
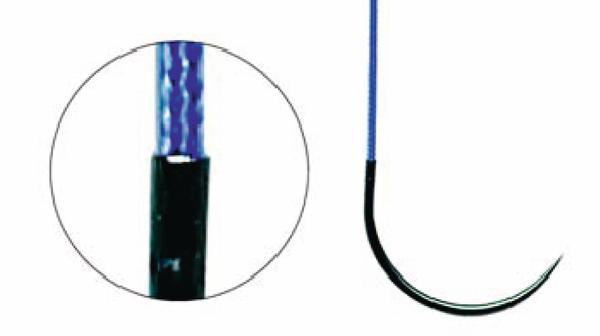
Bei ophthalmologischen Operationen werden gebogene Nadeln mit einem Durchmesser von ca. 0,2 mm verwendet, um Operationswunden zu schließen. Diese winzigen Nadeln sind bei Auslieferung bereits mit einem für die Medizin zugelassenen Faden bestückt.
Die Besonderheit dieser mikrochirurgischen Nadeln ist es, dass die Kombination Nadel/Faden trotz Materialwechsel (Metall/Textil) mit gleichbleibendem Durchmesser ineinander übergehen muss, damit der Stichkanal der Nadel vom Faden vollständig ausgefüllt wird.
In den Maschinen der Firma Johnson & Johnson MEDICAL aus Norderstedt wird das Loch, in welche der Faden später eingeführt wird, mittels Laser gebohrt.
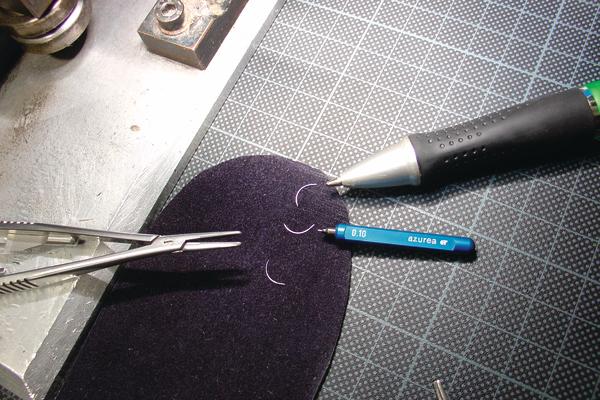
Hierzu wird die Nadel stirnseitig mit einem Laser beschossen, wodurch ein 0,11 mm durchmessendes Loch entsteht. In dieses Loch wird später im Reinraum der Faden manuell eingeführt und dann Nadel und Faden als Einheit steril verpackt. Um einen exakten Sitz des Fadens zu gewährleisten, wurden bis jetzt die Durchmesser der gelaserten Löcher mit Hilfe von Lehren einzeln manuell kontrolliert.
Diese zeitaufwendige Qualitätskontrolle konnte bis jetzt noch nicht automatisiert werden, da die bisherige Lösung zwar Bilder des Laservorgangs lieferte, aber deren Auflösung und Helligkeit nicht ausreichte, um eine entsprechende Messgenauigkeit zu gewährleisten.
Ziel war es, die Durchmesserkontrolle zu automatisieren ohne dabei den bereits optimierten Fertigungsprozess zu verändern.
Die Herstellung von zwei Nadeln pro Sekunde erlaubt der Kamera nur eine Aufnahmezeit von etwa 30 ms, in der die Nadeln nicht bewegt werden. Innerhalb dieser kurzen Zeit muss ein Bild aufgenommen werden, das eine Auflösung von 0,002 mm bei einem Bildfeld von 0,22 x 0,22 mm besitzt (dies entspricht einer 9-fachen optischen Vergrößerung). Ferner musste, trotz der hohen Vergrößerung, ein Arbeitsabstand vom mehr als 100 mm eingehalten werden und gleichzeitig die Tiefenschärfe so hoch wie möglich sein. Die Anordnung der neuen Komponenten erlaubte jetzt nicht mehr, dass die Kamera in den Laser-Strahlengang eingekoppelt wird und somit senkrecht auf die Nadel-Stirnseite schaut, vielmehr konnte jetzt nur mehr unter einem Winkel von ca. 30° auf die Stirnseite der Nadel geblickt werden. Um das Loch der Laser-Bohrung durchgehend scharf abzubilden war eine relativ hohe Tiefenschärfe nötig.
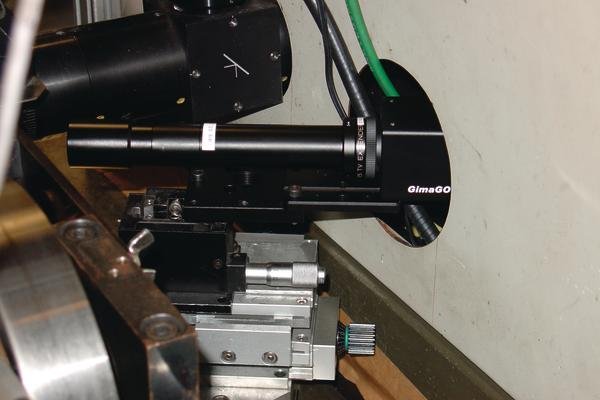
Die Firma NET New Electronic Technology stellte nach genauen Vorgaben und detaillierter Kenntnis der Anwendung eine monochrome Gigabit Ethernet Kamera (GimaGO 433B) und ein telezentrisches Objektiv (TCH6–110) mit 1.5x Megapixelkonverter zum Test zur Verfügung.
Die Kamera GimaGO 443B ist mit ihrem 1/2″ CCD Sony Chip bei einer Pixelgröße von 4,65 x 4,65 µm lichtempfindlich genug und besitzt die geforderte Auflösung. Das telezentrische Objektiv aus der TCH-Serie erzeugt ein kontrastreiches Bild. (Je höher ein Objektiv auflöst, desto geringer ist die erreichbare Tiefenschärfe. Die TCH-Serie ist optimiert, um bei hoher Auflösung noch ein Maximum an Tiefenschärfe zu liefern.)
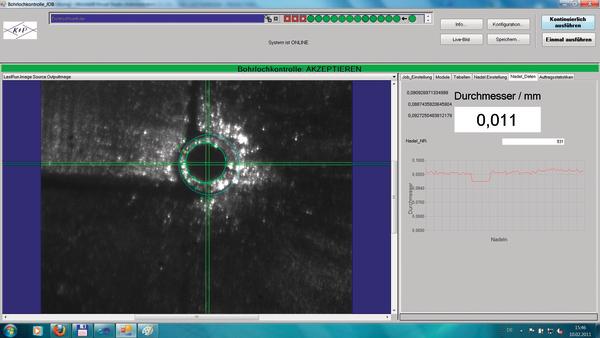
Dies waren die Voraussetzungen, so dass die Firma Krempien und Petersen aus Hamburg auf Basis der Vision Pro Software von Cognex eine automatische Auswertung realisieren konnte. Eine eigens entwickelte Oberfläche erleichtert dem Maschinenbediener die Einstellungs- und Übersichtsmöglichkeiten.
NET, New Electronic Technology, Finning www.net-gmbh.com
Teilen:







{kind=link}