichtschnittsensor und Bewegungssystem sind kontinuierliche Messungen möglich. Als Ergebnis erhält man ein 3D-Abbild des Prüflings, das automatisch mit dem CAD-Modell des Teiles verglichen werden kann.
Daneben stehen die kartesischen Koordinaten der virtuellen Schnittpunkte und Austrittspunkte der Geradenabschnitte sowie die Krümmungsdaten in Tabellenform zur Verfügung. Dieses Messsystem eignet sich für gebogene Rohr- und Schlauchleitungen mit einem Durchmesser von 4,75 bis 15 mm und arbeitet mit einer Geschwindigkeit von bis zu 40 mm/s. Im Vergleich zu mechanischen Koordinatenmessmaschinen oder zum Einsatz von mechanischen Lehren erfolgt hier die Messung erheblich schneller und ohne aufwändige Spannsysteme. Das System kann sowohl in der Produktion als auch bei der Prototypenentwicklung von gebogenen Schlauch- und Rohrleitungen angewendet werden.
Beispiel Felgenvermessung: Ein System nach dem Lichtschnittverfahren läuft derzeit in einer Pilotanlage zur Vermessung von Felgen (Bild 2). Dabei wird die Felge zunächst in der Messmaschine gespannt und zentriert. Zwei Lichtschnittsensoren erfassen nun einen Konturschnitt an der Außenseite der Felge, während ein dritter Lichtschnittsensor ca. 75 Prozent des Konturschnitts an der Innenseite erfasst. Dieser Vorgang wiederholt sich jetzt 20 Mal, nachdem die Felge jeweils um 18 Grad weitergedreht wird. Die gesamte Mess-zeit beträgt nur 18 Sekunden, bei einer Mess-unsicherheit von 20 Mikrometern. Die Ergebnisse der 20 gemessenen Konturschnitte werden an einen Computer weitergeleitet, der diese dann mit den CAD-basierten Solldaten vergleicht und Toleranzabweichungen anzeigt und protokolliert. Der Vergleich mit den Solldaten erfolgt mit Hilfe einer speziellen Software, die die Messdaten in eine 3D-Grafikdarstellung der Felge umwandelt. Gegenüber bisherigen mechanischen Messverfahren kann die Prüfzeit etwa um den Faktor 200 verkürzt werden.
3D-Messung mit Streifenprojektion: Durch den Einsatz einer strukturierten Beleuchtung können auch Freiformteile vermessen werden, die selbst keine Kanten und Strukturen aufweisen. Nacheinander werden hierbei verschiedene Streifenmuster auf den Prüfling projiziert. Beginnend mit je einem breiten weißen und schwarzen Streifen wird das Muster schließlich immer feiner.
Eine weiterentwickelte Form dieser Messtechnik arbeitet mit einem selbstkalibrierenden Algorithmus, der hohe Genauigkeit bei weitgehender Unabhängigkeit von den Umgebungsbedingungen und der Stabilität des Messaufbaus erlaubt. Aus mindestens drei unterschiedlichen Richtungen wird der Prüfling mit Gray-Code-Sequenzen und phasenverschobenen Gittern beleuchtet. Eine, oder bei sehr komplexen Prüflingen mehrere Kameras, nehmen die reflektierten Lichtmuster auf. Ein integrierter Rechner ermittelt dann aus den Helligkeitswerten die genauen Koordinaten aller Messpunkte. Das selbstkalibrierende System erlaubt die freie Wahl der Kamerapositionen und die Verwendung verschiedener Abbildungsoptiken, so dass problemlos eine Anpassung an spezielle Abmessungen von Prüflingen gelingt. Nach der ersten Vermessung kann der Abbildungsmaßstab für höhere Genauigkeit bei speziellen Details verändert werden, ohne dass das System neu kalibriert werden muss. In einem Messfeld von einem Meter Kantenlänge und 50 cm Höhe kann zum Beispiel auf diese Weise eine Detail-Genauigkeit von einem Mikrometer erreicht werden.
Mit diesem Prinzip lassen sich auch große Autoteile auf die Einhaltung der korrekten Maße oder auf die Fehlerfreiheit der Oberflächen (z.B. auf Beulen) überprüfen.
Beispiel Außenverzahnung: Bei komplex geformten Werkstücken mit Hinterschneidungen, wie z. B. bei verzahnten Bauteilen, müssen von vorneherein mehrere geeignete Kamerapositionen vorgesehen werden. Relevante Kenngrößen bei geschmiedeten PKW-Getriebeteilen sind Zahnhöhe, Dachradius und Dachwinkel. Mit Hilfe eines Verfahrens mit strukturiertem Licht nimmt die Prüfung eines Werkstücks mit zum Beispiel 33 Zähnen maximal 15 Minuten in Anspruch. Diese Zeit beinhaltet das Spannen des Teils und eine hochaufgelöste Prüfung (720 Messpunkte) auf Rundlauf.
Die Prüfzeit ist damit, verglichen mit taktilen Messungen, etwa um den Faktor 10 kürzer. Einschließlich Kenngrößenbestimmung beträgt die Messzeit mit Hilfe der berührungslosen 3D-Vermessung weniger als zehn Sekunden pro Messfeld. Dabei arbeitet das System in einem Messraum mit den Kantenlängen von 10 u 7 u 5 Millimetern mit einer Genauigkeit von mindestens 10 Mikrometern. Der gesamte Messvorgang erfolgt in einer Aufspannung und läuft einschließlich Sensorpositionierung und Werkstückdrehung vollautomatisch ab. Die Prüfung von unterschiedlichen Teilegrößen ist durch wechselbare Werkstückaufnahmen sowie austauschbare Messprofile möglich. Zusätzlich lassen sich weitere Qualitätskriterien wie Schlag- und Rundlauftoleranzen des Bauteils prüfen. Die Notwendigkeit der Teilevorbehandlung zur Vermeidung von Glanzlichtern wurde durch neue Musterstrukturen und Analysestrategien vermindert.
Automatische Sichtprüfung in Bohrungen und Rohren
Bei einer Vielzahl von industriell produzierten Teilen sind Bohrungen wesentliche funktionelle Einheiten. Neben der Einhaltung der maßlichen Toleranzen ist oft die Qualität der inneren Oberfläche der Bohrung von entscheidender Bedeutung. Bei Bremszylindern in Fahrzeugen zum Beispiel können Fehler in der Oberfläche zum kompletten Ausfall der Funktion führen. Für solche sicherheitsrelevanten Teile ist daher eine lückenlose 100-Prozent-Kontrolle notwendig. Die industrielle Bildverarbeitung kann diese Aufgabe mit Panorama-Optiken schnell und zuverlässig erfüllen. Im Gegensatz zum Menschen kann der Rechner auch verzerrte Ansichten von 360-Grad-Optiken problemlos auswerten. Die gesamte Oberfläche wird dabei in einer Vorschubbewegung abgetastet, ohne dass eine Drehbewegung notwendig ist (Bild 3). Dadurch wird eine sehr hohe Prüfgeschwindigkeit erzielt. Je nach geforderter Auflösung können dabei Bildaufnahme-Geschwindigkeiten von bis zu 50 mm/s in der Bohrung erreicht werden. Ein 100 mm tiefes Bohrloch kann innerhalb von 7 Sekunden geprüft werden. Der Einsatz von Standardkomponenten garantiert zudem die Wirtschaftlichkeit des Systems.
Werden Fehler gefunden, können die Objekte entsprechend den Erfordernissen des Anwenders nach Größe und Form in unterschiedliche Fehlerarten, wie Poren, Lunker, Kratzer, Riefen oder Kantenfehler differenziert werden. Fehler ab einer Größe von 0,05 mm werden sicher erkannt und ausgewertet. Da die Prüfkriterien an verschiedenen Stellen eines einzelnen Prüflings durchaus auch unterschiedlich sein können, kann das System verschiedene Oberflächenbereiche nach unterschiedlichen Kriterien bewerten.
Das Inspektionsergebnis wird für alle geprüften Teile in einer Übersicht festgehalten, in der die Anzahl der ermittelten Gut- und Schlechtteile aufgelistet wird. Zusätzlich werden zu jedem Werkstück alle gefundenen Fehler protokolliert. Die Monitor-Darstellung der geprüften Oberflächen ermöglicht eine fortlaufende Kontrolle der Produktion und des Prüfbetriebes durch das Bedienpersonal. Schlechte Teile werden abschließend durch eine Handhabungsvorrichtung automatisch ausgesondert. Durch die fertigungsbegleitende Prüfung bei gleichzeitiger lückenloser Dokumentation jedes Teiles werden die Voraussetzungen für eine qualitätssichernde Fertigung nach IS09000 geschaffen.
Der einer automatischen Prüfung zugängliche, kleinstmögliche Bohrungsdurchmesser wird nur durch die Verfügbarkeit geeigneter Endoskope begrenzt. Derzeit können Bohrungen mit einem minimalen Durchmesser von einem Millimeter geprüft werden. Bei einer Auflösungsschwelle von 0,1 Millimeter pro Pixel liegt die Obergrenze der Durchmesser bei 30 Millimeter. Bei niedrigeren Ansprüchen an die Auflösungen können die Bohrungen jedoch auch größer sein.
Das Einsatzgebiet des Systems besteht in der Prüfung von Hydraulik- und Pneumatikzylindern, wie sie im Automobilbau millionenfach benötigt werden. Weitere Beispiele sind Brems-, Kupplungs-, ABS-, Geber- und Nehmerzylinder. Bei der Anwendung zur Sichtprüfung von gezogenen Stahlrohren werden Kratzer und Ziehriefen zuverlässig erkannt. Weiterhin können auch Vertiefungen mit rechteckigen Querschnitten geprüft werden.
Unsichtbare Fehler
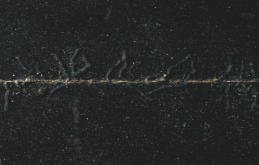
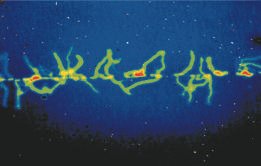
Eine Reihe von relevanten Fehlern werden mit normalen optischen Sensoren nicht erkannt, da sie unsichtbar unterhalb der Oberfläche liegen. Beispiele hierfür sind Lunker und andere strukturelle Fehler im Material, Luftblasen in aufgeschäumten Materialien, fehlerhafte Schweißnähte, Haftungsfehler bei Klebungen oder Korrosionsbildung unter dem Lack (siehe Bild 4). Ein verwandtes Problem ist die Schichtdickenbestimmung bei Lackierungen oder bei Sandwichaufbauten. Herkömmliche Prüfverfahren arbeiten meist zerstörend und kommen daher nur bei möglichst seltenen Stichproben zum Einsatz. Hohlstellen unter sonst fehlerfreier Oberfläche können in einigen Fällen durch Anklopfen und Bewerten des Klangbildes oder bei weichen Oberflächen durch Betasten aufgespürt werden. Für den automatischen Einsatz eignen sich die Röntgentechnik und in zunehmenden Maße auch Verfahren der Thermographie.
Thermographie: Für die Untersuchung wird der Prüfling entweder um einige Zehntel Grad erwärmt oder abgekühlt. In einigen Fällen kommt er bereits temperiert aus dem Produktionsprozess und wird während der natürlichen Abkühlung auf einem Förderband ausgewertet. Hat der Prüfling bereits Umgebungstemperatur, kann er zunächst unter einem Wärmestrahler vorbeigeführt werden. In manchen Fällen ist auch der Einsatz eines kurzen Infrarotblitzes sinnvoll. In allen Fällen wird die Änderung der Oberflächentemperatur während der Messzeit ausgewertet. Bei homogenem Material fließt die Wärme gleichmäßig in den Prüfling hinein oder heraus. Befinden sich jedoch unter der Oberfläche Störstellen in Form von Lunkern oder Haftungsfehlern, so zeichnen sich diese Bereiche entweder durch eine erhöhte oder erniedrigte Temperatur ab. Die minimalen Wärmedifferenzen auf der Oberfläche werden mit einer empfindlichen Thermographiekamera sichtbar gemacht. Je nachdem in welcher Tiefe sich der Defekt befindet und wie gut die Wärmeleitfähigkeit des Materials ist, zeigt sich der Fehler erst nach einiger Zeit. Wenn die entsprechenden Parameter des Materials bekannt sind, lässt sich dieser Umstand ausnutzen, um auch die genaue Tiefenlage der Störstelle zu ermitteln.
Beispiel Lackdickenmessung: Ein Sonderfall der Tiefenbestimmung einer Störstelle besteht in der Messung einer Schichtdicke. Die eingebrachte Wärme braucht zunächst eine bestimmte Zeit bis der Haftgrund erreicht ist und zeigt anschließend eine andere Ausbreitungsgeschwindigkeit. Ist die Wärmeleitfähigkeit der ersten Schicht bekannt, so kann auch ihre Dicke bestimmt werden. Voraussetzung ist allerdings, dass sich die Wärmeleitfähigkeit der Materialien von Träger und Schicht unterscheiden. Für die quantitative Dickenbestimmung einer Farb- oder Lackschicht ist es notwendig, diese Materialeigenschaften in gesonderten Messungen zu bestimmen oder mit anderen Methoden zur Bestimmung der Schichtdicke eine Kalibrierung durchzuführen. Oft ist es jedoch ausreichend, die Gleichmäßigkeit der Schichtdicke zu kontrollieren. Dazu sind weder eine Kalibrierung noch das Wissen über die Materialeigenschaften notwendig. Da die Abkühlungsgeschwindigkeit einer erwärmten Oberfläche von den thermophysikalischen Eigenschaften des geprüften Werkstoffes abhängt, eignet sich die Thermographie auch zur Werkstoffcharakterisierung.
Röntgenprüfung: Röntgenstrahlen können praktisch alle Materialien zerstörungsfrei durchdringen. Je nach Dichte und Dicke des Materials wird die Strahlung dabei mehr oder weniger geschwächt und kann mit einem Röntgensensor schließlich in ein entsprechendes Grauwertbild umgewandelt werden. Zur dreidimensionalen Auswertung müssen möglichst viele Aufnahmen aus möglichst vielen Blickwinkeln gemacht werden. Als Ergebnis entsteht eine räumliche Punktewolke, in der die Intensität der einzelnen Punkte ein Maß für die Materialdichte darstellt. Auf diese Weise können innenliegende Strukturen des Prüflings vermessen werden oder der Prüfling bei bekannter Struktur auf Fehlstellen des Materials hin überprüft werden. Ein bekanntes Beispiel für diesen Anwendungsfall ist die Untersuchung von Leichtmetallrädern auf Lunker, die eine Gefahr für die Festigkeit darstellen können.
Beispiel Radprüfung: Das Alurad wird im Takt des Gießvorganges und von einem Teleskoparm in die Röntgenanlage gefördert. Je nach Radtyp werden dann 20 bis 30 Röntgenbilder aufgenommen. Dabei bewegt sich der Greifer und sorgt so für unterschiedliche Ansichten des Rades. Die Aufnahmen werden innerhalb von einer fünftel Sekunde in vier Schritten ausgewertet. Als erstes wählt das System die für die Prüfung relevanten Ausschnitte des Rades, um keine unnötigen Daten zu erzeugen. Anschließend wird ein Gutbild des Rades berechnet. Die Differenz von Gut- und Schlechtbild liefert ein Fehlerbild. In der nachfolgenden Klassifikation werden Artefakte, also Pseudofehler, von echten Fehlern getrennt und in einer Fehlerliste zusammengefasst, die das System abschließend bewertet. Ist Gutbild gleich Schlechtbild, hat das Rad keine Fehler. Weichen Gutbild und Schlechtbild voneinander ab, werden die Fehler mit den Vorgaben des Herstellers abgeglichen und entsprechend aussortiert. Mit den speziell entwickelten Algorithmen wird das System weitgehend unabhängig vom Vorwissen über das zu prüfende Objekt. Zur Erkennung von Fehlern, sind keine Referenzbilder und keine exakt einzuhaltenden Prüfpositionen erforderlich. Das System wird nun dahingehend weiterentwickelt, dass die Prüfergebnisse direkt an den Produktionsprozess zurückgemeldet werden können und der Gießprozess bei einer Fehlerhäufung entsprechend korrigiert werden kann.
Optische 3D-Messtechnik:
Automatische Sichtprüfung in Bohrungen und Rohren:
Unsichtbare Fehler:
Teilen:







{kind=link}