


Im Automobilbau wird die Oberflächenprüfung von Rohkarossen und Karosserieteilen nach wie vor mit großem Aufwand durchgeführt. Fehler wie Dellen, Welligkeiten, Einschnürungen etc. können von erfahrenen Prüfern visuell und taktil gefunden und anschließend ausgebessert werden.
Hubert Lechner, Vertrieb Digitalisierung/Sales Mangager Digitizing, Steinbichler Optotechnik GmbH, Neubeuern
Problematisch sind hierbei Oberflächenfehler, die aufgrund ihres geringen Ausmaßes nicht erkannt oder bei der manuellen Prüfung übersehen werden. Nach weiteren Verarbeitungsschritten, wie dem Lackieren, sind diese jedoch deutlich sichtbar. Die Nachbesserungen bzw. die Minderungen aufgrund der optischen Qualität der Oberfläche sind vermeidbar, wenn die unsichtbaren aber qualitätsrelevanten Fehler möglichst frühzeitig lokalisiert werden.
Das ABIS Oberflächeninspektionssystem (ABIS = Automatic Body Inspection System) wurde zur Detektion und Klassifikation von Fehlern auf nicht glänzenden Oberflächen konzipiert. Der Sensor kann dabei auf verschiedenen Handlingsystemen montiert werden und somit der jeweiligen Messaufgabe optimal angepasst werden.
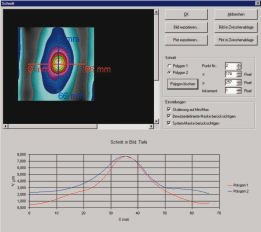
Die robuste Ausführung des Sensors gewährleistet sowohl bei typischen Beschleunigungsbelastungen im Robotereinsatz als auch bei fertigungsnahen Umgebungsbedingungen (Vibrationen, Hallenlicht, Temperatur etc.) die sichere Messdatenaufnahme. Eine nachträgliche Adaption des Sensors vom Stativ auf einen programmierbaren Roboter ist bei steigendem Probenumfang möglich. Das Sensorkonzept basiert auf der so genannten Projected-Fringes-Technik, bei der ein periodisches Gitter auf das Objekt projiziert wird und das Streifenmuster von einer Digitalkamera mit nur einer Bildaufnahme (1-Bild-Technik) innerhalb von zehn Millisekunden erfasst wird. Die anschließende Bildauswertung verwandelt Sensordaten in Tiefendaten, in denen die Variationen der lokalen Krümmung als „Region of Interest“ einer genaueren Analyse unterzogen werden. Bild 3 (Schnitt-Imaging) zeigt die Auswertung einer Beule in einem Blech mit einer Ausdehnung von 60 mm und einer Tiefe unter 20 µm; unsichtbar im Rohzustand, aber deutlich erkennbar nach der Lackierung! Die integrierte Klassifikation der messbaren Fehler (laterale Ausdehnung: 1,5 mm bis 20 cm/Tiefenausprägung: unter 20 µm bis 500 µm) ist ein essentieller Bestandteil der Datenauswertung, um in den nachgelagerten Entscheidungsprozessen die entsprechenden Qualitätskriterien automatisch anwenden zu können.
Die ABIS-Systemsoftware ermöglicht die Bildung von Fehlermerkmalen und Gravitätseinteilungen (Eingabe von Erfahrungswerten der Auditoren); nicht jeder gefundene Defekt ist relevant und muss nachgebessert werden. Ferner wird bei Produktionsbeginn oftmals eine höhere Fehlertoleranz gestattet, das heißt das Qualitätsziel ändert sich mit der Produktionszeit, deshalb ist die Toleranz der Fehlerklassifikation einstellbar. Die gefundenen und klassifizierten Oberflächendefekte werden am Monitor farblich gekennzeichnet. Die hohe Mess- und Datenverarbeitungsgeschwindigkeit ermöglicht den Einsatz in der Serienfertigung. Mit elf Sensoren kann die Oberfläche einer kompletten Rohkarosserie in 90 Sekunden geprüft werden. Der Einsatz des ABIS-Inspektionssystems in den ersten Stufen der Prozess-kette (zum Beispiel im Presswerk) ermöglicht eine signifikante Kostenreduktion in der Qualitätssicherung, da aufwändige Nacharbeiten oder Ausschuss vermieden werden können.
Teilen:







{kind=link}