
Diodenlasersysteme erfahren eine immer stärkere Verbreitung im industriellen Einsatz. Insbesondere bei der Materialbearbeitung wie Kunststoffschweissen und selektives Löten, beim Pumpen von Lasern und auf dem Gebiet der Medizin bieten sie große Vorteile. Um die stark divergente Abstrahlung der Diodenlaser in der Fast Axis kollimieren zu können, bedarf es dem Einsatz von asphärischen Zylinderlinsen. FISBA OPTIK stellt diese Fast-Axis-Kollimationslinsen in sehr großer Stückzahl mit einer gleich bleibend hohen Qualität her.
Um die fortwährend hohe Qualität der hergestellten FAC-Linsen und die Stabilität des Fertigungsprozesses zu gewährleisten, werden die Linsen sorgfältig kontrolliert. Der Nutzen für den Kunden liegt darin, dass ihm diese Messwerte zur Verfügung stehen und er unter sehr stabilen Produktionsbedingungen arbeiten kann. Damit kann der Kunde auf die Wareneingangsprüfung verzichten und dementsprechend Kosten einsparen.
Zu den direkt zu messenden Größen einer FAC-Linse gehören Brennweite, bildseitige Schnittweite, Restdivergenz und Transmission. Diese Messgrößen orientieren sich an der Weiterverarbeitung (Montage) und der zu erreichenden Strahlqualität. Darüber hinaus werden bei FISBA OPTIK noch einige weitere Parameter wie der Smile, die Wellenfront und die Antireflexbeschichtung der Linsen geprüft.
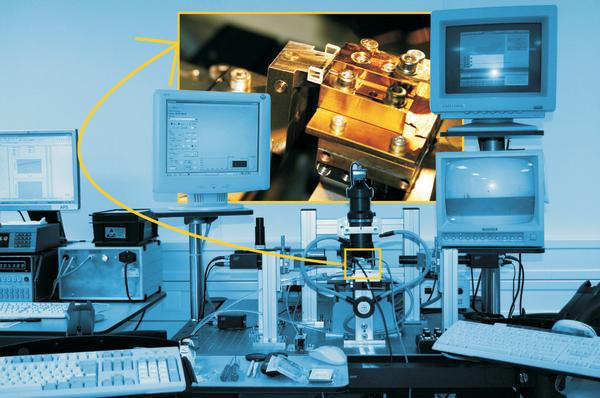
Zum Zweck der Kontrolle der in eigener Produktion gefertigten Zylinderlinsen hat FISBA verschiedene Messaufbauten realisiert. Neben Interferometer, Spektralphotometer und mechanischer Messinstrumente wird auch ein anamorphotisches Kollimationssystem eingesetzt.
Bei dem Kollimationssystem handelt es sich um einen eigens zur Vermessung von FAC-Linsen entwickelten Messstand, der Brennweite, bildseitige Schnittweite und Restdivergenz mittels eines Referenz-Diodenlasers misst. Mit diesem Messstand können FAC-Linsen unter nahezu realistischen Betriebsbedingungen sehr exakt charakterisiert werden. Das Messgerät kann auch direkt zur Montage von FAC-Linsen eingesetzt werden.
Kernbestandteil des Messsystems ist ein anamorphotischer Kollimator, der das kollimierte Laserlicht vergrößert auf einen digitalen Bildsensor fokussiert. Der Kollimator wirkt in den beiden Hauptorientierungen (Fast und Slow Axis) unterschiedlich stark vergrößernd, um in der Fast Axis eine möglichst hohe Auflösung zu erzielen.
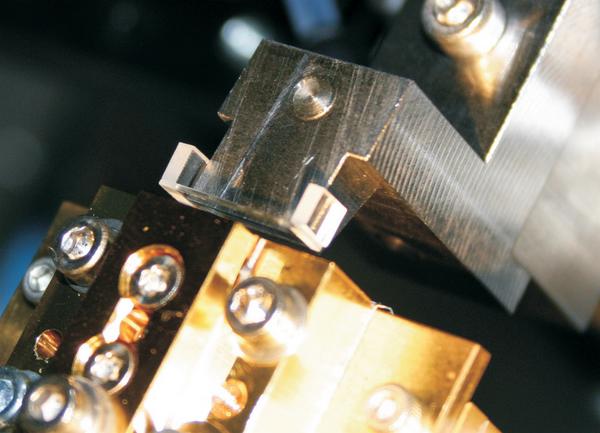
Zur exakten Positionierung der FAC-Linse wird ein Sechs-Achsen-Positioniertisch eingesetzt. Er ist mit einem Vakuumhalter ausgestattet, um die zu prüfende Linse möglichst beschädigungsfrei zu bewegen. Als Lichtquelle kommt ein Diodenlaser mit bekannter Spezifikation zum Einsatz, der vom Kunden vorgegeben werden kann.
Als Bildaufnehmer kommt ein CMOS Sensor zum Einsatz, der eine 12-bit Graustufenauflösung aufweist. Dies ist notwendig, um eine exakte Vermessung des Laserspots auch in dessen Randzonen zu gewährleisten. Für die Spotdetektion und alle weiteren Berechnungen steht ein eigens von FISBA OPTK entwickeltes Bildverarbeitungsprogramm zur Verfügung.
Das Bildverarbeitungsprogramm zeigt im Hauptfenster ein Bild der Laserstrahlung. Alle einzelnen Laserspots werden automatisch detektiert und deren Positionen erfasst. Der Benutzer kann nun einzelne Spots auswählen und sich die zugehörigen Messwerte anzeigen lassen. Ausgegeben wird jeweils:
- Die Restdivergenz der Strahlung
- Die Position des Spots
- Ob sich der Laserspot innerhalb der geforderten Toleranzen befindet
Alle diese Messwerte lassen sich in Form eines Messprotokolls für den ganzen Laserbarren abspeichern.
Zusätzlich wird noch der Versatz in den Laserspots, der so genannte Smile, bestimmt. Durch eine definierte Verschiebung der FAC-Linse vor dem Diodenlaser und die erneute Berechnung der Spotpositionen wird die Brennweite der FAC – Linse berechnet. Alle diese Informationen fließen ebenfalls mit in das Messprotokoll ein.
FISBA OPTIK, St Gallen, Schweiz
QE 526
Teilen:







{kind=link}