
Der Wettstreit zwischen den beiden den Weltmarkt beherrschenden Flugzeugherstellern Airbus und Boeing führt zum zunehmenden Einsatz von neuen Materialien um durch einen Technologievorsprung Kunden zu überzeugen. Neben Kunststoff Verbundsystemen im Rumpf, Flügel und Leitwerksbereich kommen hoch beanspruchbare und Hochtemperaturfeste Materialien für Triebwerkskomponenten in Einsatz.
Dipl. Ing. Alfred Rinnhofer, JOANNEUM RESEARCH Forschungsgesellschaft mbH, Institut für digitale Bildverarbeitung, Graz
Höhere Temperaturen und größere Durchmesser erlauben die Konstruktion von Triebwerken mit höherer Energieeffizienz. Dafür stehen Nickel- Basislegierungen wie INCONEL 718 oder Allvac 718Plus zur Verfügung. Eine weitere bedeutende Quelle für Einsparungen stellt eine Gewichtsreduktion dar. Daher werden in zunehmendem Maße Komponenten aus Titan gefertigt, was eine Gewichtsreduktion um 45 % gegenüber Stahl bei gleicher Festigkeit erlaubt. So sind im neuesten Airbus A380 bereits 77 Tonnen an Titanlegierungen verbaut, davon 11 Tonnen in den Triebwerken.
Ein wesentlicher Prozess in der Qualitätssicherung ist dabei die metallurgische Bewertung von Schliffbildern unter dem Mikroskop und eine Klassifikation entsprechend internationalen Standards (z.B ASTM E112–96, ASTM E1382 – 97 standards). Verschiedene Ätzmethoden erlauben die Hervorhebung bestimmter qualitätsrelevanter Eigenschaften wie Korngrenzen, Phasenanteile und nichtmetallische Einschlüsse, wobei selten eine einzige Variante für die optimale Erkennbarkeit aller wesentlichen Merkmale gefunden werden kann.
Einige automatische Auswertetools die heute bereits zur Verfügung stehen, können die Metallurgen bei der Interpretation der Schliffbilder unterstützen. Mit Hilfe von Bildverarbeitungsmethoden können der Norm entsprechende Bestimmungen verschiedener Kenngrößen effizienter als mit rein manueller Auswertung durchgeführt werden. Der Zeitbedarf für die Anwendung dieser Methoden ist oftmals beträchtlich (oft > 1 Stunde pro Schliffbild für komplexere Auswertungen) und die Wiederholgenauigkeit ist gleich wie bei der rein manuellen Auswertung sehr beschränkt. Der Grund, warum eine weitergehende Automatisierung bisher noch nicht erfolgt ist, liegt in der großen Variabilität der auftretenden Erscheinungsformen der charakteristischen Merkmale. Deren gezielte Behandlung für spezielle Materialien hat in die kommerziell verfügbaren Tools bisher kaum Einzug gefunden.
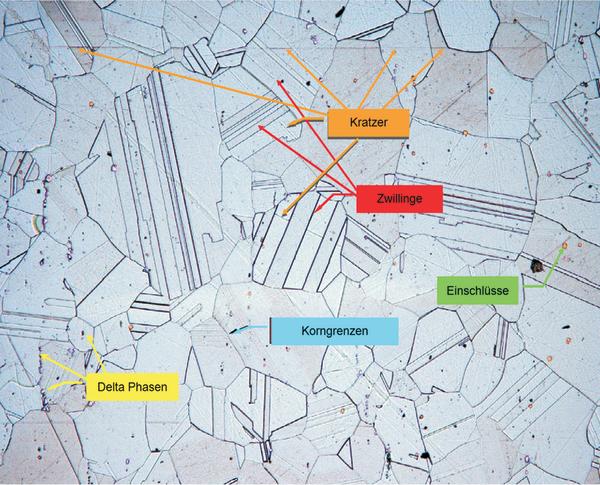
In Bild 1 sind bereits sehr deutlich einige dieser Besonderheiten zu erkennen. Eine wesentliche metallurgische Kenngröße stellt die Korngröße dar. Während die Korngrenzen oftmals nur als sehr schwache Liniensegmente mit unzähligen Unterbrechungen in Erscheinung treten, kommen Kratzer und Zwillinge viel deutlicher in Erscheinung. Zwillinge sind Kristallteile mit unterschiedlicher kristallografischer Orientierung und durch ihre Zwillingsgrenze geteilt. Sie treten innerhalb eines Korns auf und stellen einen sogenannten zweidimensionalen Defekt (Flächendefekt) dar. Diese künstlichen Trennlinien innerhalb eines Korns sind bei der Auswertung der Korngröße zu ignorieren – zählt man sie mit, werden zu viele und zu kleine Körner gezählt. Ein Resultat, das nicht den wirklichen Gegebenheiten entspricht und falsche Qualitätseigenschaften vortäuscht. Eine speziell adaptierte Form einer Hough Transformation für parallele Linien kann sowohl die Auswertegeschwindigkeit steigern, als auch den Quotienten Erkennungsrate geteilt durch falsch positive Treffer deutlich erhöhen.
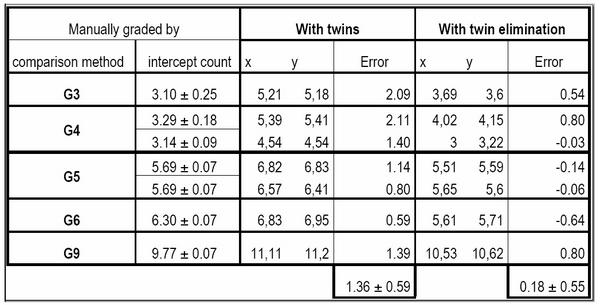
In Tabelle 1 sind die erzielbaren Verbesserungen deutlich gegenübergestellt. Auch ist hier erkennbar, dass bei der manuellen Klassifikation mittels verschiedener Methoden (ganz links: Vergleichsmethode mit Richtreihen, daneben Ergebnisse durch Bestimmung der mittleren freien Sehnenlänge = Intercept Methode) deutlich unterschiedliche Ergebnisse auftreten können. Speziell die beiden Proben, welche durch Richtreihenvergleich der Korngröße 4 zugeordnet wurden, kamen bei der Auswertung der freien Weglänge in die Korngröße 3.3 bzw. 3.1.
Eine automatisierte Auswertung, welche ebenfalls auf einer Bestimmung der mittleren freien Weglänge und der Verwendung der in den ASTM Standards definierten Formel:
G = (6,643856*log10(Pl))-3,288
wobei Pl [mm-1] die Anzahl Korngrenzen pro mm ist
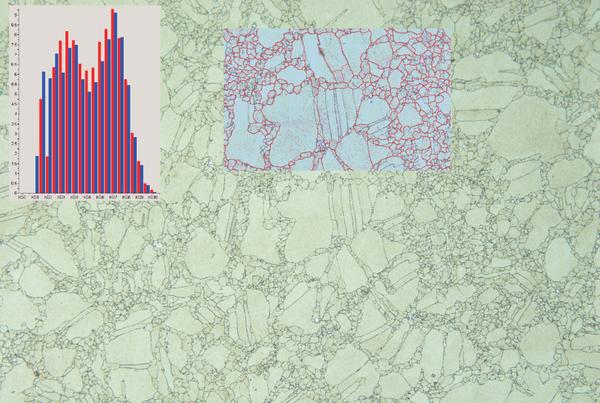
beruht, führt zu einer mittleren Abweichung der Korngrößennummer von 1.36 von der manuellen Auswertung. Werden die Zwillinge hingegen automatisch gefunden und vor der weiteren Bewertung ausgeblendet (siehe dazu Beispiel in Bild2), reduziert sich die mittlere Abweichung auf 0,18.
Der Prozentanteil an Delta Phasen Anteilen in der Probe ist ein weiteres wichtiges Qualitätskriterium bei diesen Legierungen. Zusätzlich zum prozentuellen Flächenanteil interessiert dabei jedoch auch die Verteilung der Delta Phasen – liegen diese hauptsächlich an den Korngrenzen, oder in der Mitte der Körner. Als weiteres Bewertungskriterium kommt bei der Legierung Allvac 718Plus eine Unterscheidung zwischen globularen und nadeligen Delta Phasenanteilen (die je nach Wärmebehandlung in unterschiedlichem Maße auftreten) zur Anwendung, die ihrerseits wieder von stärker angeätzten Korngrenzen zu differenzieren sind. Methode der Wahl ist hierfür eine hoch komplexe Segmentierung mit anschließender Klassifikation der erhaltenen Objekte in unterschiedliche Zielklassen bei gleichzeitiger Unterdrückung von störenden Bilddetails ohne metallurgische Relevanz.
Speziell bei sehr kleinen Körnern wird die Bestimmung der Korngrenzen immer mehr zu einem Puzzle, da keine klaren Grenzen an sich mehr sichtbar sind, sondern vielmehr Anhäufungen von Delta- Phasen Partikeln einen Anhaltspunkt über den (unvollständigen) Korngrenzenverlauf geben. Bei diesen Bildern ist dann eine exakte Rekonstruktion der Korngrenzen praktisch unmöglich. Dennoch lassen sich sehr genaue Statistiken über die Korngößenverteilung automatisch ermitteln, wobei die automatisch gefundenen Körner in der Größe sehr gut mit den tatsächlichen Korngrößen übereinstimmen.
Ähnliches gilt auch für die Korngrößenbestimmung bei einigen Titan Legierungen. Auch bei diesen Materialien ist die tatsächliche Korngrenze oftmals nicht sichtbar – der Mensch interpoliert hier an Hand von unterschiedlichsten Kennzeichen, um Körner voneinander trennen zu können. Einfache Regelwerke, wie die lokale Orientierung der nadeligen Phasenanteile als Merkmal heranzuziehen, sind dabei nur bedingt brauchbar, da auch mitten im Korn mehrfache abrupte Wechsel der Vorzugsrichtung auftreten können.
Die erfolgreiche Beurteilung solcher komplexer Bilder erfordert massiv iterative Prozeduren, die sich schrittweise einer möglichst optimalen Lösung annähern. Abfolgen von Segmentierung, Klassifikation und Eliminierung der als Störung erkannten Strukturen wechseln sich ab, und werden mehrfach wiederholt. Welche Bilddetails jeweils als Störung zu interpretieren sind, hängt von der gewünschten Auswertung ab.
Neben der Korngröße (mit allen dazugehörigen statistischen Auswertungen) sind für Titan speziell auch Größenverteilungen von Alpa- und Beta- Phasenanteilen von entscheidender Bedeutung für die Interpretation der Güte des Werkstoffes, bzw. des Verarbeitungsprozesses.
Eine weitere Nickel Basislegierung mit teilweise ähnlichen Strukturen wie INCONEL 718 ist Allvac 718Plus. Bei diesem Metall treten verstärkt deutlich ausgeprägte bimodale Größenverteilungen der Körner auf. Mit der für INCONEL angewandten Intercept Methode lassen sich solche bimodale Verteilungen nicht richtig interpretieren. Der so gefundene Mittelwert passt zu keiner der beiden Korngrößen. Daher konnte für diese Bestimmungen eine Methode gefunden werden, um direkt die Flächen der Einzelkörner ermitteln zu können.
Damit sind dann Histogramme der Korngrößen darstellbar, die Größenverteilungen eindeutig veranschaulichen können. Die Intercept Methode, angewandt in verschiedenen Richtungen, liefert zusätzliche Informationen über eventuell vorhandene Anisotropien.
In Bild 2 ist ein typisches Schliffbild für Allvac 718Plus mit einigen der dabei auftretenden Besonderheiten zu sehen. Deutlich zu sehen ist der ausgeprägte Unterschied von größeren und deutlich kleineren Körnern. Diese Verteilung ist in der Einblendung des Größenhistogramms links oben auch deutlich erkennbar, wobei die blauen Säulen die Größenverteilung nach Zwillingselimination darstellen und die roten Säulen die Korngröße bei nicht ausmaskierten Zwillingen. Das Ergebnis der Zwillingsausblendung ist im in Bild2 mittig eingeblendeten Detail erkennbar, in dem die Korngrenzen richtig segmentiert wurden und die Zwillinge richtigerweise nicht als Korngrenzen gewertet werden. Einige Adaptierungen erlauben auch die richtige Behandlung auch von bogenförmig oder S- förmig deformierten Zwillingen. Diese gemeinsam mit und im Auftrag der Böhler Schmiedetechnik Ges.m.b.H. in Kapfenberg entwickelten Auswertealgorithmen für metallische Schliffbilder von Nickelbasis- und Titanlegierungen sind natürlich auch für andere mikroskopische Anwendungen von der Werkstoffwissenschaft bis zu biologischen Fragestellungen adaptierbar und nutzbar.
Acknowledgments
This work has been carried out in part within the K plus Competence Centre Advanced Computer Vision. This work was funded from the K plus Program.
718Plus ™ is a trademark and Allvac ® is a registered trtademark of ATI properties Inc.
INCONEL 718 ™ is a trademark of of INCO Alloys International, Huntington,WV.
QE 530
Teilen:







{kind=link}